42 முடிவுகளில் 1–9 காட்டப்படுகிறது
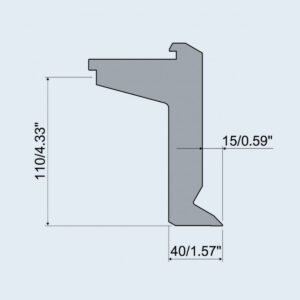
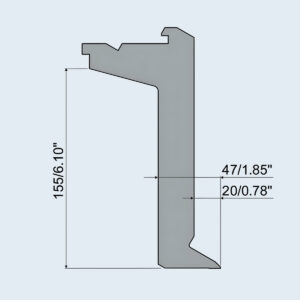
R1 வகை, பேனல் வளைப்பு கருவிகள்
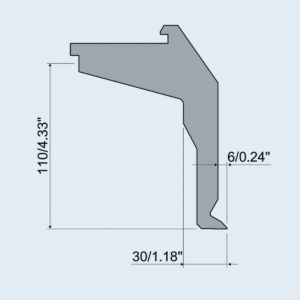
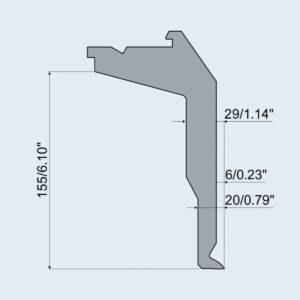
R1 வகை, பேனல் வளைப்பு கருவிகள்
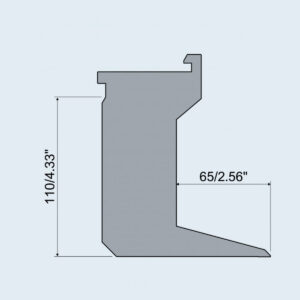
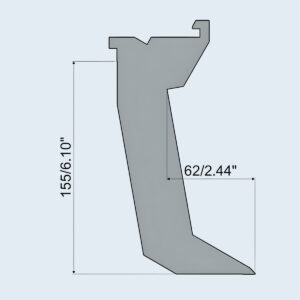
R1 வகை, பேனல் வளைப்பு கருவிகள்
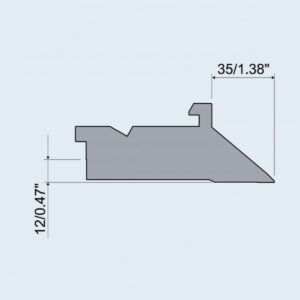
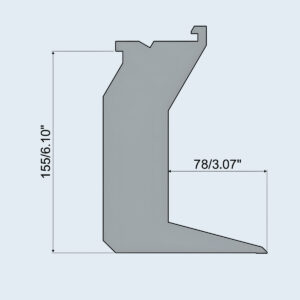
R1 வகை, பேனல் வளைப்பு கருவிகள்
R1 வகை, பேனல் வளைப்பு கருவிகள்
R1 வகை, பேனல் வளைப்பு கருவிகள்
R1 வகை, பேனல் வளைப்பு கருவிகள்
R1 வகை, பேனல் வளைப்பு கருவிகள்
R1 வகை, பேனல் வளைப்பு கருவிகள்
ஒரு அனுபவமுள்ள ஆபரேட்டர் பாரம்பரிய பிரஸ் பிரேக்கில் 16-கேஜ் ஸ்டெயின்லெஸ் ஸ்டீல் என்க்லோஷரை வடிவமைப்பதை பார்க்கவும். உண்மையான வளைப்பு சுமார் பன்னிரண்டு விநாடிகள் மட்டுமே ஆகும். ராம் கீழிறங்குகிறது, உலோகம் தளர்கிறது, பாகம் முடிவடைகிறது. மிகுந்த செயல் திறன் போல தோன்றுகிறது.
ஆனால், சரியான பகுதி பன்ச்களைத் தேடும் பணம், சோதனை வளைப்புகள், ஷிம்மிங், சேதப்படுத்தப்பட்ட பிளாங்குகள் ஆகியவற்றுக்கான 45 நிமிடங்களை கணக்கில் எடுத்துக்கொள்வதற்கு, உற்பத்தி தளம் மீது ஒரு ஸ்டாப்வாட்சுடன் நின்று பாருங்கள் — அச்செயல் திறமையின்மை வெளிப்படையாகிறது.
அந்த தெரியாத 45 நிமிடங்கள் நீங்கள் தயாரிக்கும் ஒவ்வொரு குறுகிய தொகுதியிலும் விதிக்கப்படும் வரியாகும். உங்கள் லாப விகிதம் அதிகரிக்க மறுப்பதைப் போல, உங்கள் தொழிற்சாலை எப்போதும் பிஸியாக இருப்பதை உணர்வதற்கான காரணம் இதுதான். உண்மையில் விடுபட, உங்கள் பிரஸ் பிரேக் கருவிகள் ஏற்றுமையைப் புரிந்து கொண்டும் மேம்படுத்துவதும் முதல் முக்கியமான படியாகும்.
இன்னும் கொஞ்சம் சிக்கலான உண்மை இதுதான்: உங்கள் அணியால் ஒரு பிளாஞ்சை எவ்வளவு வேகமாக வளைப்பது என்பதை வைத்து உங்கள் தொழிற்சாலை கட்டுப்படுத்தப்படவில்லை. வளைப்புகளுக்கிடையில் நடக்கும் எல்லாவற்றையும் வைத்து அது கட்டுப்படுத்தப்படுகிறது. கைமுறையான அமைக்கும் நேரம், சேதம் மற்றும் ஆபரேட்டரின் சோர்வு போன்றவை ஒருங்கிணைந்த வரியாக செயல்படுகின்றன. யாராவது ஒரு ஆலன் ரென்சை பிடித்து பின்தளத்தை சரிசெய்யும்போதெல்லாம், நீங்கள் செலவைக் காண்கிறீர்கள். ஒரு கனமான கூறு இரண்டு ஆபரேட்டர்களை மாற்ற தேவையாக்கும்போதெல்லாம், மற்றொரு செலவைக் காண்கிறீர்கள். இறுதியில், நடைமுறைக்கான வரி வீதம் தாங்க முடியாததாக மாறுகிறது — கைமுறை தரநிலை பிரஸ் பிரேக் கருவிகள் பணத்தைப் பொருளாதார ரீதியாகச் செய்யும் கருத்து நிற்கிறது.
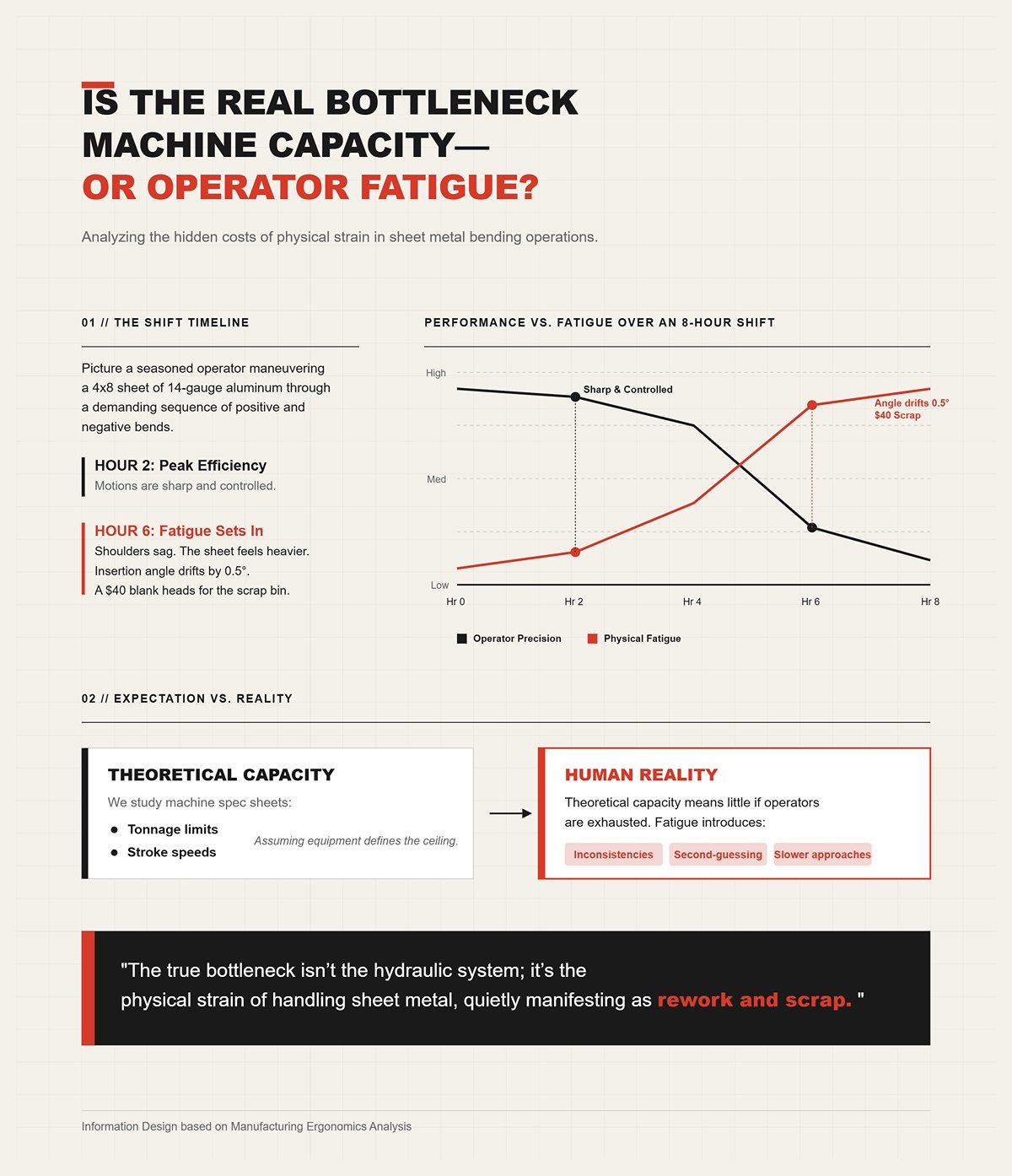
ஒரு அனுபவமுள்ள ஆபரேட்டர் 4×8 அளவிலான 14-கேஜ் அலுமினிய தாளை நேர்மறை மற்றும் எதிர்மறை வளைப்புகளின் கடினமான தொடர்ச்சியின் மூலம் இயக்குவதை கற்பனை செய்யுங்கள். வேலையின் இரண்டு மணி நேரத்தில், இயக்கங்கள் கூர்மையானவும் கட்டுப்படுத்தப்பட்டவையும் இருக்கின்றன. ஆறாவது மணிக்கு, தோள்கள் தாழ்கின்றன. தாள் கனமாக உணரப்படுகிறது. உள்ளீட்டு கோணம் அரை டிகிரி சாய்கிறது, திடீரென $40 பிளாங்கு சேதக்குழிக்கு செல்கிறது.
நாம் இயந்திர விவரக் காகிதங்களை — டண்ணேஜ் வரம்புகள், ஸ்ட்ரோக் வேகங்கள் — ஆய்வு செய்வதையே விரும்புகிறோம், உபகரணமே உச்ச வரம்பை வரையறுக்கும் என்று கருதி. ஆபரேட்டர்கள் சோர்வடைந்துள்ளனர் என்றால், கோட்பாட்டு திறனுக்கு மிகக் குறைந்த அர்த்தம் உள்ளது. சோர்வு நுண்ணிய முரண்பாடுகளை ஏற்படுத்துகிறது. சோர்வுற்ற ஆபரேட்டர் பின்தளத்தை மறுபரிசீலனை செய்கிறார், கூடுதல் சோதனை துண்டை இயக்குகிறார் அல்லது ராமின் அணுகுமுறையை மெதுவாக்குகிறார். உண்மையான தடையம் ஹைட்ராலிக் அமைப்பு அல்ல; அது தாள் உலோகத்தை கையாளும் உடல் சுமையாகும், அமைதியாக மறுபணி மற்றும் சேதமாக வெளிப்படுகிறது.

ஒரு சாதாரண உயர்தர கலவை செவ்வாய் நாளின் அட்டவணையை நினைத்துக்கொள்ளுங்கள்: ஐம்பது பிராக்கெட்டுகள், பன்னிரண்டு மின்சார மூடுபெட்டிகள் மற்றும் ஐந்து தனிப்பயன் HVAC பேனல்கள். பாரம்பரிய அமைப்பில், அந்த மூன்று பணிகளுக்காக பகுதியான கருவியை மாற்றுவது ஒரு மணி நேரத்தை எளிதாக எடுத்துக்கொள்ளும். ஒரு மணி நேரத்திற்கு $120 தொழிற்சாலை விகிதத்தில், ஒரு உலோக துண்டை வளைப்பதில்லாமல் $120 செலவாகிறது.
இது மிகவும் கடுமையான வடிவில் கருவி வரியாகும். அதிக அளவு உற்பத்தியில், பத்தாயிரம் பகுதிகளுக்கு ஒரு மணி நேர அமைப்பு பகிரப்படும் போது அது எளிதில் கவனிக்கப்படுவதில்லை. அதிக கலவை, குறுகிய கால வேலையில், அந்த ஒரே மணி நேரம் முழு வேலையின் லாபத்தை அழிக்க முடியும். பல தொழிற்சாலை உரிமையாளர்கள் மாற்றங்களை “எளியது” என்று குறிப்பிடுகிறார்கள், ஏனெனில் ஒரு பன்சை மாற்றுவது தொழில்நுட்ப ரீதியாக கடினமில்லை. ஆனால் உண்மையான செலவு உடலியல் மாற்றத்தைக் கடந்து செல்கிறது. அதில் சோதனை வளைப்புகள், நுணுக்கமான சீரமைப்புகள் மற்றும் வேலை ஓட்டத்தின் குழப்பம் அடங்கும். ஒரு ஆபரேட்டர் பித்தளை சுத்தியுடன் டையை ஒருங்கிணைக்க முயற்சிக்கும்போது ஒரு இயந்திரம் சும்மா இருக்கும் ஒவ்வொரு நிமிடமும், செயல்திறமையின்மை அமைதியாக நிதியளிக்கப்படுகிறது.
ஒரு சாதாரண ஹைட்ராலிக் பிரஸ் பிரேக் ஒரு ராம் சுழற்சியை மூன்று விநாடிகளில் குறைவாக முடிக்க முடியும் — கொந்தளிக்கும் வேகம். ஆனால் முழு வேலையை நுணுக்கமாக ஆய்வு செய்யும்போது, இயந்திரம் 20% இல் குறைவாகவே உலோகத்தை வளைப்பது தெரிய வருகிறது. வளைப்பு வேகத்திற்கு எந்த அர்த்தமும் இல்லை, பெறப்பட்ட கோணம் குறிக்கோளைத் தவறினால்.
மீள்திறன் மட்டுமே உண்மையில் வழியைக் காப்பாற்றும் அளவீடாகும். கைமுறைக் கருவியுடன், மீள்திறன் முழுமையாக ஆபரேட்டர் அந்த பாகத்தை நிறுத்துகளுடன் ஒரேபடி அமைப்பதற்கான திறனைப் பொருந்தும் — நூற்றுக்கணக்கான முறை — பொருள் ஸ்பிரிங் பேக் மாறுபாடுகளைப் பொருட்படுத்தாமல். முதல் பாகம் பத்து விநாடிகளில் எடுத்துக்கொண்டால், அடுத்தது பதினைந்து ஆகும், ஏனெனில் ஆபரேட்டர் ஒரு பிளாஞ்சை இருமுறை சரிபார்க்க இடைநிறுத்துகிறார், அப்போது உங்கள் சுற்றுச் சுழற்சி நேரம் பத்து விநாடிகள் அல்ல. அது மாறுபாடானது — மற்றும் மாறுபாடு செயல்திறனை அழிக்கிறது.
கட்டுப்பாட்டு சோதனை: உங்கள் மிக அனுபவமுள்ள ஆபரேட்டர் நாளை நோய்விட்டுச் சென்றால், உங்கள் வழிச்செலவு 50% குறைகிறதா, அல்லது உங்கள் செயல்முறை பாதையில் தொடருகிறதா?
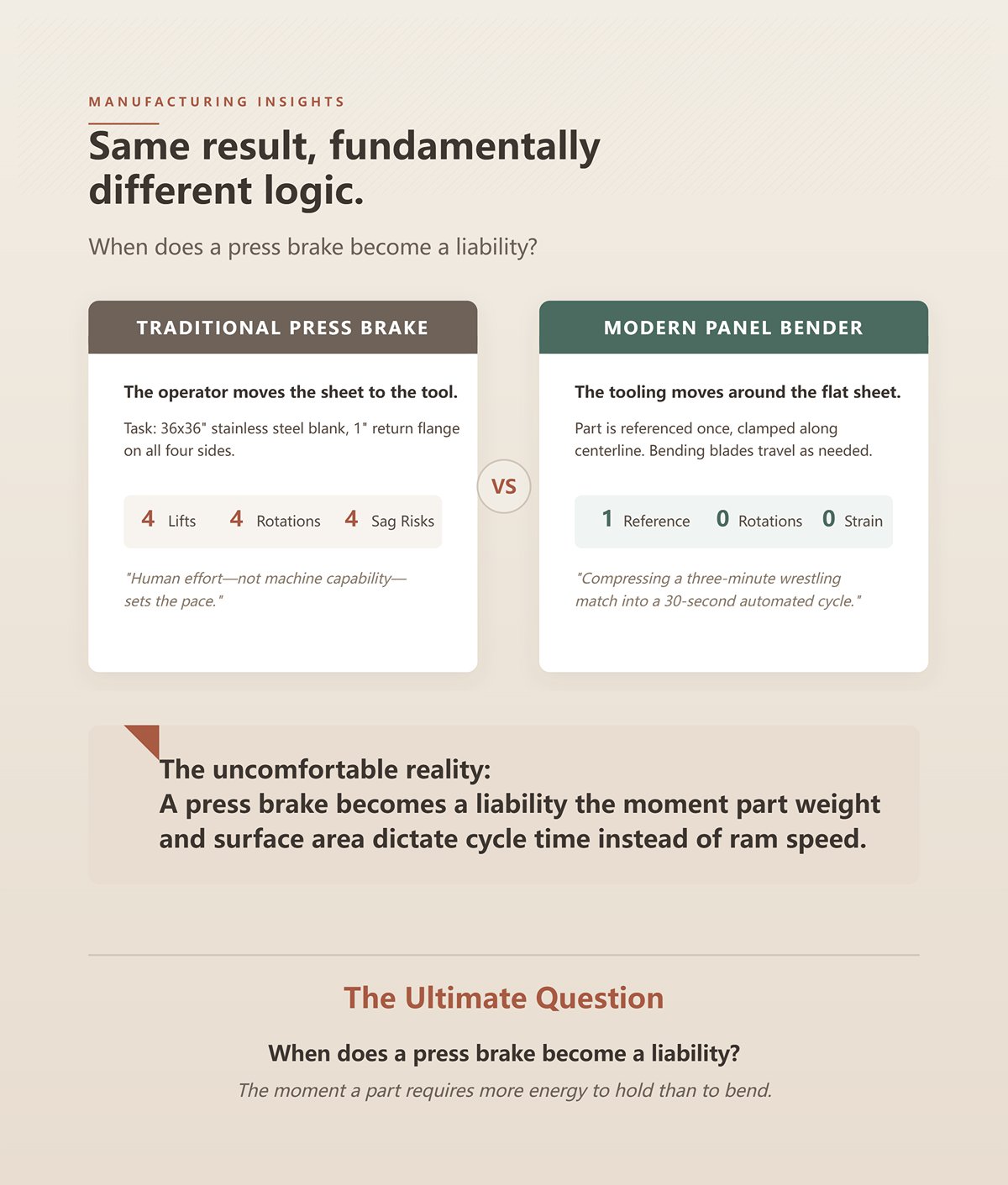
ஒரு இயக்குனருக்கு 16-கேஜ் ஸ்டெயின் லெஸ் ஸ்டீலால் செய்யப்பட்ட 36-மீதும் 36-இன்ச் வெற்று தாளை கையளித்து, அதின் நான்கு பக்கங்களிலும் ஒரு இன்ச் ரிட்டர்ன் ஃபிளாஞ்ச் கேளுங்கள். பாரம்பரிய பிரஸ் பிரேக் இயந்திரத்தில், அதன் செயல்முறை வழிநடத்தும் தர்க்கம் தாளை கருவியின் அருகே நகர்த்த இயக்குனரிடம் வேண்டுகிறது. அவர்கள் அந்த வெற்று தாளை தூக்கி, பின்புற மிதவை (backgauge) மீது சீரமைத்து, ரேமை சுழற்றி, பின்னர் முழு சதுர தாளையும் தொண்ணூறு டிகிரி சுழற்றுகிறார்கள். நான்கு மடங்குகள் என்பவை நான்கு முறை தூக்கும் இயக்கங்கள், நான்கு முறை சுழற்சிகள் மற்றும் பின்புற மிதவை மீது நிமிடத்திற்கு அரை டிகிரி சாய்வதற்கான நான்கு சந்தர்ப்பங்கள் ஆகும்.
தோல்வியளிக்கும் உண்மை இதுதான்: ஒரு பிரஸ் பிரேக், பாகத்தின் எடை மற்றும் மேற்பரப்பு பரப்பளவு சுற்று நேரத்தை நிர்ணயிக்கத் தொடங்கும் தருணத்தில் இருந்து ஒரு பொறுப்பு ஆகிறது. நாங்கள் பெரும்பாலும் இயந்திரத்தின் விவரப்பிரசுரத்தைக் — டொனேஜ் திறன், ஸ்ட்ரோக் நீளம், அணுகும் வேகம் — ஆய்ந்து, bottleneck (தடையாக) இயந்திரமே என நினைக்கிறோம். ஆனால் நடைமுறையில், பெரிய தகடுகளை வடிவமைக்கும் போது, பிரஸ் பிரேக் இயக்குனரை பிரதான பொருள் கையாளும் அமைப்பாக மாற்றி விடுகிறது, இதனால் மனித உழைப்பு — இயந்திரத்தின் திறன் அல்ல — வேகத்தை நிர்ணயிக்கிறது.
ஒரு பேனல் பெண்டர் அந்த சமன்பாட்டை முழுமையாக மாற்றுகிறது. தாளை கருவியின் வழியாக நகர்த்த இயக்குனரை கட்டாயப்படுத்துவதற்குப் பதிலாக, இது தாளை தட்டையாக பிடித்துக் கொண்டு, கருவியை தாளைச் சுற்றி நகர்த்துகிறது. பாகம் ஒருமுறை சீரமைக்கப்பட்டு, அதன் மைய கோட்டில் இறுக்கமாக பிடிக்கப்படுவதுடன், வளைப்புப் பிளேடுகள் தேவைக்கேற்ப பயணிக்கின்றன. முடிவு அதே நான்கு பக்க பெட்டி ஆகும்—ஆனால் இந்த தர்க்க மாற்றம் இயக்குனரின் உடல் சிரமத்தை நீக்கி, முன்னாள் மூன்று நிமிட பணி மூர்க்கச் சண்டையை முப்பது வினாடிகளுக்கான தானியக்கச் சுற்றாக சுருக்குகிறது. அதனால் எப்போது ஒரு பிரஸ் பிரேக் ஒரு பொறுப்பாக மாறுகிறது? ஒரு பகுதியை வளைப்பதற்காக அவற்றை பிடிக்க தேவையான சக்தி அதிகமாகும் தருணத்திலேயே.
ஒரு அடிப்படை Z-வளைவு அல்லது நுணுக்கமான ஒப்பிய விலகல் வடிவத்தை கருதுங்கள். பிரஸ் பிரேக்கில், நேர்மறை வளைவைத் தொடர்ந்து உடனடியாக எதிர்மறை வளைவு உருவாக்குவது என்பது தாளை டையிலிருந்து எடுத்து, முழுமையாகத் திருப்பி, மீண்டும் பின்புற மிதவையில் சீர்படுத்தி, மறுமுறை சுழற்றுவதைக் குறிக்கிறது. பாகம் 6 அடி கட்டிடத் தகடாக இருந்தால், அந்த திருப்பு இரண்டு இயக்குனர்களையும் போதுமான தரைப்பரப்பையும் தேவைப்படுத்தும். மேலும் ஒவ்வொரு தடவையும் தாள் பின்புற மிதவையைக் கடக்கும்போது, நீங்கள் ஒரு கருவி வரி வரிவிதி செலுத்துகிறீர்கள்: அதாவது உங்கள் அசல் சீரமைப்புப் புள்ளியின் இழப்பு.
பேனல் பெண்டர்கள் அவர்களின் இயக்கவியல் மூலம் அந்த வரிவிதியை நீக்குகின்றன. தாள் ஒரு நியந்திரிக்கையிலே தட்டையாகப் பிடிக்கப்பட்டிருப்பதால், மேல் மற்றும் கீழ் வளைப்புப் பிளேடுகள் எளிமையாக பங்கு மாறிக் கொள்கின்றன. நேர்மறை வளைவு தேவைப்படுகிறதா? கீழ் பிளேடு மேலே நகர்கிறது. எதிர்மறை வளைவு? மேல்பிளேடு கீழே நகர்கிறது. தாள் ஒருபோதும் திருப்பப்படாது — மேலும் முக்கியமாக, அது தனது மைய கோட்டுச் சீரமைப்பை ஒருபோதும் இழக்காது.
அதுவே துல்லியம் சேர்க்கப்பட ஆரம்பிக்கும் இடம். நவீன பேனல் பெண்டர்கள் ±0.008 இன்ச் வளைவுக்கு-வளைவு துல்லியத்தையும் ±0.004 இன்ச் மீண்டும் செய்யக்கூடிய திறனையும் வழங்குகின்றன, இது அவர்களின் செர்வோ அமைப்புகள் மிக நுண்மையாக இருப்பதாலேயும் மட்டுமல்ல, அவர்கள் பொருளின் தடிமனையும் வளைவையும் நேரடியாக அளக்கின்றன என்பதாலும்கூட. ஒரு பிரஸ் பிரேக் இயக்குனர் சிம்கள் மற்றும் சோதனை வளைவுகளுடன் தேட வேண்டிய மாறுபாடுகளுக்கு இயந்திரம் தானாக சமன்செய்கிறது. தாளைத் திருப்பாமல் ஃபிளாஞ்சை கையாள்வதன்மூலம், நீங்கள் கணிதவியல் சமன்பாட்டிலிருந்து மனித மாறியை முற்றிலுமாக நீக்குகிறீர்கள். பெரிய வில்லங்கள் போன்ற சிக்கலான வளைவுகளுக்கு, சிறப்பு வளைவு பிரஸ் பிரேக் கருவிகள் பயன்பாடுகள் அவசியமாக இருக்கலாம், பாரம்பரிய பிரேக்குகளிலும் கூட.
கட்டுப்பாடு சரிபார்ப்பு: உங்கள் தற்போதைய செயல்முறை நேர்மறை மற்றும் எதிர்மறை வளைவுக்கு இடையே ஒரு பாகத்தைத் திருப்புவதற்கு இரண்டு இயக்குனர்களைத் தேவைப்படுத்துகிறதா, அப்படியானால் நீங்கள் உலோகத் தயாரிப்பிற்காகச் செலவிடுகிறீர்களா — அல்லது ஒத்திசைவான எடைத்தூக்கலுக்கா?
| பகுதி | உள்ளடக்கம் |
|---|---|
| தலைப்பு | நேர்மறை மற்றும் எதிர்மறை வளைப்புகள்: ஃபிளாஞ்சை கையாள்வது தாளை திருப்புவதை விட ஏன் சிறந்தது |
| நிகழ்வு | ஒரு Z-வளைவு அல்லது ஒப்பிய விலகல் வடிவத்தில், பிரஸ் பிரேக்கில், நேர்மறை வளைவைத் தொடர்ந்து எதிர்மறை வளைவு உருவாக்குவது தாளை அகற்றவும், திருப்பவும், மீண்டும் பின்புற மிதவையில் சீர்படுத்தவும், மறுமுறை சுழற்றவும் தேவைப்படுகிறது. பெரிய பாகங்கள் (உதா., 6 அடி பேனல்கள்) இரண்டு இயக்குனர்களையும் கணிசமான தரைப்பரப்பையும் தேவைப்படுத்துகின்றன. ஒவ்வொரு பின்புற மிதவைத் தாண்டலிலும் உங்கள் அசல் சீரமைப்புப் புள்ளி (“கருவி வரிவிதி”) இழக்கப்படுகிறது. |
| பேனல் பெண்டர் நன்மை | பேனல் பெண்டர்கள் தாளை ஒரு நியந்திரிக்கையிலே தட்டையாகப் பிடித்திருக்கும். மேல் மற்றும் கீழ் வளைப்புப் பிளேடுகள் பங்கு மாறிக்கொள்கின்றன: நேர்மறை வளைவிற்கு கீழ் பிளேடு மேலே நகர்கிறது, எதிர்மறை வளைவிற்கு மேல்பிளேடு கீழே நகர்கிறது. தாள் அதே இடத்தில் நிலைத்திருக்கிறது, மேலும் அதன் மைய கோட்டுச் சீரமைப்பைத் தக்கவைக்கிறது. |
| துல்லிய நன்மைகள் | நவீன பேனல் பெண்டர்கள் ±0.008 இன்ச் வளைவு-வளைவு துல்லியத்தையும் ±0.004 இன்ச் மீண்டும் செய்யக்கூடிய திறனையும் அடைகின்றன. அவை பொருளின் தடிமனையும் வடிவமாற்றத்தையும் நேரடியாக அளக்கின்றன மற்றும் மாறுபாடுகளை தானாகச் சமன்செய்து, சிம்கள் மற்றும் சோதனை வளைவுகளின் தேவையை நீக்குகின்றன. |
| முக்கிய புரிதல் | தாளைத் திருப்புவதற்குப் பதிலாக ஃபிளாஞ்சை கையாள்வது கணிதவியல் சமன்பாட்டிலிருந்து மனித மாறிகளை நீக்கி துல்லியத்தை அதிகரிக்கிறது. |
| கட்டுப்பாடு சரிபார்ப்பு | ஒரு வளைவிலிருந்து இன்னொரு வளைவுக்குத் திருப்புவதற்கே இரண்டு இயக்குனர்கள் தேவைப்படுகிறார்களா, அப்படியானால் நீங்கள் உலோகத் தயாரிப்பிற்கு பணம் செலுத்துகிறீர்களா — அல்லது ஒத்திசைவான எடைத்தூக்கலுக்கா? |
குறைந்த பட்ஜெட்டில் தானியக்க இடைவெளியை மூட முயறும் ஒரு பணிமனையில் நுழைந்தால், நீங்கள் அடிக்கடி அரை தானியக்க CNC மடிப்புக் கருவியை காணலாம். விற்பனை விளக்கம் பிரமாதமாக இருக்கிறது: நீங்கள் ஒரு பேனல் பெண்டரின் மடிப்பு-பீம் இயக்கவியலைப் பெறலாம், ஆனால் ஏழு இலக்க முதலீடு இல்லாமல். இயக்குனர் தாளை எடுத்துச் சாப்பிடுகிறார், பீம் ஃபிளாஞ்சை உருவாக்குகிறது, மேலும் இயந்திரம் தானாகவே வளைவு கோணத்தை சரிசெய்கிறது.
ஆனால் மனித உழைப்பு இன்னும் செயல்முறையை இயக்கினால், கோட்பாட்டுக் கொள்ளளவு மிகக் குறைவான அர்த்தமே அளிக்கும். அரை தானியக்க மடிப்புக் கருவிகள் ஒவ்வொரு புதிய பக்கத்திற்கும் இயக்குனரால் பாகத்தை கையால் சுழற்றப்பட வேண்டி இருக்கும். நீங்கள் மடிப்புத் தலையின் இயக்கவியலைப் பெறுகிறீர்கள், ஆனால் பிரஸ் பிரேக்கை மந்தமாக்கும் அதே கையாளும் சுமையையும் தக்கவைக்கிறீர்கள்.
இன்னும் மோசமாக, கோப்புறைகள் பொதுவாக ஒரு பிரஸ் பிரேக்கின் டன்னேஜ் மற்றும் உண்மையான பேனல் பெண்டரின் மைய கிளாம்பிங் வேகத்தைக் குறைவாக வைத்திருக்கின்றன. இதன் விளைவாக கனமான அளவிலான பொருளுடன் போராடும் இயந்திரம், இன்னும் அதிக கலவை பேனல்களை கையால் இயக்க ஒரு ஆபரேட்டரின் மீது சார்ந்துள்ளது. நடுவில் நிற்காமல், நீங்கள் பெரும்பாலும் இரண்டின் வரம்புகளையும் பெற்றுக் கொள்கிறீர்கள்: கோப்புறையில் இருந்து கட்டுப்படுத்தப்பட்ட தடிமன் திறன் மற்றும் பிரேக்கின் கையேடு கையாளும் சுமை. உண்மையான உயர் கலவையான உற்பத்தியில் — சிக்கலான வடிவவியல்கள் இராகத்தை அமைக்கும் இடத்தில் — பகுதி தானியக்கம் குறுக்குவழியின் சில பகுதியை மட்டுமே நீக்குகிறது.
ஒரு ஆபரேட்டர் வழக்கமான பிரஸ் பிரேக்கில் இருந்து 90-டிகிரி பிளாஞ்சிலிருந்து டியர்டிராப் ஹெமுக்கு மாறுவதைப் பாருங்கள். அவர்கள் பஞ்சை அணைப்பு நீக்கி, கருவி வண்டியை உருட்டி, ஒரு பிளாட்டனிங் டையை நிறுவி, அதைச் சீரமைத்து, நசுக்கலை சரிபார்க்க ஒரு தள்ளுபடி துண்டை இயக்க வேண்டும். இது தூய அமைப்பு நிறுத்த நேரத்தின் 15 நிமிடங்கள். ஒரு முறை மாறுதலை ஒரு பணிமுறையில் நான்கு முறை மீண்டும் செய்யுங்கள், நீங்கள் உற்பத்தி சார்ந்த ஸ்பிண்டில் நேரத்தின் ஒரு மணிநேரத்தை கருவி வரிக்கு தியாகம் செய்துவிட்டீர்கள்.
உயர் கலவை தாள் உலோகத்தில் கடினமான உண்மை இது: உங்கள் நிகர விகிதம் ஒரு இயந்திரம் எவ்வளவு வேகமாக வளைக்க முடியும் என்பதைக் குறிக்கவில்லை — அது எவ்வளவு வேகமாக திசைமாற்றம் செய்ய முடியும் என்பதைக் குறிக்கிறது. தானியக்க பேனல் பெண்டர்கள் இதை பல கருவி இயக்கவியலால் தீர்க்கின்றன. கனமான கருவி கட்டங்களை கையால் மாற்றுவதற்குப் பதிலாக, ஒரு CNC பேனல் பெண்டர் உட்பொதிக்கப்பட்ட கருவி மாற்றி அல்லது ஒரு பொதுவான வளைவு பிளேட் அமைப்பைப் பயன்படுத்துகிறது, இது நேரடியாக தன்னை மீளமைக்கிறது. அடுத்த ப்ரொஃபைலுக்கு ஒரு ஆஃப்செட் வளைவும் அதைத் தொடர்ந்து ஒரு பெரிய ஆரமும் தேவைப்பட்டால், மேலென்று கீழென்று பிளேட்கள் தங்களது மைய புள்ளிகளையும் ஸ்ட்ரோக் ஆழங்களையும் மில்லி வினாடிகளில் சரிசெய்கின்றன. தாள் இடத்தில் கிளாம்ப் செய்யப்படுகிறது. கருவிகள் அதற்குச் சுற்றிலும் தற்கயாபனம் செய்கின்றன. ஹெம், ஆரம் மற்றும் ஆஃப்செட் வளைவுகள் ஒற்றை அமைப்பில் முடிக்கப்படுகின்றன — கையேடு தலையீடு தேவையில்லை. பாரம்பரிய பிரஸ் பிரேக்குகளுக்கு, சிக்கலான ப்ரொஃபைல்களுக்கான இதே போன்ற பல்திறனைக் கிடைக்கச் செய்வது பொதுவாக முதலீட்டை தேவைப்படுத்துகிறது சிறப்பு பிரஸ் பிரேக் கருவிகள்.
கணக்கிடும் நிறுவனங்கள் பல அச்ச CNC செயல்பாடுகளை பகுப்பாய்வு செய்யும்போது, அவை பெரும்பாலும் ஒரு கடுமையான உண்மையை வெளிப்படுத்துகின்றன: சிக்கலான வடிவவியல்களில் தண்டுகளை இறுக்குவது ஒரு பகுதியின் செலவை எளிதில் இரட்டிப்பாக்கும். கையேடு அமைப்புடன் ±0.005-இன்ச் தாங்குதலை ஒரு சேர்க்கை பிளாஞ்சில் பிடிக்க முயற்சிப்பது, சோதனை வளைவுகள், கழிவு, மற்றும் முடிவில்லாத சிம்மிங் என்பவற்றை அர்த்தப்படுத்தும். இயந்திரத்தின் புள்ளிவிவர தாள்களை — டன்னேஜ் வரம்புகள், ஸ்ட்ரோக் வேகங்கள் — ஆய்வு செய்யவும், வன்பொருள் உச்சத்தை வரையறுக்கிறது என்று நினைக்கவும் ஆர்வமாக இருக்கும். ஆனால் இயக்குனர் சோர்வடைந்திருந்தால் அல்லது பொருளின் ஸ்பிரிங்பேக்கை உணர்ச்சியின் மூலம் கணக்கிட வேண்டியிருந்தால், கோட்பாட்டு திறன் பொருத்தமற்றதாகிவிடுகிறது.
சிக்கலான பிளாஞ்சுகள் மென்பொருள் இயங்கும் துல்லியத்துடன் இணைந்தால், கவனம் மூல வலிமையிலிருந்து கணிப்பீட்டு கட்டுப்பாட்டிற்கு மாறுகிறது. நவீன பேனல் பெண்டர்கள் இறுதி வளையைச் செயற்படுத்தும் முன், இடத்தில் கிளாம்ப் செய்யப்பட்ட குறிப்பிட்ட 16-அளவீட்டு தாளின் இழுவிசை வலிமையும் தடிமன் மாறுபாடுகளையும் அளவிடுகின்றன. மென்பொருள் துல்லியமான ஓவர்பென்டை கணக்கிட்டு, இயந்திரத்தின் இயக்கவியலை நேரடியாக சரிசெய்கிறது.
அதன்படி, ஒற்றை அமைப்பு தானியக்கம் தன் தனிப்பட்ட அபாயத்தையும் அறிமுகப்படுத்துகிறது. மென்பொருள் துல்லியம் முறையாக அமைக்கப்பட்ட போஸ்ட்-ப்ராசஸ்ஸரின் மீது முழுமையாக சார்ந்துள்ளது. CAM அமைப்பின் இயக்கவியல் மாடல் இயந்திரத்தின் உடல்நிலை கட்டுப்பாடுகளுடன் — உதாரணம்: அச்சு பயணம் வரம்புகள் அல்லது சுழற்சி திசைகள் — பொருந்தவில்லை என்றால், முடிவு தவறில்லாத பிளாஞ்சாக இருக்காது. இது ஓட்டை, வீணான சுற்று நேரம் அல்லது பல அச்சு மோதல். ஒற்றை அமைப்பு தானியக்கம், தள்ளுவுக்கழிவையும் அதே திறமையாக பெருக்குகிறது. ஆனால் போஸ்ட்-ப்ராசஸ்ஸர் முறையாக சரிசெய்யப்பட்டிருந்தால், இயந்திரம் பொருள் மாறுபாட்டிற்கு தானாகவே ஈடு செய்கிறது, இது இல்லையென்றால் மிகுந்த திறமை கொண்ட ஆபரேட்டரிடமிருந்து இடையறாத மைக்ரோமீட்டர் சரிபார்ப்பை எதிர்பார்க்கும்.
ஒரு வழக்கமான பிரஸ் பிரேக்கை தானியக்க பேனல் பெண்டரின் பக்கத்தில் வைத்து, 5,000 ஒரே மாதிரியான மின்கட்டைகளைக் இயக்குங்கள். ஒரு சரியான அமைப்புடன் மற்றும் நிலையான ஆபரேட்டருடன், பிரஸ் பிரேக் துடிப்பு-பேரணியில் கூட வெல்லலாம். தாளில், இது உச்ச திறனாகத் தோன்றுகிறது. ஆனால் அட்டவணை ஐந்து கட்டைகளுக்கும், பின்னர் பன்னிரண்டு HVAC பட்டைகளுக்கும், பின்னர் மூன்று தனிப்பயன் ஸ்டெயின்லெஸ் பாசியாவிற்கும் மாறும்போது என்ன நிகழ்கிறது? பிரஸ் பிரேக் பூஜ்ய துடிப்புகளுக்கு மாறுகிறது, அதே நேரத்தில் ஆபரேட்டர் மூன்று தனித்தனி கருவி மாற்றங்களைப் போராடுகிறார்.
உயர் கலவை, குறைந்த அளவு உற்பத்தியில், மூல வெளியீடு ஒரு அகம்பாவம் அளவீடு. பல்திறன்மையே உண்மையில் லாபத்தை இயக்குகிறது. ஒரு CNC பேனல் பெண்டர் கருவி வரியை உள்நோக்கிக் கையாள்கிறது. அதன் பல கருவி இயக்கவியல் ஆனது கூர்மையான 90-டிகிரி கருவியிலிருந்து ஒரு பெரிய ஆர ப்ரொஃபைலுக்கு ஒரே தருணத்தில் மாற முடியும், அதே நேரத்தில் மேனிப்புலேட்டர் பகுதியைச் சுழற்றுகிறது—அமைப்பு நேரத்தைச் சுழிய அளவில் குறைத்து விடுகிறது. நீங்கள் இனிமேல் மாற்றங்களை நியாயப்படுத்துவதற்காகவே பணிகளை ஒருங்கிணைப்பதற்குத் திணிக்கப்படவில்லை; நீங்கள் நேரடியாக அசெம்பிளி துறை தேவைப்படுகின்ற வரிசையில் பாகங்களை இயக்க முடியும். இதன் விளைவாக, குறைந்த வேலை-இயக்க இருப்பு மற்றும் உயர்நிலை கலவையான சரிப்பு ஒருங்கிணைப்பிலிருந்து போட்டித் திறனாக மாறுகிறது.
கட்டுப்பாடு சரிபார்ப்பு: உங்கள் கடையின் திறனை இயந்திர சுற்று வேகத்தின் அடிப்படையில் அளக்கிறீர்களா — அல்லது மாறுபட்ட, முடிக்கப்பட்ட பாகங்கள் எண்ணிக்கையை, அவை மாற்றுப்பணி முடிவில் கப்பல் துறைக்கு அனுப்பப்படுகிறதா என்று?
ஒரு கடைக்கு செல்க, அது ஒரு பணிமுறையில் நான்கு கையேடு பிரஸ் பிரேக் மாற்றங்களைப் பயன்படுத்தி 16-அளவீட்டு 304 ஸ்டெயின்லெஸ் செயலாக்கம் செய்கிறது. ஆபரேட்டர் ஒவ்வொரு அமைப்பின் முதல் இரண்டு தாள்களையும் ஸ்பிரிங்பேக்கை நயமாக்குவதற்காகவே குப்பையில் போடுவதைப் பாருங்கள். ஒரு தாளுக்கு $45, மேலும் ஒவ்வொரு மாற்றத்துக்கும் 20 நிமிட அமைப்பு நேரம், அந்த செயற்பாடு ஒரு நாளில் $500 ஐ அமைதியாக இழக்கிறது, ஒற்றை பொருத்தமான பகுதி கப்பல் பல்லெட்டுக்கு சென்றடைவதற்கு முன். இது தூய வடிவிலுள்ள கருவி வரி — ஒவ்வொரு உயர் கலவையான தொகுப்பிலும் பயன்படுத்தப்படும் ஒரு கூட்டு தண்டம், இயந்திரங்கள் பிஸியாக தோன்றும் போது நிகர விகிதத்தை மெதுவாக கசக்குகிறது. தானியக்க விகிதம் அரிதாக ஒரு மில்லியன் ஒரே மாதிரியான பாகங்களை உற்பத்தி செய்வது பற்றியது. இது இந்த தினசரி வடிகால் ஒரு மாதாந்திர உபகரண கட்டணத்தின் செலவை மீறுகிறது என்பதைத் துல்லியமாக உணர்வது பற்றியது.
20 வருட அனுபவமுள்ள நிபுணர் தனது காலணிகளின் ஊடாக 5052 அலுமினியத்தின் விளை பரப்பைக் உணர முடியும், மற்றும் கையேடு பேக்கேஜை உடனடி உணர்வின் அடிப்படையில் மாற்றலாம். ஆனால் அந்த நிபுணர் கடந்த வருடம் ஓய்வு பெற்றார், புதிய பணியாளர் 40 பவுண்டு தாளை இயக்குவதில் சிரமப்படுகிறார், அதே நேரத்தில் ஒரு கோலம் அளவுகோலை தலைகீழாகப் பார்த்து கணக்கிடுகிறார். சிரமமான உண்மை இது: கையேடு கட்டுப்பாடு சிறந்த நபர் இயக்கும் பொழுதே செலவு குறைவாக இருக்கும். திறமைமிக்க தொழிலாளர்கள் குறைவாக இருக்கும்போது, ஆபரேட்டரின் சார்பு உங்களது உற்பத்தி அட்டவணையில் விலை உயர்ந்த மாறுபாட்டை ஊற்றுகிறது. அனுபவமற்ற ஆபரேட்டர் மெதுவாகவே வேலை செய்கிறார் என்றில்லை — அவர்கள் இரண்டாவது யோசனை செய்து, அதிகமாக வளைத்து, முழு தொகுப்பையும் மீள்பணி தாமதங்களால் நெருக்குகின்றனர்.
நாம் இயந்திர புள்ளிவிவர தாள்களை — டன்னேஜ் வரம்புகள், ஸ்ட்ரோக் வேகங்கள் — ஆய்வு செய்து, உபகரணங்கள் நமது உச்சத்தை வரையறுக்கின்றன என்று நினைக்கிறோம். ஆனால் இயந்திரத்தை ஏற்றும் மனித தசைகள் சோர்வடைந்திருந்தால், கோட்பாட்டு திறன் அர்த்தமற்றது.
தானியக்க CNC பேனல் பெண்டர்கள் இந்த சார்பை நேரடியாக எதிர்கொள்கின்றன. பொருள் கையாளுதல் மற்றும் கருவி நிலை அமைப்பை செர்வோ இயக்கப்படும் மேனிப்புலேட்டர்களுக்கு மாற்றுவதன் மூலம், மற்றும் அவற்றை உணர்ச்சிபூர்வமான CNC கட்டுப்பாடுகளுடன் இணைப்பதன் மூலம், அவர்கள் ஆபரேட்டர் சார்ப்பை 40 சதவீதம் வரை குறைக்க முடியும். இயந்திரம் தாளை அளந்து, வளைவு இழப்பை கணக்கிட்டு, வரிசையை துல்லியமாக செயற்படுத்துகிறது. திறமைமிக்க சம்பளங்களை செலுத்தி திறமையற்ற கழிவை உற்பத்தி செய்யும் தருணத்திலேயே கையேடு கட்டுப்பாட்டிற்கான நிதி காரணம் சிதைந்து விடுகிறது. 3:00 மணிக்கு ஆபரேட்டரின் ஆற்றல் நிலை மாறுவதால் ஒரு பகுதி ஒன்றுக்கு உண்மையான செலவு மாறுகிறது என்றால், கையேடு செயல்முறையை ஏன் தொடர்ந்து நிதியூட்ட வேண்டும்?
நீங்கள் 150 சிக்கலான மின்சார எண்குளோஷர்களை ஆர்டர் செய்திருக்கிறீர்கள் என்று கற்பனை செய்யுங்கள். சாதாரண அறிவு CNC அதிகளவு உற்பத்தியில் மட்டுமே பொருளாதாரமாக இருக்கும், குறுகிய ஓட்டங்களில் கைமுறையான பிரஸ் பிரேக்குகள் வெற்றி பெறும் எனக் கூறுகிறது. ஆனால், அதிக கலவையுள்ள ஷீட் மெட்டல் சூழலில் அந்த தர்க்கம் முறிந்து விடுகிறது. கைமுறையான பிரேக்கில், ±0.005-அங்குல சகிப்புத்தன்மையை ஒரு கலவை பிளாஞ்சில் வைத்திருக்க சோதனை வளைவுகள் தேவைப்படுகின்றன. 150 துண்டுகள் வேலைக்கு அமைப்பின் போது மூன்று துண்டுகளை கழித்துவிட்டால், நீங்கள் ஏற்கனவே உங்கள் பொருள் பட்ஜெட்டின் 2 சதவீதத்தை எரித்துவிட்டீர்கள். ஒரே வாரத்தில் பத்து வேறு பாகக் குடும்பங்களில் இதைப் பெருக்கினால், இழப்புகள் விரைவாக அதிகரிக்கின்றன.
ஒரு தானியங்கி பேனல் பெண்டர் பெரிய முன்கூட்டிய செலவுடன் வருகிறது—ஒரு உயர்தர பிரஸ் பிரேக்கின் விலையின் இரட்டிப்பாக இருக்கலாம். ஆனால், அதன் பொது வளைப்பு கத்தி மற்றும் நேரடி தடிமன் ஈடு சோதனை வளைவுகளின் தேவையை முற்றிலும் நீக்குகிறது. இயந்திரத்தில் இருந்து வரும் முதல் துண்டே உற்பத்தி தயாராக இருக்கும். உயர்மதிப்புள்ள பொருட்களில் தொடர்ச்சியான 3 சதவீத கழிவைக் கொண்ட $400,000 மூலதன முதலீட்டை ஒப்பிடும்போது—சகிப்புத்தன்மையை சரிசெய்வதில் செலவிடப்படும் மீட்க முடியாத அமைப்புக் காலத்துடனும்—பணத்தை மீட்டெடுக்கும் சாளரம் பல தசாப்தங்களில் இருந்து சில ஆண்டுகளுக்கு குறைகிறது. நீங்கள் வேகமாக வளைப்பதில் முதலீடு செய்யவில்லை; அமைப்பு கழிவை நிரந்தரமாக அகற்றுவதில் முதலீடு செய்கிறீர்கள். கடை தளத்தில் இன்னும் எங்கு நீங்கள் ஒரு "பூஜ்யக்கழிவு உத்தரவாதத்தை" பயனுள்ள முறையில் வாங்க முடியும்?
ஒரு தானியங்கி வளைப்பு செல்லுக்கான கொள்முதல் ஆணை உடனடி மூலதன அதிர்ச்சியை உருவாக்கும். நடைமுறைப்படுத்துதல் பழைய CAM அமைப்புகளை மேம்படுத்துவது, நிரலாக்குநர்களை மறுபயிற்சி செய்வது, மற்றும் திடப்பொருள் கருவிகளில் மென்பொருள் சார்ந்த துல்லியத்திற்கு விட அதிக நம்பிக்கையுள்ள இயக்குநர்களின் ஆரம்ப எதிர்ப்பை சமாளிப்பதை தவிர்க்க முடியாது. இந்த இடைநிலைச் சிரமம் ஆரம்ப வருமானத்தை தாமதப்படுத்தி, முதல் இரண்டு காலாண்டுகளுடைய அமலாக்கத்தில் விலைப்பின்னட்டை நிறுவனத்தின் கழுத்தில் ஒரு பாரம் போல உணரச் செய்கிறது.
உண்மையான முதலீட்டின் திரும்புதல், இருப்பினும், ஒப்பந்த நிலைத்தன்மையில் தான் வெளிப்படுகிறது. கருவி வரி மறைந்தவுடன், உற்பத்தி கணித ரீதியாக கணிக்கத்தக்கதாக மாறுகிறது. அமைப்புக் காலம் நீக்கப்பட்டதால் மற்றும் கழிவுகள் இல்லாததால், 50 தனிப்பயன் பாச்சியாஸ் பச்சியின் தேவைக்கான நேரம் எவ்வளவு என்பது உங்களுக்கு துல்லியமாக தெரியும். அந்த நிலை நிச்சயமற்ற OEM ஒப்பந்தங்களுக்கு போட்டியிட உங்களை வலுப்படுத்துகிறது, கைமுறை செயல்பாடுகள் மிகுந்த WIP கையிருப்புகளை பராமரிக்காமல் அதை உறுதிப்படுத்த போராடுகின்றன. தானியக்கம், அதிக கலவை மாறுபாட்டை உறிஞ்சி, அட்டவணை குழப்பத்தை நம்பகமான வருமானமாக மாற்றுகிறது.
கட்டுப்பாடு சரிபார்ப்பு: உங்கள் செயல்பாடு ஒரு சுழலில் நான்கு மாறுதல்களுக்கு மேல் சராசரியாகவும், கழிவு வீதம் 3 சதவீதத்தை மீறினாலும், ஒரு தானியங்கி பேனல் பெண்டர் உண்மையில் ஒரு செலவான விருப்பமா—அல்லது திறமையான தொழிலாளர் பற்றாக்குறை காலத்தில் நிகரத்தை பாதுகாக்கும் ஒரே செயல்முறைமா? உங்கள் குறிப்பிட்ட செயல்பாட்டுக்கு விரிவான பகுப்பாய்விற்காக, இதை செய்வது புத்திசாலி எங்களை தொடர்பு கொள்ளுங்கள் ஒரு ஆலோசனைக்காக தொடர்பு கொள்ளுங்கள்.
ஒரு தூய்மையான, காலநிலை கட்டுப்படுத்தப்பட்ட CNC பேனல் பெண்டரை எடுத்துக் கொண்டு அதை களிமண் நிறைந்த வணிக கட்டுமான தளத்தின் நடுவில் வைப்பதைச் சித்திரிக்கவும். ஒரு பளபளக்கும் கான்கிரீட் தரையில், தூய 16-கேஜ் தாள்களால் சூழப்பட்டு, அது உச்ச செயல்திறனைக் காட்டுகிறது. ஆனால், உண்மையான உலகில்—ஒரு ஊற்றப்பட்ட கான்கிரீட் தாங்கும் சுவருக்கு பூரணமாகப் பொருந்த வேண்டிய 1/2-அங்குல கட்டிடத் தட்டைக் குவியலைச் சந்திக்கும் போது—அந்த அரைமில்லியன் டாலர் காட்சிமாடல் விரைவாக ஒரு மிகவும் விலையுயர்ந்த காகித அழுத்தியாக மாறுகிறது. தானியக்கம் கட்டுப்படுத்தப்பட்ட நிலைகளில் வெற்றி பெறுகிறது. வெளியில் அவற்றைக் வழங்குவது அரிது. பூஜ்ய-அமைப்பு வளைப்பின் ROI-ஐ கணக்கிடுவதில் நாம் அதிக நேரம் செலவிடுகிறோம், ஆனால் இயந்திரத்தின் உடல் வரம்புகளைப் கவனிக்க மறக்கிறோம். ஒரு கட்டத்தில் கருவி செலவுகள் தொடர்பற்றதாகிவிடும்—ஏனெனில், தானியங்கி அமைப்பு முற்றிலும் பணியைச் செய்ய முடியாது.
நாம் விவரக் கட்டுரைகளை—டன்னேஜ் மதிப்பீடுகள், ஸ்ட்ரோக் வேகங்கள்—மிஷின் எல்லையை நிரூபிப்பது போல ஆய்வு செய்கிறோம். சில நேரங்களில், இருப்பினும், உண்மையான கட்டுப்பாடு பின்கோடாகும். கட்டிடக்கலை உற்பத்தி பெரும்பாலும் “தள சகிப்புத்தன்மைக்கே” ஊற்றப்பட்ட, வடிவமைக்கப்பட்ட அல்லது வெல்டிங் செய்யப்பட்ட கட்டமைப்புகளுக்கு உலோகம் பொருத்துவதை குறிக்கிறது—மறுபடி சொல்வதானால், எதுவும் முற்றிலும் சதுரமாக இருக்காது. கனரக கட்டமைப்பு பாச்சியாஸ் அல்லது தனிப்பயன் படிக்கட்டு ஸ்ட்ரிங்கர்களை வளைப்பதில், தளத்தில் அளவிடுதல், CAD கோப்புகளைப் புதுப்பித்தல், பெரிய CNC செல்லில் பாகத்தை இயக்குதல், அதை அனுப்புதல்—அது திரும்பியபோது கான்கிரீட் ஒரு எட்டில் அங்குலம் தாழ்ந்து விட்டது என்பதை கண்டுபிடித்தல் போன்ற சௌகரியம் உங்களுக்கு அரிதாக கிடைக்கும்.
தளம் நேரடி சரிசெய்தலைக் கோருகிறது. பாரம்பரிய ஹைட்ராலிக் பிரஸ் பிரேக்குகள் அல்லது கனரக இடம்பெயர்ச்சி பெண்டர்கள் வேலை தளத்தில் கொண்டு செல்லப்படலாம், டீசல் ஜெனரேட்டரில் இயங்கலாம், மற்றும் உண்மையான இடைவெளியை அளவிடும் (ஊகப்பட்ட CAD மாதிரியல்ல) ஒரு உற்பத்திப்பாளர் இயக்கலாம். நீங்கள் தொழிற்சாலை-மட்ட துல்லியத்தைக் புவியியல் உண்மைக்காக தியாகம் செய்கிறீர்கள். CNC பேனல் பெண்டர் உங்கள் கடைத்தளத்தில் நிலைத்திருக்கிறது, முற்றிலும் சரியான உள்ளீடுகளின் மீது சார்ந்தது தேறிய வெளிப்பாடுகளை வழங்க. வேலை தளம் தானே மாறி விட்டால், தொழிற்சாலை தானியக்கம் நேரடி வளைப்பதற்கான தீர்மானத்தை கொண்ட ஒரு டேப் அளவுகோலும், உறுதியான இடம்பெயர்ச்சி பிரேக்கும், திறமையான இயக்குநருக்கும் வழிவிடுகிறது.
சிரமமான உண்மை என்னவெனில், பேனல் பெண்டர்கள் ஷீட் மெட்டலுக்காகவே வடிவமைக்கப்பட்டவை—ஆர்மர் பிளேட்டுக்காக அல்ல. அவற்றின் இயந்திர நன்மை ஒரு மைய ஹோல்ட்அவுன் பீமின் சுற்றி சர்வோ-இயக்கப்பட்ட கூரைகள் பொருளை வளைப்பதில்தான் உள்ளது. 14-கேஜ் ஸ்டெயின்லெஸ் அலங்காரத்திலிருந்து 1/2-அங்குல A514 மிக உயர்திறன் கொண்ட எஃகு தட்டிற்குப் போனால், அடிப்படை இயற்பியல் முற்றிலும் மாறுகிறது.
இலகுவான மின்சார எண்குளோஷரை வளைப்பதற்கான அதே நுணுக்கமாக அமைக்கப்பட்ட மெக்கானிக்ஸைப் பயன்படுத்தி அரை-அங்குல எஃகு தட்டைக் வளைப்பதற்கான சாத்தியம் இல்லை.
கனரக தட்டு மிகப்பெரிய, மிகச் சுருக்கமான டன்னேஜையும், பொருளை அதின் தானியங்கி கட்டமைப்பை பாதிக்காமல் yielding செய்யும் வகையில் வடிவமைக்கப்பட்ட V-டைஸையும் கோரும். இந்தப் பகுதிக்கு ஒரு பேனல் பெண்டரை தள்ளினால், அதன் சொந்த உருவியல் ஒரு தடையாக மாறுகிறது. தானியங்கி கூரைகள் தட்டைக் சரியாக மாற்றும் வலிமையைக் கொண்டிருக்காது, அல்லது தேவையான கடுமையான சுமைகள் இயந்திரத்தின் சிக்கலான உள்முகங்களை சேதப்படுத்தும் அபாயத்தை உருவாக்கும். கனரக பிரஸ் பிரேக்குகள் இந்த துறையில் வெற்றி பெறுகின்றன, ஏனெனில் அவற்றின் செங்குத்தான ராம் வடிவமைப்பு அடிப்படையில் நேரடியானதும் மிகவும் பயனுள்ளதுமாகும். சிக்கலான folding arms இல்லை—சுருக்கமாக பல நூற்றுக் கணக்கான டன்னேஜ் ஹைட்ராலிக் சக்தியுடன் கடினமாக்கப்பட்ட எஃகு பஞ்ச் ஒரு கடினமாக்கப்பட்ட எஃகு டை-க்கு செலுத்தப்படுகிறது.
உங்களின் பாகங்கள் தொழில்நுட்ப ரீதியாக ஒரு தானியங்கி பெண்டரின் செயல்பாட்டு வரம்புகளுக்குள் இருந்தாலும், உங்கள் வசதி அதைப் போக்கி விடலாம். ஒருங்கிணைந்த பொருள் கையாளும் கோபுரங்களுடன் ஒரு முழுமையான தானியங்கி வளைப்புச் செல்ல ஒரு பெரிய இடத்தை பிடிக்கும். அது பெரும்பாலும் நிலைப்பதைத் தவிர்க்க வலுவூட்டப்பட்ட கான்கிரீட் அடித்தளங்களை, குறிப்பிடத்தக்க ஆம்பேர் திறன் கொண்ட, அர்ப்பணிக்கப்பட்ட 480V மூன்று-படிநிலை மின்சாரத்தை மற்றும் தூசி, கழிவு எனும் எச்சங்களில் இருந்து பாதுகாக்க ஒரு காலநிலை கட்டுப்படுத்தப்பட்ட சூழலை தேடுகிறது.
இதற்கு எதிராக, பாரம்பரிய பிரஸ் பிரேக்குகள் அவற்றின் சுற்றுப்புறங்களைச் சிறப்பாக சகிக்கின்றன. நீங்கள் ஒரு 150-டன் பிரேக்கை கடையின் ஒரு இருளான மூலையில் வைக்கலாம், நிலையான தொழிற்சாலை மின்சாரத்தை இணைக்கலாம், மற்றும் குறைந்த பராமரிப்புடன் கனரக தட்டினை நம்பகமாகப் பல தசாப்தங்களாக உருவாக்கும் என்று எதிர்பார்க்கலாம். உங்கள் வசதி இடக்குறையாக இருந்தால், உங்கள் மின்சார சேவை ஏற்கனவே முழு திறனில் இருந்தால், அல்லது உங்கள் மூலதனச் செலவுகள் கடுமையாகக் குறைந்திருந்தால், ஒரு CNCசெல்லின் கோட்பாட்டு உற்பத்தி தொடர்பற்றதாகிவிடும். உங்களிடம் இல்லாத இடம் மற்றும் மின்சாரம் மூலம் நீங்கள் செயல்திறனை வாங்க முடியாது.
கட்டுப்பாடு சரிபார்ப்பு: நீங்கள் மெலிந்த, அதிக கலவையுள்ள வடிவங்களை உருவாக்குகிறீர்களா, உங்கள் முழுமையான கடைமைப்பைப் புதுப்பிப்பதற்கான உண்மையான காரணமா—அல்லது ஒரு மென்மையான தானியங்கி அமைப்புடன் ஒரு கனரக கட்டிட தட்டு சவாலைத் தீர்க்க முயற்சிக்கிறீர்களா?
கடுமையான நிஜம் இதுதான்: உபகரணக் கையேடுகள் உங்களுக்கு உச்சமான கோட்பாடுசார் திறனை விற்பனை செய்வதற்காக வடிவமைக்கப்பட்டுள்ளன, ஆனால் உங்கள் ஆலை தரையில் குறைந்தபட்ச நிஜத்தன்மையுள்ள உற்பத்தி திறன் மட்டுமே உயிர்வாழ்வையும் வெற்றியையும் தீர்மானிக்கிறது. இயந்திரமே அடைப்பு என்று கருதி, திறன் வரம்புகள் மற்றும் அடிக்கும் வேகங்களைக் கணக்கிடுவதற்காக விவரக்குறிப்புகள் தாளை ஆர்வத்துடன் ஆராய்வது கவர்ச்சியாக இருக்கும். ஆனால் ஒரு இயந்திரம் என்பது வெறும் கருவி மட்டுமே. உண்மையான தடையாக இருப்பது உங்கள் தனிப்பட்ட பொருட்களின் கலவையும், பாகங்களின் வடிவவியலும், பணியாளர்களும் ஆகும்.
முழுமையாக தானியங்கி பலகை வளைப்பான் எந்தவிதமான கையால் கருவி மாற்றங்களும் இன்றி ஒரு நிமிடத்துக்கு 17 மடங்குகள் வழங்கி, உச்சமான லாப உயர்த்தி என்று தன்னை முன்னிலைப்படுத்தலாம். ஆனால் அதில் தவறான பாகங்களை ஊட்டினால், நீங்கள் மிகச் சிறந்த திறனுடைய கழிவுப் பொருள் உற்பத்தி கருவியில் முதலீடு செய்துள்ளீர்கள் என்பதைத்தவிர வேறில்லை. அரை மில்லியன் டாலர் செலவான அடைப்பை நிறுவாமல் கருவி செலவை நீக்க வேண்டுமெனில், ஒரு இயந்திரம் தனிமையாக என்ன செய்ய முடியும் என்று கேட்பதைக் கைவிடுங்கள். இன்று உங்கள் தரையில் உங்களின் லாபத்தை உண்மையில் எது சிதைக்கிறது என்று கேளுங்கள்.
தானியக்கம் ஒரு உறுதியான உச்சவரம்பைக் கொண்டுள்ளது—அது பெரும்பாலும் ஆயிரத்தில் ஒரு இன்ச் அளவில் அளவிடப்படுகிறது.
பலகை வளைப்பான்கள் 14-கேஜ் அலுமினியம் அல்லது ஸ்டெயின்லெஸ் ஸ்டீலை 10 அடி நீளமுள்ள சிக்கலான பாகங்களாக மடக்கும்போது சிறப்பாக செயல்படுகின்றன. ஆனால் உங்கள் முக்கியப் பணிகள் 10-கேஜ் அல்லது 1/4-இன்ச் தகடு நோக்கி நகர்ந்தால், CNC மடக்கியின் நுண்ணிய, சர்வோ-இயக்கப்படும் பலேட்கள் அந்தப் பொருளை நகர்த்தாது. உங்கள் பொருள் தடிமன் வரம்பை வரைபடம் இடுவதிலிருந்தே தொடங்குங்கள். இயற்பியல் விதிகள் மட்டும் பலகை வளைப்பான் ஒன்றைத் தேர்விலிருந்தே நீக்கி விடலாம், விலையை பார்க்கும் முன்பே.
அடுத்ததாக, உங்கள் பாகங்களின் வடிவவியலை ஆய்வு செய்யுங்கள். பாரம்பரிய பிரஸ் பிரேக்கின் பரந்த திறந்த உயரங்களுடன் ஒப்பிடும்போது, பலகை வளைப்பான்கள் குறைந்த ஆழத்தைக் கொண்டிருக்கும். நீங்கள் ஆழமான மின் உறைகள் அல்லது உயரமான விளிம்புகளை உருவாக்கினால், இயந்திரத்தின் உடல் அமைப்பே வளைவு தொடர்ச்சியில் பாகம் சுழல்வதைத் தடுக்கலாம்.
இயங்கும் மடக்கியில் கூட சாதாரண Z-வளைவுகள் கடுமையான கட்டுப்பாடுகளைக் கொண்டிருக்கின்றன. கருவி மோதல்களைத் தவிர்க்க, நீங்கள் பொதுவாக குறைந்தபட்ச மொத்த உயரம் குறைந்தது 2.5× பொருள் தடிமனும் விளிம்பு நீளம் 1.5× தடிமனுமாக வேண்டும். உங்கள் சராசரி தொகுதி ஆழமான பெட்டி வடிவவியலுடைய 15 மாறுபட்ட பாகங்களை உள்ளடக்கியிருந்தால், “பூஜ்ய அமைப்பு நேரம்” என்ற நன்மை மறைந்து விடும்—ஏனெனில் பாகம் இயந்திரத்தின் உள்ளே சுழல முடியாது.
தடைச் சரிபார்ப்பு: உங்கள் பாகங்கள் உண்மையில் பலகை வளைப்பானின் உள்ளே சுழலத் தகுந்த அளவு மெல்லியவையா, அல்லது ஆழமான, கனமான கேஜ் பெட்டிகளை மேற்பரப்பு வளைவு பணிக்காக வடிவமைக்கப்பட்ட இயந்திரத்தில் தள்ள முயற்சிக்கிறீர்களா?
இயற்பியல் பொருந்துகிறதா என்பதை உறுதிப்படுத்திய பின், செயல்பாட்டு இழுவை துல்லியமாகக் கண்டறிய வேண்டும். வளைப்பு பிரிவுக்குச் சென்று ஒரு மணி நேரம் இயக்குபவரை கவனியுங்கள். அனுபவமிக்க தயாரிப்பாளர் 20 பாகங்களுக்காக கடினமான மேடை கருவிகளை அகற்றி மறுபடியும் அமைக்க 40 நிமிடங்கள் செலவிடுகிறாரெனில், உங்கள் அடைப்பு அமைப்பு நேரமே. அதுவே உண்மையான கருவி வரி—மேலும் அது CNC பலகை வளைப்பான் தன்னுடைய மதிப்பை நிரூபிக்கும் பகுதி, ஏனெனில் அது வினாடிகளில் கருவிகளை மறுசீரமைக்கிறது.
ஆனால் அமைப்பு வேகமாக இருந்தாலும், தவறாக மடக்கப்பட்ட அல்லது தவறான வரிசையில் மடக்கப்பட்ட பாகங்களால் விழுந்துக் கொண்டிருக்கும் கழிவு பெட்டியை நீங்கள் இன்னும் காண்கிறீர்களானால்?
அப்பொழுது நீங்கள் திறன் பற்றாக்குறையையும், வடிவவியல் சிக்கல்களையும் எதிர்கொள்கிறீர்கள். ஒரு பிரஸ் பிரேக் முழுமையாக இயக்குபவரின் திசை உணர்வின் மீது நம்புகிறது—பிரிந்த தகடினை சரியாகத் திருப்பவும் சுழற்றவும். தானியக்க வளைப்பான் மனித கைகளைக் களையிடுகிறது—ஒருமுறை பாகத்தை நிலைநிறுத்தி ஒவ்வொரு நேர்மறை மற்றும் எதிர்மறை மடக்கையும் துல்லியமாக செய்கிறது. ஆனால் இயந்திரத்தின் கோட்பாடுசார் உற்பத்தி திறன் அதைப் பயன்படுத்தும் மக்கள் சோர்ந்திருந்தால் எதற்கும் பயன்படாது. உங்கள் மந்தம் கனமான, எளிய பாகங்களை ஒரு விகிதமான 90-டிகிரி V-டை வழியாக நகர்த்துவதிலிருந்து வந்தால், தானியக்கம் அதை சரிசெய்யாது. அப்போதெல்லாம் ஒரு ஜிப் கிரேன் மற்றும் புத்திசாலியான பொருள் கையாளல் அமைப்பு உதவும்.
தொழில்முறைகள் பணியின்மையால் அரிதாகத் தோல்வியடைகின்றன; அவர்கள் செரிக்க முடியாத பணியை ஏற்றுக்கொண்டதால்தான் தோல்வியடைகின்றனர். இன்று இருக்கும் குறிப்பிட்ட வலி நிலையைத் தீர்க்க ஒரு இயந்திரத்தை வாங்கும்போது, உங்கள் திறனை நிகழ்காலத்தில் பூட்டுகிறீர்கள். தற்போதைய உயர்மாறுபட்ட, 16-கேஜ் உற்பத்தி ஒரு பலகை வளைப்பானை நியாயப்படுத்தும் என்றால், முதலீடு நியாயமானது. ஆனால் மிகவும் புத்திசாலியான, நெகிழ்வான பலகை வளைப்பான்களுக்குப் போனாலும், அவை தங்களின் உடற்திறன் வரம்புகளுக்குள் மட்டுமே உயர் மாறுபாட்டை சமாளிக்க சிறந்தவை. அவர்கள் அடிப்படை டானேஜ் (அழுத்த திறன்) வரம்புகளை மீற முடியாது.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
