عرض 1–9 من 42 من النتائج
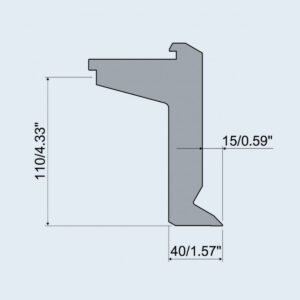
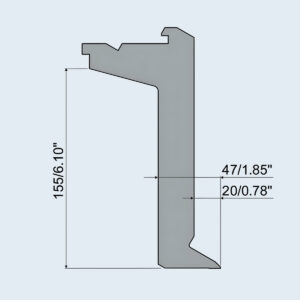
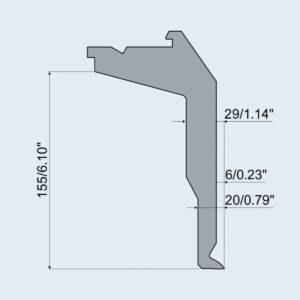
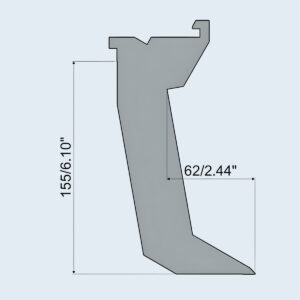
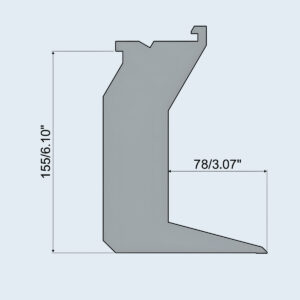
نوع R1، أدوات ثني الألواح
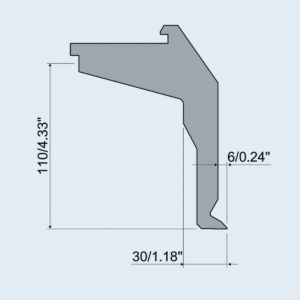
نوع R1، أدوات ثني الألواح
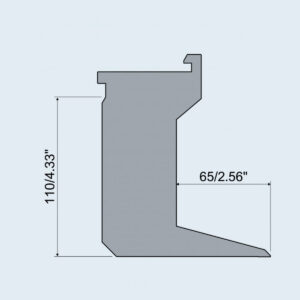
نوع R1، أدوات ثني الألواح
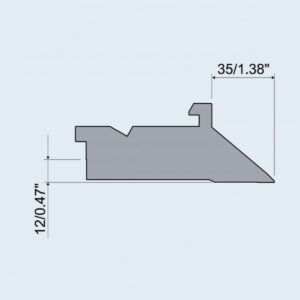
نوع R1، أدوات ثني الألواح
نوع R1، أدوات ثني الألواح
نوع R1، أدوات ثني الألواح
نوع R1، أدوات ثني الألواح
نوع R1، أدوات ثني الألواح
نوع R1، أدوات ثني الألواح
شاهد عاملًا خبِيرًا يُشكِّل غلافًا من الفولاذ المقاوم للصدأ بسمك 16 مقياسًا على مكبس تقليدي. يستغرق الثني الفعلي ربما اثنتي عشرة ثانية. ينخفض الكباس، ينحني المعدن، ويكتمل الجزء. يبدو الأمر وكأنه كفاءة قصوى.
لكن قف على أرضية الورشة ومعك ساعة توقيت واحسب الخمس والأربعين دقيقة التي سبقت ذلك الثني — البحث عن اللكمات المقطعية الصحيحة، التجارب الأولية للثني، التسوية، الألواح المهدورة — ستصبح اللاكفاءة حينها واضحة تمامًا.
تلك الدقائق الخمس والأربعون غير المرئية هي ضريبة مفروضة على كل دفعة إنتاج قصيرة تقوم بها. هذا هو السبب تحديدًا في شعور ورشتك بالانشغال المستمر بينما ترفض هوامشك النمو. للتحرر حقًا، فإن فهم وتحسين أدوات مكابح الضغط هو الخطوة الأولى الأساسية.
الواقع غير المريح هو هذا: لا تُقيَّد ورشتك بسرعة قدرة فريقك على ثني الحافة، بل تُقيَّد بكل ما يحدث بين عمليات الثني. زمن الإعداد اليدوي، والهدر، وإرهاق المشغّل يعملون كتراكم ضريبي. في كل مرة يلتقط أحدهم مفتاح ألن لضبط مؤخرة المكبس، تتحمل تكلفة. وفي كل مرة يتطلب مكوّن ثقيل عاملين لقلبه، تتكبد تكلفة أخرى. في النهاية، تصبح معدل الضريبة الفعلي غير قابل للاستدامة — ويصبح التشغيل اليدوي أدوات مكابح الضغط القياسية ببساطة غير منطقي من الناحية المالية.
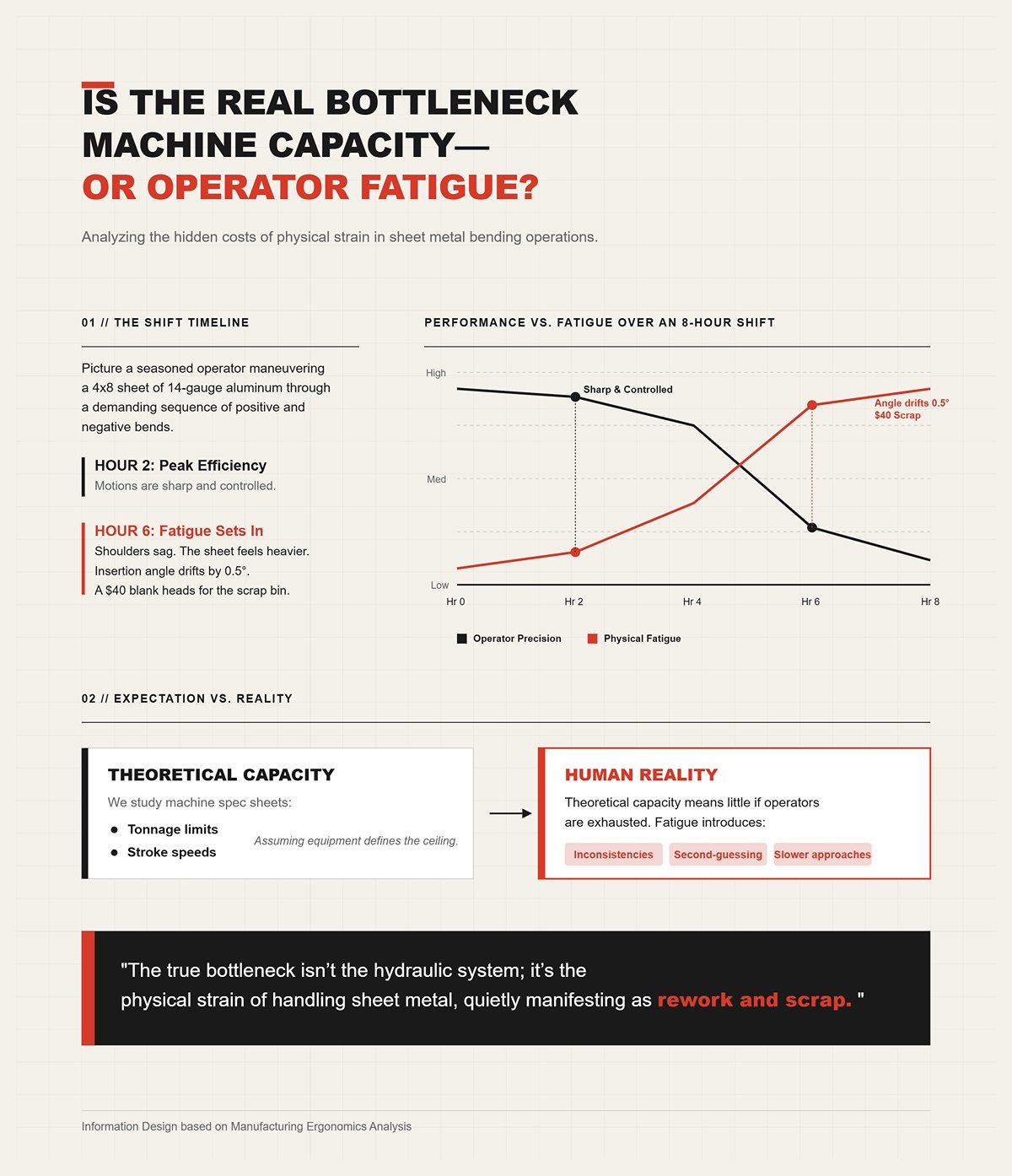
تخيل عاملًا مخضرمًا يناور صفيحة ألمنيوم 4×8 بسمك 14 مقياسًا عبر سلسلة صعبة من الثنيات الموجبة والسالبة. بعد ساعتين من بداية الوردة، تكون الحركات حادة ومضبوطة. بحلول الساعة السادسة، تنحني الأكتاف. تشعر الصفيحة بثقل أكبر. ينحرف زاوية الإدخال بمقدار نصف درجة، وفجأة يتجه لوح $40 إلى سلة الخردة.
نميل إلى دراسة أوراق مواصفات الماكينات — حدود القدرة، وسرعة الضربة — على افتراض أن المعدات هي التي تحدد السقف. لكن القدرة النظرية لا تعني شيئًا إذا كان المشغلون البشريون الذين يغذّون الماكينة منهكين. الإرهاق يُدخل تناقضات طفيفة. المشغّل المتعب يعيد التفكير في مؤخرة المكبس، يجري قطعة اختبار إضافية، أو يبطئ اقتراب الكباس. عنق الزجاجة الحقيقي ليس النظام الهيدروليكي؛ بل strain البدني الناتج عن التعامل مع الصفائح المعدنية، الذي يظهر بهدوء على شكل إعادة عمل وهدر.

فكر في جدول يوم ثلاثاء عالي التنوع نموذجي: خمسون قوسًا، اثنا عشر غلافًا كهربائيًا، وخمسة ألواح HVAC مخصصة. في إعداد تقليدي، يمكن أن يستغرق تبديل الأدوات المقطعية لتلك الثلاثة أعمال ساعة بسهولة. بمعدل ورشة قدره $120 في الساعة، هذا يعني $120 أنفق دون ثني قطعة معدنية واحدة.
هذه هي ضريبة الأدوات في أقسى صورها. في الإنتاج عالي الحجم، تُوزَّع ساعة إعداد على عشرة آلاف قطعة بالكاد تُلاحَظ. أما في العمل المتنوع قصير المدى، يمكن لتلك الساعة نفسها أن تمحو هامش الربح الكامل للعمل. العديد من أصحاب الورش يسمّون التبديلات “بسيطة” لأن تبديل لكمة ليس أمرًا صعبًا تقنيًا. لكن التكلفة الحقيقية تتجاوز تمامًا التبديل المادي. فهي تشمل ثنيات الاختبار، والضبط الدقيق، وتعطّل سير العمل. في كل دقيقة تجلس فيها الماكينة بلا عمل بينما يضبط المشغل القالب بمطرقة نحاسية، يتم تمويل اللاكفاءة بهدوء.
يمكن لمكبس هيدروليكي قياسي إتمام دورة الكباس في أقل من ثلاث ثوانٍ — بسرعة مذهلة. ومع ذلك، يكشف الفحص الدقيق لنوبة كاملة أن الماكينة تكون فعليًا في حالة ثني للمعدن أقل من 20% من الوقت. سرعة الثني لا تعني شيئًا إذا كانت الزاوية الناتجة غير دقيقة.
التكرارية هي المقياس الوحيد الذي يحمي الإنتاجية فعلاً. في التشغيل اليدوي للأدوات، تعتمد التكرارية تمامًا على قدرة المشغّل على وضع القطعة مقابل الإيقافات بشكل مطابق — مئات المرات على التوالي — رغم اختلافات ارتداد المادة. إذا استغرقت القطعة الأولى عشر ثوانٍ، ولكن التالية استغرقت خمس عشرة لأن المشغل توقف ليتحقق من الحافة، فإن زمن الدورة ليس عشر ثوانٍ، بل متغير — والتغير يقتل الكفاءة.
تحقق من القيد: إذا اتصل أكثر مشغّليك خبرة ليبلغ أنه مريض غدًا، هل سينخفض إنتاجك بنسبة 50%، أم ستظل العملية على المسار الصحيح؟
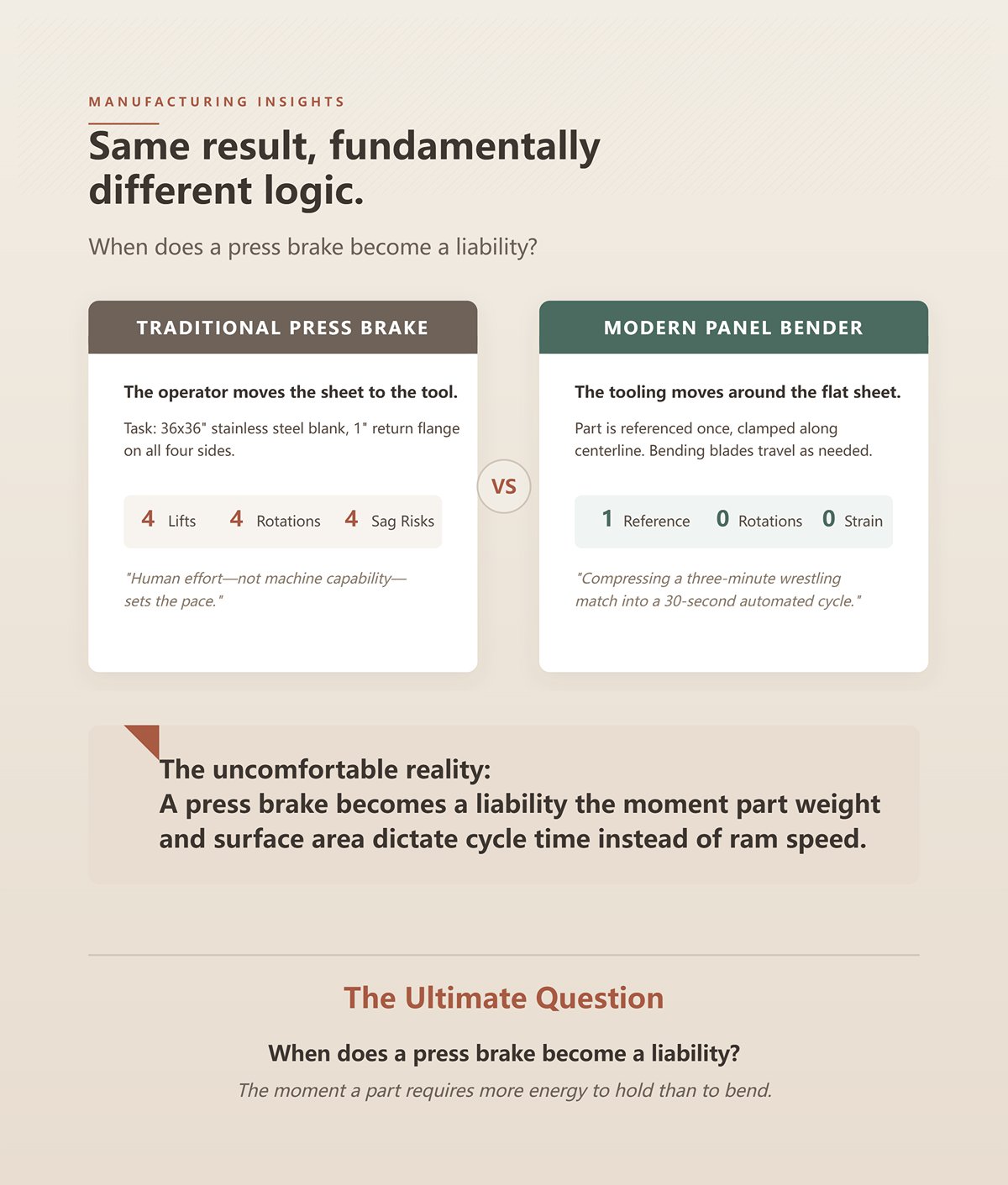
سلم ورقة معدنية عامل التشغيل بمقاس 36 × 36 بوصة من الفولاذ المقاوم للصدأ بسماكة 16 غيـج، واطلب منه عمل حافة راجعة بوصة واحدة على جميع الجوانب الأربعة. في مكبس الثني التقليدي، يتطلب منطق الماكينة أن يحرك العامل الصفيحة نحو الأداة. يرفع العامل الصفيحة، ويثبتها على مقياس الرجوع، ويُشغّل الكباس، ثم يدور المربع الكبير والثقيل بمقدار تسعين درجة. أربع ثنيات تتطلب أربعَ رفعات، وأربعَ دورات، وأربعَ فرص لأن تميل الصفيحة عن مقياس الرجوع بنصف درجة فقط.
الواقع غير المريح هو هذا: يصبح مكبس الثني عبئًا في اللحظة التي يبدأ فيها وزن القطعة ومساحتها السطحية بتحديد زمن الدورة بدلاً من سرعة الكباس. نحن نميل إلى دراسة أوراق مواصفات الماكينات — سعة الضغط، طول الشوط، سرعة التقدم — ونفترض أن الماكينة هي عنق الزجاجة. في الواقع، عند تشكيل الألواح الكبيرة، يحول مكبس الثني العامل إلى نظام مناولة المواد الأساسي، ويصبح الجهد البشري — وليس قدرات الماكينة — هو الذي يحدد الوتيرة.
آلة الثني اللوحية تقلب هذه المعادلة تمامًا. بدلًا من إجبار العامل على تحريك الصفيحة عبر أدوات التشكيل، تثبت الآلة الصفيحة بشكل مسطح وتحرك الأدوات حولها. يُتم الإسناد مرة واحدة، وتُثبت القطعة على طول خطها المركزي، وتتحرك شفرات الثني حسب الحاجة. تكون النتيجة نفس المقلاة ذات الجوانب الأربعة، لكن هذا التغيير في المنطق يلغي الجهد البدني للعامل، ويحول ما كان قتالًا لمدة ثلاث دقائق إلى دورة آلية تستغرق ثلاثين ثانية. فمتى يتحول مكبس الثني إلى عبء؟ في اللحظة التي تحتاج فيها القطعة إلى طاقة أكبر للإمساك بها مما تحتاجه للثني.
فكر في ثنيّة Z الأساسية أو في شكل متدرج أكثر تعقيدًا. في مكبس الثني، يعني إنتاج ثنيّة موجبة تتبعها أخرى سالبة سحب الصفيحة من القالب، وقلبها بالكامل، وإعادة تثبيتها على مقياس الرجوع، وتشغيل الكباس مرة أخرى. إذا كانت القطعة لوحة معمارية بطول ستة أقدام، فإن هذا الانقلاب يتطلب عاملين ومساحة أرضية واسعة. وفي كل مرة تُزال الصفيحة من مقياس الرجوع، تدفع ضريبة الأدوات: فقدان نقطة الإسناد الأصلية.
تتخلص آلات الثني اللوحية من تلك الضريبة من خلال حركياتها. لأن الصفيحة تبقى مثبتة بشكل مسطح داخل جهاز المناولة، فإن شفرتي الثني العلوية والسفلية تتبادلان الأدوار ببساطة. هل تحتاج إلى ثني موجب؟ ترتفع الشفرة السفلية إلى الأعلى. هل تحتاج إلى ثني سالب؟ تهبط الشفرة العلوية إلى الأسفل. لا تُقلب الصفيحة أبدًا — والأهم أنها لا تفقد خط إسنادها المركزي.
من هنا يبدأ تراكم الدقة. توفر آلات الثني اللوحية الحديثة دقة بين الثنيات تصل إلى ±0.008 بوصة وتكرارية ±0.004 بوصة، ليس فقط لأن أنظمة السيرفو الخاصة بها متطورة للغاية، بل لأنها تقيس سماكة المادة وتشوهها في الوقت الحقيقي. تعوّض الماكينة تلقائيًا عن التفاوتات التي كان عامل مكبس الثني سيلاحقها باستخدام الحشوات وثنيات الاختبار. من خلال تحريك الحافة بدلًا من قلب الصفيحة، تزيل المتغير البشري من معادلة الهندسة بالكامل. بالنسبة للثنيات المعقدة مثل أنصاف الأقطار الكبيرة، قد تكون الأدوات المتخصصة أدوات مكبح الضغط ذات نصف قطر ضرورية، حتى في المكابيس التقليدية.
فحص القيود: إذا كانت عمليتك الحالية تتطلب عاملين فقط لقلب القطعة بين الثنية الموجبة والسالبة، فهل تدفع لقاء تصنيع المعدن — أم لرفع الأوزان بتنسيق متقن؟
| القسم | المحتوى |
|---|---|
| الموضوع | الثني الموجب والسالب: لماذا يُعدّ تحريك الحافة أفضل من قلب الصفيحة |
| السيناريو | في ثنيّة Z أو الشكل المتدرج على مكبس الثني، يتطلب إنتاج ثنيّة موجبة تتبعها أخرى سالبة إزالة الصفيحة، وقلبها، وإعادة تثبيتها على مقياس الرجوع، وتشغيل الدورة مرة أخرى. تتطلب القطع الكبيرة (مثل اللوحات بطول ستة أقدام) عاملين ومساحة أرضية كبيرة. كل إزالة من مقياس الرجوع تؤدي إلى فقدان نقطة الإسناد الأصلية (“ضريبة الأدوات”). |
| ميزة آلة الثني اللوحية | تُبقي آلات الثني اللوحية الصفيحة مثبتة بشكل مسطح داخل جهاز المناولة. تتناوب شفرتا الثني العلوية والسفلية في الأدوار: الشفرة السفلية تتحرك للأعلى للثنيات الموجبة، والعلوية للأسفل للثنيات السالبة. تبقى الصفيحة في مكانها وتحافظ على خط إسنادها المركزي. |
| فوائد الدقة | تحقق آلات الثني اللوحية الحديثة دقة بين الثنيات تصل إلى ±0.008 بوصة وتكرارية ±0.004 بوصة. تقيس سماكة المادة وتشوهها في الوقت الفعلي وتُعوِّض تلقائيًا عن التفاوتات، مما يُلغي الحاجة إلى الحشوات وثنيات الاختبار. |
| الفكرة الأساسية | يؤدي تحريك الحافة بدلًا من قلب الصفيحة إلى إزالة المتغيرات البشرية من معادلة الهندسة ويُضاعف الدقة. |
| فحص القيود | إذا كان هناك حاجة لعاملين فقط لقلب القطعة بين الثنيات، فهل تدفع لقاء تصنيع المعدن — أم لرفع الأوزان بتنسيق متقن؟ |
عند دخولك ورشة تحاول سد فجوة الأتمتة بميزانية محدودة، ستجد غالبًا مثنّي CNC شبه آلي. العرض التسويقي مغرٍ: تحصل على حركيات ذراع الثني في آلة اللوح دون استثمار بملايين الدولارات. يُدخل العامل الصفيحة، فتُشكل الذراع الحافة، وتضبط الماكينة زاوية الثني تلقائيًا.
لكن القدرة النظرية لا تعني الكثير إذا كانت العضلات البشرية ما تزال تحرك العملية. تتطلب المثنّيات شبه الآلية من العامل تدوير القطعة يدويًا لكل جانب جديد. تحصل على حركة الثني، لكنك تحتفظ بنفس عبء المناولة الذي يُبطئ مكبس الثني.
الأسوأ من ذلك، أن آلات الطي عادةً ما تفتقر إلى قدرة الضغط (الطنّاج) التي يمتلكها مكبح الثني، وسرعة التثبيت المحورية التي يتميز بها مثنّي الألواح الحقيقي. والنتيجة هي آلة تكافح عند التعامل مع المواد السميكة، بينما تعتمد في الوقت نفسه على المشغل لتحريك الألواح عالية التنوع يدويًا. فبدلاً من الحصول على الأفضل من الطرفين، غالباً ما ترث قيود كليهما: قدرة محدودة على الثني من آلة الطي، وعبء المناولة اليدوية من مكبح الثني. في إنتاج عالي التنوع فعلياً — حيث تحدد الأشكال الهندسية المعقدة الإيقاع — تؤدي الأتمتة الجزئية إلى إزالة جزء فقط من عنق الزجاجة.
شاهد المشغل وهو ينتقل من طرف ثني قياسي بزاوية 90 درجة إلى طرف نصف قطري على مكبح ثني تقليدي. عليه فك تثبيت الأداة، وتحريك عربة الأدوات، وتركيب قالب التسطيح، وضبطه، وتشغيل قطعة اختبار للتأكد من الضغط. تلك 15 دقيقة كاملة من توقف الإعداد. كرر ذلك أربع مرات في وردية واحدة، وستكون قد ضحيت بساعة كاملة من وقت الإنتاج الفعلي بسبب "ضريبة الأدوات".
الحقيقة الصعبة في تصنيع الصفائح المعدنية عالي التنوع هي هذه: هامشك لا يتحدد بسرعة انحناء الماكينة، بل بسرعة تغيير اتجاهها. مثنّيات الألواح المؤتمتة تحل هذه المشكلة من خلال الحركية متعددة الأدوات. فبدلاً من تبديل كتل الأدوات الثقيلة يدويًا، يستخدم مثنّي الألواح CNC مبدّل أدوات مدمج أو نظام شفرات انحناء شاملة يُعاد تشكيله تلقائيًا في الوقت الحقيقي. إذا تطلب الشكل التالي انحناءً متداخلاً يتبعه نصف قطر كبير، فإن الشفرات العليا والسفلى تضبط نقاط ارتكازها وعمق ضرباتها في أجزاء من الثانية. تبقى الصفيحة مثبتة، بينما تتكيف الأدوات حولها. تُنجز الانحناءات من نوع الطرف، والنصف القطري، والمتداخل في إعداد واحد — بدون أي تدخل يدوي. بالنسبة لمكابح الثني التقليدية، فإن تحقيق مستوى مماثل من التنوع في الأشكال المعقدة غالبًا يتطلب استثمارًا في أدوات مكبح الضغط الخاصة.
عندما تحلل الورش عمليات CNC متعددة المحاور، كثيراً ما تكتشف حقيقة قاسية: إن تشديد السماحات في الأشكال الهندسية المعقدة يمكن أن يضاعف تكلفة كل جزء بسهولة. محاولة الحفاظ على سماحة ±0.005 بوصة في طرف مركب بإعداد يدوي تعني اختبار انحناءات، وهدر مواد، وعمليات ضبط لا تنتهي. قد يبدو مغريًا فحص مواصفات الماكينات — حدود الطنّاج، وسرعات الضرب — وافتراض أن العتاد هو ما يحدد السقف. لكن القدرة النظرية تصبح بلا معنى إذا كان المشغل مرهقًا أو مضطرًا لتقدير ارتداد المادة بالإحساس.
عندما تتقاطع الأطراف المعقدة مع الدقة المعتمدة على البرمجيات، يتحول التركيز من القوة الغاشمة إلى التحكم التنبؤي. تقيس مثنّيات الألواح الحديثة قوة الشد وتباين السمك في صفيحة من قياس 16 وهي مثبتة في مكانها قبل تنفيذ الانحناء النهائي. يقوم البرنامج بحساب مقدار الانحناء الزائد المطلوب ويضبط حركية الماكينة في الوقت الحقيقي.
ومع ذلك، فإن الأتمتة ذات الإعداد الواحد تحمل مخاطرة خاصة بها. فدقة البرنامج تعتمد كلياً على إعداد ما بعد المعالجة الصحيح. إذا لم يتطابق النموذج الحركي لنظام CAM مع القيود الفيزيائية للماكينة — مثل حدود حركة المحاور أو اتجاهات الدوران — فإن النتيجة لن تكون طرفاً مثالياً، بل خدوشاً وهدرًا في وقت الدورة أو حتى اصطدامًا متعدد المحاور. الأتمتة ذات الإعداد الواحد تضخم أخطاء البرمجة بنفس قوة مضاعفتها للإنتاجية. ولكن عندما يتم ضبط المعالج اللاحق بشكل صحيح، تعوض الماكينة تلقائياً عن تباين المواد الذي كان سيستدعي بخلاف ذلك فحصًا مستمرًا بالميكرومتر من قبل مشغل ماهر.
ضع مكبح ثني تقليدي بجانب مثنّي ألواح مؤتمت وشغّل 5000 غلاف كهربائي متطابق. مع إعداد مضبوط ومشغل ثابت، قد يفوز مكبح الثني حتى في سباق عدد الضربات في الدقيقة. على الورق يبدو الأمر كأنه ذروة الكفاءة. لكن ماذا يحدث عندما يتغير الجدول إلى خمسة أغلفة، ثم اثني عشر حاملة تكييف هواء، ثم ثلاث واجهات غير قياسية من الفولاذ المقاوم للصدأ؟ ينخفض مكبح الثني إلى صفر ضربة في الدقيقة بينما يكافح المشغل لإتمام ثلاث عمليات تبديل أدوات منفصلة.
في إنتاج عالي التنوع ومنخفض الحجم، يعد معدل الإنتاج الخام مقياساً شكلياً بلا جدوى. فالمرونة هي ما يحرك الربحية فعلاً. مثنّي الألواح CNC يستوعب ضريبة الأدوات داخله. يمكن لحركيته متعددة الأدوات أن تنتقل من أداة حادة بزاوية 90 درجة إلى ملف نصف قطري كبير في اللحظة نفسها التي يدور فيها المعالج الجزء — مما يقلل فعليًا وقت الإعداد إلى الصفر. لم تعد مضطرًا إلى تجميع الوظائف لتبرير تبديل الأدوات؛ يمكنك تشغيل الأجزاء بالترتيب الذي تطلبه قسم التجميع مباشرة. والنتيجة هي تقليل المخزون قيد التنفيذ وتحويل تقلب الإنتاج عالي التنوع من عبءٍ جدولي إلى ميزةٍ تنافسية.
فحص القيود: هل تقيس قدرة ورشتك بناءً على سرعة دورة الماكينة — أم بعدد الأجزاء المميزة المنتهية التي تصل فعلياً إلى رصيف الشحن مع نهاية الوردية؟
ادخل إلى ورشة تعمل على الفولاذ المقاوم للصدأ من قياس 16 نوع 304 وتقوم بأربع تبديلات مكبح ثني يدوي في كل وردية. شاهد المشغل وهو يهدر أول قطعتين من كل إعداد فقط لضبط ارتداد المادة. عند تكلفة $45 لكل قطعة، إضافة إلى 20 دقيقة إعداد لكل تبديل، تخسر تلك العملية أكثر من $500 يومياً قبل أن يصل أي جزء مطابق إلى منصة الشحن. هذه هي ضريبة الأدوات في أنقى صورها — عقوبة متراكمة على كل دفعة إنتاج عالي التنوع، تتآكل بها الهوامش تدريجياً بينما تبدو الماكينات مشغولة. نادراً ما تكون عتبة الأتمتة مرتبطة بإنتاج مليون جزء متطابق؛ بل تتعلق بإدراك اللحظة الدقيقة التي يتجاوز فيها هذا النزيف اليومي تكلفة قسط المعدة الشهري.
فني بخبرة عشرين عاماً يمكنه أن يشعر بنقطة خضوع ألومنيوم 5052 عبر نعل حذائه ويضبط المؤشر الخلفي اليدوي بناءً على الغريزة وحدها. لكن ذلك الفني تقاعد العام الماضي، والعامل الجديد يكافح لتحريك صفيحة وزنها 40 رطلاً بينما ينظر إلى شريط القياس بالمقلوب. الحقيقة غير المريحة هي هذه: التحكم اليدوي يكون مجديًا اقتصاديًا فقط عندما يكون الشخص الذي يديره استثنائيًا. عندما تصبح العمالة الماهرة قليلة، فإن الاعتماد على المشغل يُدخل تبايناً مكلفاً في جدول الإنتاج. فالمشغل عديم الخبرة لا يعمل ببطء فحسب — بل يشك في نفسه، ويبالغ في الثني، ويخنق تدفق التجميع بأكمله بتأخيرات إعادة العمل.
نميل إلى دراسة أوراق مواصفات الماكينات — حدود الطنّاج وسرعات الضربة — ونفترض أن المعدات تحدد سقف قدراتنا. لكن القدرة النظرية لا معنى لها إذا كانت العضلات البشرية التي تُحمل بها الماكينة منهكة.
تواجه مثنّيات الألواح CNC المؤتمتة هذا الاعتماد مباشرة. من خلال نقل مناولة المواد وتحديد مواقع الأدوات إلى معالجات مؤازرة، وربطها بتحكم CNC بديهي، يمكنها تقليل اعتماد المشغل بنسبة تصل إلى 40 بالمائة. تقوم الماكينة بقياس الصفيحة، وحساب بدل الانحناء، وتنفيذ التسلسل بدقة. تنهار الحجة المالية للتحكم اليدوي لحظة أن تبدأ بدفع أجور ماهرة لإنتاج خردة غير ماهرة. لماذا تستمر في تمويل عملية يدوية بينما تتغير التكلفة الحقيقية لكل جزء مع مستوى طاقة المشغل عند الساعة الثالثة بعد الظهر؟
تخيل أنك قدمت عرض أسعار لتصنيع 150 حاوية كهربائية معقدة. من المتعارف عليه أن ماكينات CNC تصبح اقتصادية فقط عند الإنتاج بكميات كبيرة، بينما تتفوق مكابح الضغط اليدوية في الدُفعات الصغيرة. غير أن هذا المنطق ينهار في بيئة تشغيل الصفائح المعدنية ذات التنوع العالي. ففي مكبح يدوي، الحفاظ على تسامح ±0.005 بوصة في حافة مركبة يتطلب تجارب انحناء. إذا تخلصت من ثلاث قطع أثناء الإعداد في عملية إنتاج من 150 قطعة، فقد استهلكت بالفعل 2% من ميزانية المواد. اضرب ذلك في عشر مجموعات مختلفة من الأجزاء خلال أسبوع واحد، وستتسارع الخسائر بسرعة.
يأتي مكبس الانحناء الآلي مع تكلفة أولية باهظة — غالبًا ضعف سعر مكبح ضغط من الطراز الأعلى. غير أن شفرة الانحناء العالمية ونظام تعويض السماكة في الوقت الحقيقي يلغي الحاجة تمامًا إلى تجارب الانحناء. فالقطعة الأولى التي تخرج من الماكينة تكون جاهزة للإنتاج. وعند مقارنة استثمار رأسمالي بقيمة 400,000 دولار بمعدل هدر ثابت قدره 3% من المواد عالية القيمة — إلى جانب وقت الإعداد غير القابل للاسترداد الذي يُنفق لضبط التسامحات — فإن فترة الاسترداد تنكمش من عقود إلى بضع سنوات فقط. أنت لا تستثمر في تسريع عملية الانحناء؛ بل تستثمر في الإزالة الدائمة لهدر الإعداد. فأين يمكن في أرضية الورشة أن تشتري فعليًا ضمانًا بانعدام الهدر؟
إن إصدار أمر شراء لخليّة انحناء آلية يسبب صدمة رأسمالية فورية. فعملية التنفيذ غالبًا تتطلب ترقية أنظمة CAM القديمة، وإعادة تدريب المبرمجين، والتعامل مع المقاومة الأولية للعاملين الذين يضعون ثقتهم في الأدوات الفولاذية الصلبة أكثر من الدقة التي تقودها البرمجيات. هذا الاحتكاك الانتقالي يمكن أن يؤخر العائدات المبكرة، مما يجعل السعر يبدو كعبء ثقيل على كاهل الشركة خلال أول فصلين من التنفيذ.
لكن العائد الحقيقي على الاستثمار يظهر في استقرار العقود. فعندما تختفي تكلفة الأدوات، يصبح الإنتاج قابلًا للتنبؤ رياضيًا. أنت تعرف بالضبط المدة التي ستستغرقها دفعة من 50 واجهة مخصصة لأن وقت الإعداد أُلغي والهدر شبه معدوم. هذا المستوى من اليقين يمكّنك من المنافسة على عقود OEM بنظام "في الوقت المناسب" التي تعاني العمليات اليدوية للوفاء بها دون الاحتفاظ بمخزون مكلف من الأعمال الجارية. الأتمتة تمتص التنوع العالي، وتحول فوضى الجدولة إلى إيراد موثوق به.
فحص القيود: إذا كان متوسط عملياتك يتجاوز أربع عمليات تبديل لكل نوبة مع معدلات هدر تفوق ثلاثة بالمئة، فهل يُعد مكبس الألواح الآلي ترفًا مكلفًا حقًا — أم أنه الطريقة الوحيدة القابلة للتطبيق لحماية الهوامش في عصر نقص العمالة الماهرة؟ للحصول على تحليل تفصيلي مخصص لعمليتك الخاصة، من الحكمة أن اتصل بنا لحجز استشارة.
تخيل وضع مكبس لوحات CNC نظيف ومتحكم في مناخ بيئته في منتصف موقع بناء تجاري موحل. على أرضية خرسانية مصقولة، تحيط به صفائح معدنية نظيفة بسمك 16 مقياس، يمثل قمة الكفاءة. لكن في العالم الواقعي — أمام كومة من صفائح معمارية بسُمك نصف بوصة يجب أن تتطابق تمامًا مع جدار خرساني مصبوب — يتحول هذا العرض الذي كلف نصف مليون دولار إلى ثقل ورقي باهظ الثمن. الأتمتة تتفوق في الظروف المتحكم بها. أما الميدان فنادرًا ما يوفرها. نقضي الكثير من الوقت في حساب العائد المالي للانحناء بلا إعداد حتى نتجاهل الحدود الفيزيائية للآلة. يصل الأمر إلى حد يصبح فيه ثمن الأدوات غير ذي صلة — لأن النظام الآلي ببساطة لا يستطيع أداء المهمة.
نميل إلى التدقيق في جداول المواصفات — تصنيفات القوة، وسرعة الضربة — كما لو أن الماكينة هي التي تحدد الحدود. ومع ذلك، أحيانًا يكون القيد الحقيقي هو الرمز البريدي. فالتصنيع المعماري غالبًا ما يعني مواءمة المعدن مع الهياكل المصبوبة أو المُجمعة وفق “تسامحات الميدان” — بمعنى آخر، لا شيء مربع تمامًا. عند ثني واجهات هيكلية ثقيلة أو قواعد سلالم مخصصة، نادرًا ما تملك رفاهية القياس في الموقع، وتحديث ملفات CAD، وتشغيل القطعة عبر خلية CNC كبيرة، وشحنها مرة أخرى — فقط لتكتشف أن الخرسانة قد انخفضت بمقدار ثُمن بوصة.
يتطلب الميدان التعديل في الوقت الحقيقي. فالمكابح الهيدروليكية التقليدية أو مكابس الانحناء المحمولة القوية يمكن نقلها إلى موقع العمل، وتشغيلها بمولد ديزل، واستخدامها من قبل صانع معدني يقيس الفجوة الفعلية — وليس نموذج CAD نظريًا. أنت تضحي بدقة المصنع من أجل واقعية الموقع الجغرافي. مكبس لوحات CNC مثبت على أرضية ورشتك، يعتمد على مدخلات مثالية ليقدم مخرجات مثالية. وعندما يصبح موقع العمل نفسه هو المتغير، تفسح الأتمتة الميدانية الطريق لمشغل ماهر يحمل شريط قياس، ومكبحًا محمولًا متينًا، وحكمًا لتصحيح الانحناء في الحال.
الواقع غير المريح هو أن مكابس الألواح صُممت للصفائح المعدنية — وليس للألواح المدرعة. فميزتها الميكانيكية تعتمد على شفرات مؤازرة تطوي المادة حول عارضة تثبيت مركزية. الانتقال من تشطيب من الفولاذ المقاوم للصدأ بسمك 14 مقياس إلى لوح فولاذي A514 عالي المقاومة بسُمك نصف بوصة لاستخدامات معمارية يغيّر الأساسيات الفيزيائية بشكل جذري.
لا يمكنك ثني صفيحة فولاذية نصف بوصة باستخدام نفس الآليات الدقيقة المصممة لطي هيكل كهربائي خفيف الوزن.
تتطلب الألواح السميكة قوة ضغط هائلة مركزة وأدوات V مخصصة قادرة على إجبار المادة على الانحناء دون الإضرار ببنية حبيباتها. إذا دفعت مكبس الألواح إلى هذا النطاق، تصبح هندسته نفسها عبئًا. فإما أن تفتقر الشفرات الآلية إلى القوة الكافية لتشويه اللوح بشكل صحيح، أو أن الأحمال القصوى المطلوبة تُعرّض آليات الماكينة الدقيقة للتلف. تتفوق مكابح الضغط الثقيلة في هذا المجال لأن تصميم مكبسها العمودي بسيط جوهريًا وفعّال بعنف. لا توجد أذرع طي معقدة — فقط لكمة فولاذية مقسّاة تضرب قالبًا فولاذيًا مقسّى بقوة هيدروليكية هائلة تبلغ مئات الأطنان.
حتى لو كانت أجزاؤك تقع ضمن حدود معالجة مكبس الألواح الآلي، فقد تستبعد منشأتك استخدامه. فخلية الانحناء الآلية الكاملة مع أبراج مناولة المواد المدمجة تشغل مساحة كبيرة. وغالبًا ما تتطلب أساسات خرسانية معززة لمنع الهبوط، وطاقة ثلاثية الطور بجهد 480 فولت وقدرة تيار عالية، وبيئة متحكمًا في مناخها لحماية أنظمة السيرفو الحساسة من الغبار والحطام.
وعلى النقيض، فإن مكابح الضغط التقليدية متسامحة بشكل ملحوظ مع محيطها. يمكنك وضع مكبح بقدرة 150 طنًا في زاوية معتمة من الورشة، وتوصيله بطاقة صناعية قياسية، وتتوقع منه تشكيل صفائح سميكة بثبات لعقود مع صيانة قليلة. إذا كانت منشأتك محدودة المساحة، أو أن خدمتك الكهربائية بلغت طاقتها القصوى، أو كانت نفقاتك الرأسمالية مقيدة بشدة، فإن الإنتاجية النظرية لخلية CNC تصبح غير ذات صلة. لا يمكنك شراء الكفاءة بمساحة وطاقة لا تملكهما ببساطة.
فحص القيود: هل تنتج أشكالًا دقيقة ومعقدة بدرجة تبرر إعادة هندسة كامل بنية ورشتك — أم أنك تحاول حل تحدي الصفائح المعمارية الثقيلة بنظام آلي هش؟
الواقع الصعب هو هذا: كتالوجات المعدات مصممة لبيعك القدرة النظرية القصوى، بينما أرضية ورشتك تعتمد على الحد الأدنى من الإنتاجية الواقعية للبقاء. من المغري التعمق في أوراق المواصفات—حساب حدود الحمولة وسرعات الشوط كما لو أن الآلة نفسها كانت هي العقبة. لكن الآلة ليست سوى أداة. القيد الحقيقي هو مزيجك الخاص من المواد، أشكال الأجزاء، والقوى العاملة.
قد يقدم منثني الألواح المؤتمت بالكامل 17 عملية ثني في الدقيقة بدون أي تغييرات يدوية في الأدوات، مما يجعله يبدو وكأنه المعزز النهائي لهامش الربح. ومع ذلك، إذا قمت بإدخال الأجزاء الخاطئة فيه، فأنت ببساطة استثمرت في مولد خردة عالي الكفاءة. للقضاء على ضريبة الأدوات دون تركيب عنق زجاجة بقيمة نصف مليون دولار، توقف عن سؤال ما يمكن أن تفعله الآلة بمعزل، وابدأ بسؤال ما الذي يلتهم هوامشك على الأرض اليوم.
الأتمتة لها سقف صارم—وغالبًا ما يقاس بالألف من البوصة.
يتألق منثني الألواح عند طي الألومنيوم أو الفولاذ المقاوم للصدأ بسمك 14 قياسًا إلى أجزاء معقدة يصل طولها إلى 10 أقدام. ولكن إذا تحول عملك الأساسي نحو ألواح بسمك 10 قياسات أو لوح بسمك 1/4 بوصة، فإن الشفرات الحساسة المدفوعة بمحركات السيرفو في منثني الألواح CNC لن تستطيع تحريك المادة. ابدأ بتحديد نطاق سماكة المواد لديك. قد تلغي قوانين الفيزياء وحدها منثني الألواح من التفكير قبل أن تنظر إلى بطاقة السعر.
بعد ذلك، افحص شكل الجزء الخاص بك. يتمتع منثني الألواح بأعماق حلق ضحلة نسبيًا مقارنة بالارتفاعات المفتوحة الشاسعة لفرامل الضغط التقليدية. إذا كنت تقوم بتشكيل أغطية كهربائية عميقة أو شَفَات طويلة، يمكن أن تمنع البنية المادية للآلة الجزء من الدوران أثناء تسلسل الثني.
حتى ثنيات Z القياسية تأتي مع قيود صارمة على المنثني المؤتمت. لتجنب اصطدام الأدوات، تحتاج عادةً إلى ارتفاع إجمالي لا يقل عن 2.5× سماكة المادة وطول شفة يبلغ 1.5× السماكة. إذا كانت دُفعتك المتوسطة تتألف من 15 جزءًا متغيرًا للغاية بأشكال صناديق عميقة، فإن ميزة “عدم الإعداد” تختفي—لأن الجزء ببساطة لا يمكنه الدوران داخل الآلة.
تحقق من القيد: هل أجزاؤك رقيقة ومسطحة بما يكفي للدوران داخل حلق منثني الألواح، أم أنك تحاول دفع صناديق ثقيلة وعميقة عبر آلة مصممة لأعمال التشذيب الضحلة؟
بمجرد أن تصبح الفيزياء منطقية، تحتاج إلى تحديد سبب التباطؤ التشغيلي. توجه إلى خلية الثني وراقب العامل لمدة ساعة. إذا كان مُصنعٌ ذو خبرة يهدر 40 دقيقة في تفكيك وإعادة تركيب أدوات معقدة لمجموعة من 20 جزءًا، فإن عنق الزجاجة هو وقت الإعداد. هذه هي ضريبة الأدوات الحقيقية—وهي بالضبط حيث يبرز منثني الألواح CNC قدرته من خلال إعادة تكوين أدواته في ثوانٍ.
لكن ماذا لو كان الإعداد سريعًا ولا يزال صندوق الخردة يمتلئ بأجزاء مثنية بالطريقة أو التسلسل الخاطئ؟
حينها أنت تتعامل مع ندرة المهارات والتعقيد الهندسي. يعتمد فرامل الضغط بالكامل على حكم العامل المكاني لرفع وتدوير القطعة بالشكل الصحيح. أما المنثني المؤتمت فيبعد الأيدي البشرية عن التسلسل—يمسك القطعة مرة واحدة وينفذ كل ثني موجب وسالب بدقة. لكن القدرة النظرية للآلة لا تعني شيئًا إذا كان الأشخاص الذين يزودونها بالقطع مرهقين. إذا كان التباطؤ لديك ناتجًا عن نقل قطع ثقيلة وبسيطة عبر قالب V بزاوية 90 درجة، فلن تصلح الأتمتة الأمر. رافعة جسرية وتصميم أكثر ذكاءً لمناولة المواد سيؤديان الغرض.
نادراً ما تفشل الورش بسبب نقص العمل؛ إنها تفشل بسبب قبول عمل لا تستطيع هضمه. عندما تشتري آلة لحل المشكلة الحالية المحددة، فإنك تثبت قدراتك على الحاضر. إذا كان إنتاجك الحالي عالي التنويع بسمك 16 قياسًا يبرر منثني الألواح، فإن الاستثمار منطقي. لكن حتى أكثر منثني الألواح ذكاءً ومرونةً يتفوق في امتصاص تنويع الإنتاج العالي فقط ضمن حدوده الفيزيائية. لا يستطيع تجاوز قيود الحمولة الأساسية.
 English
English
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
