מציג 1–9 מתוך 42 תוצאות
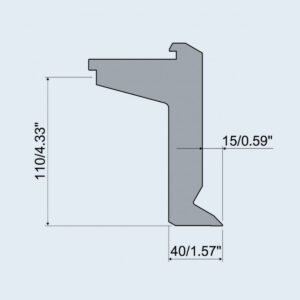
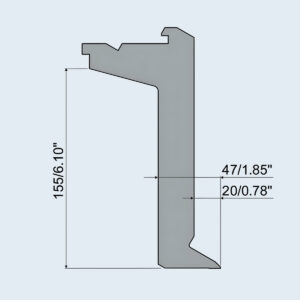
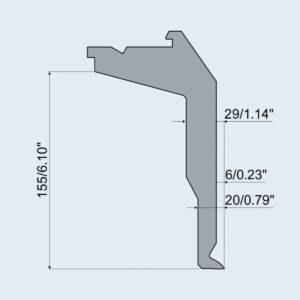
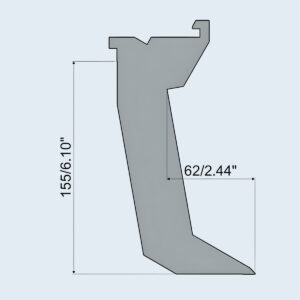
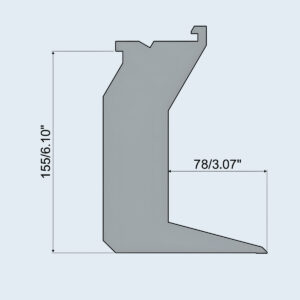
סוג R1, כלי כיפוף לפאנלים
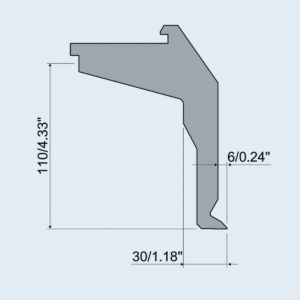
סוג R1, כלי כיפוף לפאנלים
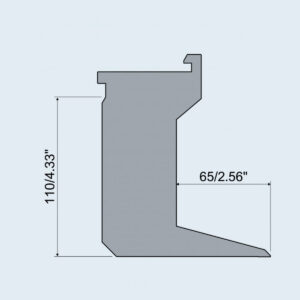
סוג R1, כלי כיפוף לפאנלים
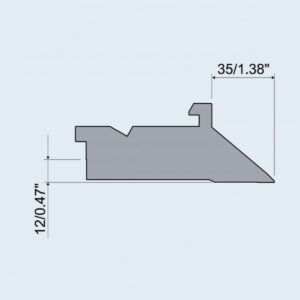
סוג R1, כלי כיפוף לפאנלים
סוג R1, כלי כיפוף לפאנלים
סוג R1, כלי כיפוף לפאנלים
סוג R1, כלי כיפוף לפאנלים
סוג R1, כלי כיפוף לפאנלים
סוג R1, כלי כיפוף לפאנלים
צפו במפעיל מנוסה שמכופף מארז מנירוסטה בעובי 16-גייג’ על מכבש כיפוף קונבנציונלי. פעולת הכיפוף עצמה אורכת אולי שתים-עשרה שניות. האיל יורד, המתכת נכנעת, והחלק מוכן. זה נראה כמו שיא היעילות.
אבל עמדו על רצפת הייצור עם סטופר וספרו את הארבעים וחמש דקות שהובילו לאותו כיפוף – החיפוש אחר הפאנצ’ים המחולקים הנכונים, ניסויי הכיפוף, ההתק shim ing, הפחים שהושלכו – והחוסר יעילות נעשה ברור.
אותן ארבעים וחמש דקות הבלתי נראות הן מס שמוטל על כל סדרת ייצור קצרה שאתם מייצרים. זו בדיוק הסיבה שבית המלאכה שלכם מרגיש עסוק ללא הפסקה בעוד שהרווחים מסרבים לגדול. כדי להשתחרר באמת, הבנה ואופטימיזציה של כלי כיפוף למכבש הן הצעד הקריטי הראשון.
המציאות הלא נוחה היא זו: בית המלאכה שלך לא מוגבל לפי כמה מהר הצוות שלך יכול לכופף שפה. הוא מוגבל לפי כל מה שקורה בין כיפוף לכיפוף. זמן הכנה ידני, פסולת ועייפות מפעילים מתפקדים כמס מצטבר. בכל פעם שמישהו תופס מפתח אלן כדי לכוונן את המדידת העומק, אתה סופג עלות. בכל פעם שצריך שני מפעילים כדי להפוך רכיב כבד, אתה סופג עוד אחת. בסופו של דבר שיעור המס האפקטיבי נעשה בלתי-קיים – ופעולה ידנית כלי כיפוף סטנדרטיים פשוט מפסיקה להיות הגיונית כלכלית.
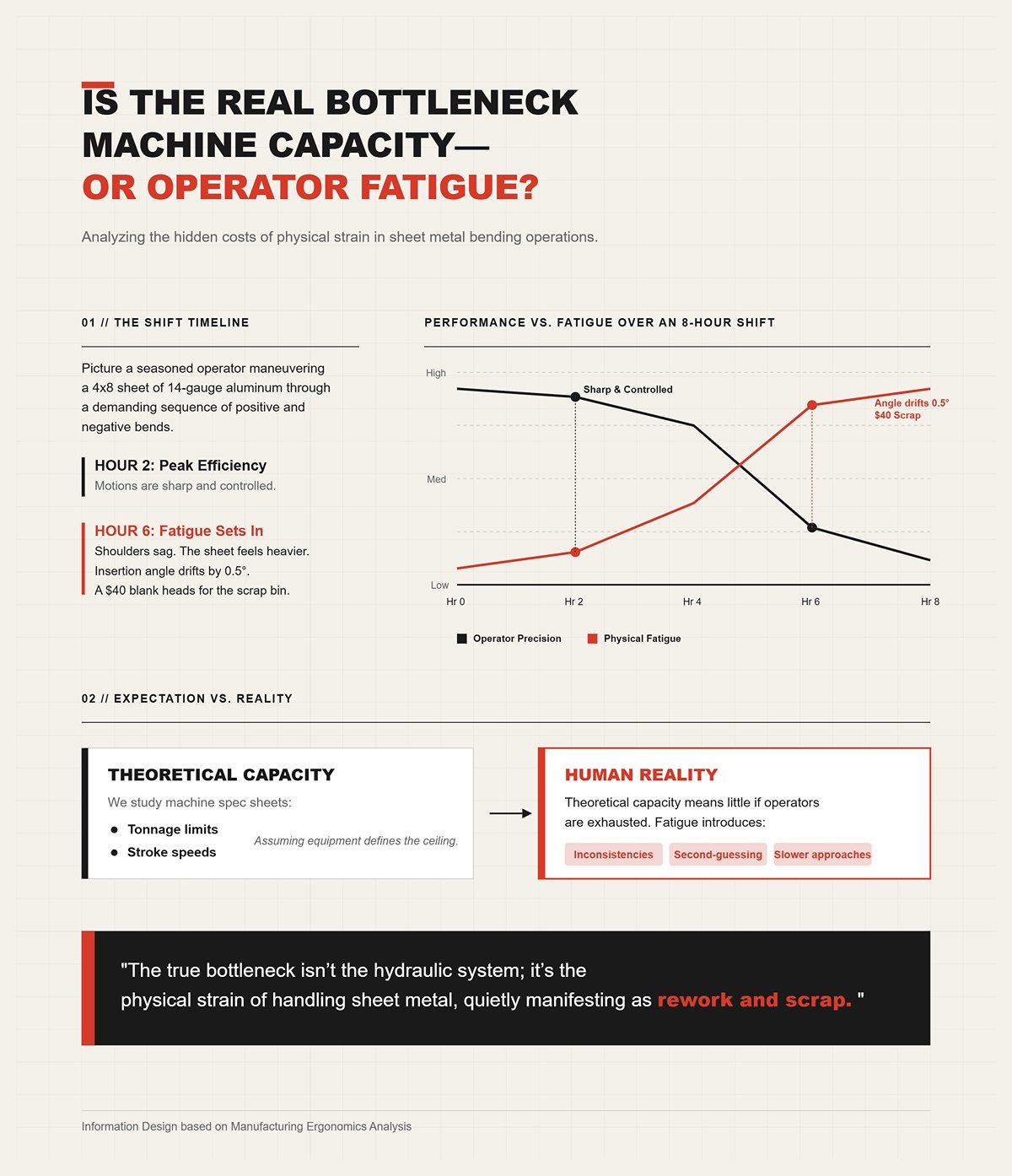
דמיין מפעיל ותיק שמנווט יריעת אלומיניום בגודל 4×8 בעובי 14-גייג’ דרך רצף תובעני של כיפופים חיוביים ושליליים. שעתיים לתוך המשמרת, התנועות חדות ומדויקות. בשעה השישית, הכתפיים שוקעות. היריעה מרגישה כבדה יותר. זווית ההפרדה סוטה בחצי מעלה, ופתאום פח $40 בדרכו אל מיכל הפסולת.
נוטים אנו לבחון דפי מפרטים של מכונות – מגבלות טונאז’, מהירויות שבץ – מתוך הנחה שהציוד מגדיר את התקרה. אך קיבולת תיאורטית אינה שווה דבר אם המפעילים האנושיים שמזינים את המכונה מותשים. עייפות גורמת לחוסר אחידות עדין. מפעיל עייף מטיל ספק במדידת העומק, מריץ חלק ניסוי נוסף או מאט את מהלך האיל. צוואר הבקבוק האמיתי אינו במערכת ההידראולית; הוא במאמץ הפיזי הכרוך בטיפול בפחי מתכת, המתבטא בשקט בעבודת תיקון ופסולת.

חשוב על לוח זמנים טיפוסי ליום שלישי עתיר גיוון: חמישים סוגרי מתכת, שנים-עשר מארזים חשמליים וחמישה פאנלים ייעודיים למערכות מיזוג. בהגדרה קונבנציונלית, החלפת כלים מחולקים עבור שלושת העבודות האלה עלולה לאכול בקלות שעה שלמה. בקצב עבודה של $120 לשעה, משמעות הדבר היא $120 שבוזבזו מבלי לכופף אפילו פיסת מתכת אחת.
זהו מס הכלים בצורתו המחמירה ביותר. בייצור בנפח גבוה, שעה של הכנה המתפרסת על פני עשרת אלפים חלקים כמעט ואינה מורגשת. בעבודות קצרות סדרה ומגוונות, אותה שעה יכולה למחוק את כל רווחי העבודה. בעלי סדנאות רבים מכנים את שלבי ההחלפה “פשוטים” משום שהחלפת אגרוף אינה קשה מבחינה טכנית. אך העלות האמיתית חורגת בהרבה מהמעשה הפיזי. היא כוללת את ניסויי הכיפוף, הכיוונונים העדינים ואת שיבוש זרימת העבודה. כל דקה שבה מכונה עומדת דוממת בזמן שמפעיל מיישר תבנית בעזרת פטיש פליז – חוסר היעילות ממומן בשקט.
מכבש כיפוף הידראולי סטנדרטי מסוגל להשלים מחזור איל בפחות משלוש שניות – מהירות מסחררת. ובכל זאת, מבט מעמיק לאורך משמרת שלמה מגלה לעיתים כי המכונה אכן מכופפת מתכת פחות מ־20 % מהזמן. מהירות כיפוף אינה שווה כלום אם הזווית הסופית חורגת מהמטרה.
החזרתיות היא המדד היחיד שמבטיח באמת תפוקה עקבית. עם כלים ידניים, החזרתיות תלויה לחלוטין ביכולת המפעיל למקם את החלק כנגד העצירות באותו אופן – מאות פעמים ברצף – חרף השונות בהחזרת החומר. אם החלק הראשון לוקח עשר שניות, אך הבא אחריו לוקח חמש-עשרה כי המפעיל עוצר לבדוק שוב את השפה – אז זמן המחזור שלך אינו עשר שניות. הוא משתנה – ושונות הורגת יעילות.
בדיקת מגבלה: אם המפעיל המנוסה ביותר שלך יחלה מחר, האם התפוקה שלך תרד ב־50 %, או שהתהליך שלך יישאר במסלול?
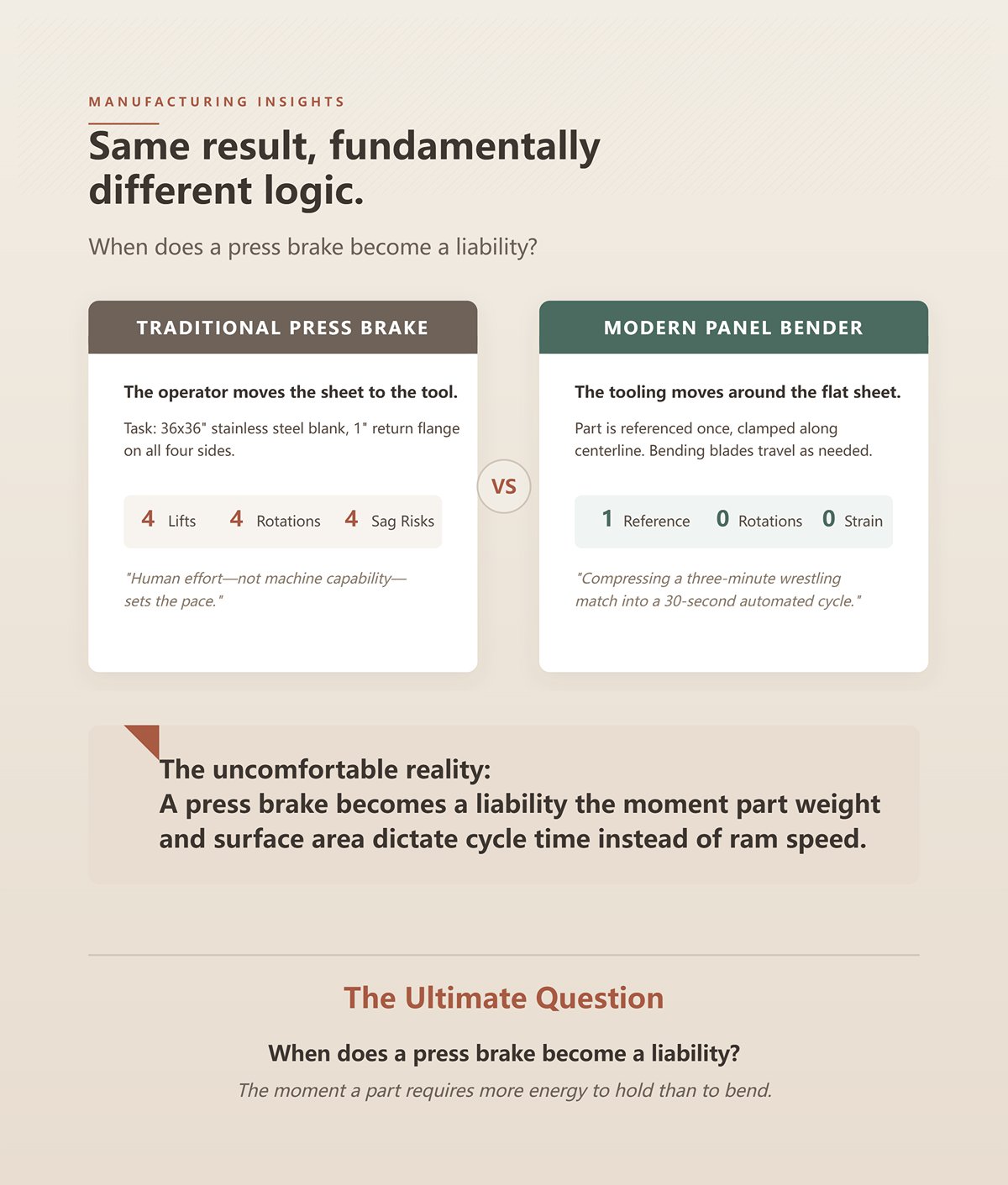
הגש למפעיל לוח נירוסטה בגודל 36 על 36 אינץ' בעובי 16 גייג' ובקש פלנג' חזרה של אינץ' אחד בכל ארבעת הצדדים. במכבש כיפוף מסורתי, הלוגיקה של המכונה מחייבת את המפעיל להעביר את הלוח אל הכלי. הם מרימים את הלוח, מצמידים אותו למדיד האחורי, מפעילים את האגרוף, ואז מסובבים פיזית את כל הריבוע הכבד תשעים מעלות. ארבע כיפופים דורשים ארבע הרמות, ארבע סיבובים וארבע הזדמנויות לכך שהלוח יסטה רק חצי מעלה מהמדיד האחורי.
המציאות הלא נוחה היא זו: מכבש כיפוף הופך לנכס שלילי ברגע שמשקל החלק ושטח הפנים מתחילים לקבוע את זמן המחזור במקום מהירות האגרוף. אנחנו נוטים לבחון את גיליונות נתוני המכונה — קיבולת טון, אורך שבץ, מהירות גישה — ולהניח שהציוד הוא צוואר הבקבוק. בפועל, בעת יצירת פאנלים גדולים, מכבש הכיפוף הופך את המפעיל למערכת טיפול בחומר הראשית, ומאמץ אנושי — לא יכולת המכונה — קובע את הקצב.
מכופף פאנלים הופך לגמרי את המשוואה הזו. במקום לכפות על המפעיל להזיז את הלוח דרך הכלים, הוא מחזיק את הלוח שטוח ומזיז את הכלים סביבו. החלק מדוד פעם אחת, נצמד לאורך קו המרכז שלו, והלהבים המבצעים את הכיפוף נעים לפי הצורך. התוצאה היא אותה קופסה בארבעה צדדים — אבל שינוי הלוגיקה מבטל את המאמץ הפיזי של המפעיל, ודוחס מה שהיה מאבק של שלוש דקות למחזור אוטומטי של שלושים שניות. אז מתי מכבש כיפוף הופך לנכס שלילי? ברגע שחלק דורש יותר אנרגיה להחזיקו מאשר לכופפו.
הסתכל על כיפוף Z בסיסי או על פרופיל עקירה מורכב יותר. במכבש כיפוף, ייצור כיפוף חיובי באופן מיידי ואחריו כיפוף שלילי משמעו שליפת הלוח מהתבנית, הפיכתו לחלוטין, הצבתו מחדש מול המדיד האחורי, והפעלתו שוב. אם החלק הוא פאנל אדריכלי באורך 6 רגל, ההפיכה דורשת שני מפעילים והרבה שטח רצפה. וכל פעם שהלוח עוזב את המדיד האחורי, אתה משלם "מס כלים": אובדן נקודת ההתייחסות המקורית שלך.
מכופפי פאנלים מבטלים את המס הזה דרך הקינטיקה שלהם. כיוון שהלוח נשאר מהודק שטוח בתוך מניפולטור, להבי הכיפוף העליונים והתחתונים פשוט מחליפים תפקידים. צריך כיפוף חיובי? הלהב התחתון נע מעלה. צריך כיפוף שלילי? הלהב העליון נע מטה. הלוח לעולם לא מתהפך — וחשוב מכך, הוא לא מאבד את קו המרכז שלו.
כאן מתחילה להצטבר הדיוק. מכופפי פאנלים מודרניים מספקים דיוק מכיפוף לכיפוף של ±0.008 אינץ' וחזרתיות של ±0.004 אינץ' לא רק כי מערכות הסרוו שלהם משוכללות מאוד, אלא כי הם מודדים את עובי החומר ואת עיוותו בזמן אמת. המכונה מפצה באופן אוטומטי על שינויים שמפעיל מכבש הכיפוף היה רודף אחריהם באמצעות שימס או כיפופים ניסיוניים. באמצעות מניפולציה של הפלנג' במקום הפיכת הלוח, אתה מסיר את המשתנה האנושי ממשוואת הגיאומטריה לחלוטין. עבור כיפופים מורכבים כמו רדיוסים גדולים, ציוד מיוחד כלי כיפוף רדיוס יכול להיות חיוני, אפילו במכבשים מסורתיים.
בדיקת מגבלה: אם התהליך הנוכחי שלך דורש שני מפעילים רק כדי להפוך חלק בין כיפוף חיובי לשלילי, האם אתה משלם עבור עיבוד מתכת — או עבור הרמת משקולות מתואמת?
| סעיף | תוכן |
|---|---|
| נושא | כיפוף חיובי ושלילי: למה מניפולציה של הפלנג' עדיפה על הפיכת הלוח |
| תרחיש | בכיפוף Z או בפרופיל עקירה במכבש כיפוף, ייצור כיפוף חיובי ואחריו שלילי דורש שליפת הלוח, הפיכתו, הצבתו מחדש מול המדיד האחורי, והפעלתו שוב. חלקים גדולים (למשל פאנלים באורך 6 רגל) דורשים שני מפעילים ושטח רצפה משמעותי. כל שליפה מהמדיד האחורי גורמת לאובדן נקודת ההתייחסות המקורית (“מס כלים”). |
| יתרון מכופף פאנלים | מכופפי פאנלים שומרים על הלוח מהודק שטוח בתוך מניפולטור. להבי הכיפוף העליונים והתחתונים מחליפים תפקידים: הלהב התחתון נע מעלה עבור כיפופים חיוביים, והלהב העליון נע מטה עבור כיפופים שליליים. הלוח נשאר במקומו ושומר על קו המרכז שלו. |
| יתרונות דיוק | מכופפי פאנלים מודרניים משיגים דיוק מכיפוף לכיפוף של ±0.008 אינץ' וחזרתיות של ±0.004 אינץ'. הם מודדים עובי חומר ועיוות בזמן אמת ומפצים באופן אוטומטי על שינויים, ובכך מבטלים את הצורך בשימס וכיפופים ניסיוניים. |
| תובנה מרכזית | מניפולציה של הפלנג' במקום הפיכת הלוח מסירה משתנים אנושיים ממשוואת הגיאומטריה ומגבירה את הדיוק. |
| בדיקת מגבלה | אם נדרשים שני מפעילים רק כדי להפוך חלק בין כיפופים, האם אתה משלם עבור עיבוד מתכת — או עבור הרמת משקולות מתואמת? |
היכנס לחנות שמנסה לסגור את פער האוטומציה בתקציב מוגבל, ותמצא לעיתים קרובות מקפל CNC חצי־אוטומטי. הצעת המכירה מפתה: אתה מקבל את הקינמטיקה של קורת הכיפוף כמו במכופף פאנלים ללא השקעה של שבע ספרות. המפעיל מזין את הלוח, הקורה יוצרת את הפלנג', והמכונה מתאימה אוטומטית את זווית הכיפוף.
אבל קיבולת תיאורטית שווה מעט אם עדיין כוח אדם מניע את התהליך. מקפלים חצי־אוטומטיים דורשים מהמפעיל לסובב ידנית את החלק עבור כל צד חדש. אתה מרוויח את תנועת הקיפול, אך שומר על אותו נטל טיפול שמאט מכבש כיפוף.
גרוע מכך, תיקיות בדרך כלל חסרות את הטונאז' של מכופף לוחות ואת מהירות הלחיצה בציר המרכז של מכופף פאנלים אמיתי. התוצאה היא מכונה שמתקשה להתמודד עם חומר עבה ועדיין תלויה במפעיל כדי להזיז ידנית פאנלים מגוונים. במקום לקבל את היתרונות משני העולמות, אתה לעיתים קרובות יורש את המגבלות של שניהם: מגבלת עובי מהתיקייה ונטל הטיפול הידני מהמכופף. בייצור אמיתי בעל מגוון רחב – שבו גיאומטריות מורכבות מכתיבות את הקצב – אוטומציה חלקית מסירה רק חלק מצוואר הבקבוק.
צפה במפעיל שעובר מקיפול סטנדרטי של 90 מעלות לקיפול "דמעת" במכופף לוחות קונבנציונלי. עליו לשחרר את האגרוף, להביא את עגלת הכלים, להתקין תבנית השטחה, ליישרה ולהפעיל חתיכת ניסיון כדי לבדוק את התוצאה. אלו 15 דקות של השבתת הגדרה טהורה. חזור על כך ארבע פעמים במשמרת, והקרבת שעה של זמן עיבוד יצרני לטובת "מס המסור".
האמת הקשה בייצור מתכת מגוון היא זו: השוליים שלך אינם נקבעים לפי כמה מהר המכונה יכולה לכופף – אלא לפי כמה מהר היא יכולה לשנות כיוון. מכופפי פאנלים אוטומטיים פותרים זאת באמצעות קינמטיקה מרובת כלים. במקום להחליף בלוקי כלים כבדים ידנית, מכופף פאנלים מבוקר CNC משתמש במחליף כלים משולב או במערכת להב אוניברסלית שמתכיילת מחדש בזמן אמת. אם הפרופיל הבא דורש קיפול מדורג ואחריו רדיוס גדול, הלהבים העליונים והתחתונים מתאימים את נקודות הציר ועומק התנועה במילי־שניות. הגיליון נותר מהודק. הכלים מתאימים את עצמם סביבו. קיפולי קצה, רדיוס ומדורגים מבוצעים בהגדרה אחת – ללא התערבות ידנית. עבור מכופפי לוחות מסורתיים, השגת גמישות דומה בפרופילים מורכבים דורשת לעיתים קרובות השקעה ב־ כלי כיפוף מיוחדים.
כאשר סדנאות מנתחות פעולות CNC רב־ציריות, הן לעיתים מגלות מציאות קשה: הידוק הסיבולות בגיאומטריות מורכבות יכול בקלות להכפיל את העלות לכל חלק. ניסיון לשמור על סיבולת של ±0.005 אינץ' בקיפול מורכב באמצעות הגדרה ידנית פירושו ניסויי כיפוף, פסולת והתאמות אינסופיות. מפתה לעיין בגיליונות המפרט – מגבלות טונאז', מהירויות תנועה – ולחשוב שהחומרה מגדירה את הגבול. אך קיבולת תיאורטית חסרת ערך אם המפעיל עייף או נאלץ לאמוד את הקפיצת החומר לפי תחושה.
כאשר קיפולים מורכבים מצטלבים עם דיוק הנשלט בתוכנה, המוקד עובר מכוח גס לשליטה חזויה. מכופפי פאנלים מודרניים מודדים את חוזק המתיחה ואת השונות בעובי של לוח ה־16 גייג' המהודק לפני ביצוע הכיפוף הסופי. התוכנה מחשבת את זווית הכיפוף המדויקת הנדרשת ומכווננת את קינמטיקת המכונה בזמן אמת.
עם זאת, אוטומציה של הגדרה אחת מציגה סיכון משלה. דיוק התוכנה תלוי כולו במעבד יצוא מתוכנן כהלכה. אם המודל הקינמטי במערכת ה־CAM אינו תואם לחלוטין את מגבלות המכונה הפיזיות – כגון גבולות תנועת הצירים או כיווני הסיבוב – התוצאה אינה קיפול מושלם, אלא פגיעה בחומר, זמן מחזור מבוזבז, או אף התנגשות רב־צירית. אוטומציה של הגדרה אחת מגדילה טעויות תכנות באותה יעילות שהיא מגדילה את התפוקה. אך כאשר המעבד מכויל היטב, המכונה מפצה אוטומטית על שינויים בחומר, דבר שבאופן רגיל היה דורש בדיקות מיקרומטר מתמדות ממפעיל מיומן מאוד.
העמד מכופף לוחות קונבנציונלי לצד מכופף פאנלים אוטומטי ועבד 5,000 ארונות חשמל זהים. עם הגדרה מדויקת ומפעיל יציב, ייתכן שהמכופף ינצח בתחרות הפעימות לדקה. על הנייר זה נראה כמו יעילות שיא. אך מה יקרה כשהלו"ז יעבור לחמישה ארונות, אחר כך 12 סוגרי מיזוג, ואז שלושה חזיתות נירוסטה מותאמות אישית? המכופף יורד לאפס פעימות לדקה בעוד המפעיל מתמודד עם שלושה שינויי כלים נפרדים.
בייצור בעל מגוון גבוה ונפח נמוך, תפוקה גולמית היא מדד ראוותני. הגמישות היא שמניעה למעשה את הרווחיות. מכופף פאנלים מבוקר CNC סופג את "מס הכלים". קינמטיקה רב־כלית שלו יכולה לעבור מכלי חד־זווית של 90 מעלות לפרופיל רדיוס גדול באותו רגע שבו המניפולטור מסובב את החלק – ובכך מקטינה את זמן ההגדרה לאפס. אינך עוד נאלץ לאגד עבודות רק כדי להצדיק שינויי הגדרות; אתה יכול להריץ חלקים בסדר המדויק שהמחלקה המבצעת דורשת. התוצאה היא פחות מלאי בתהליך ושינוי התנודתיות במגוון הגבוה מנכסי לו"ז ליתרון תחרותי.
בדיקת מגבלה: האם אתה מודד את קיבולת הסדנה שלך לפי מהירות מחזור המכונה – או לפי מספר החלקים השונים והמוגמרים שמגיעים בפועל לרציף המשלוחים בסוף המשמרת?
היכנס לסדנה המעבדת נירוסטה 304 בעובי 16 גייג' עם ארבעה שינויי כלים ידניים במשמרת. צפה במפעיל זורק את שני הגיליונות הראשונים בכל הגדרה רק כדי לכוונן את הקפיצה לאחור. בעלות של $45 לכל גיליון, ועוד 20 דקות זמן הגדרה לכל שינוי, הפעולה הזו מאבדת בשקט יותר מ־$500 ביום לפני שחלק תקין יחיד מגיע למשטח המשלוח. זהו "מס הכלים" בצורתו הטהורה – קנס מצטבר שמוחל על כל אצווה מגוונת, ושוחק בהתמדה את שולי הרווח בעוד המכונות נראות עסוקות. סף האוטומציה נדיר כלל, והוא כמעט אף פעם לא קשור לייצור מיליון חלקים זהים. מדובר בזיהוי הרגע המדויק שבו ניקוז יומי זה חוצה את עלות תשלום הציוד החודשי.
ותיק בן 20 שנה יכול לחוש את נקודת הכניעה של אלומיניום 5052 דרך סוליות מגפיו ולכוונן את המעצור האחורי ביד אינסטינקטיבית. אך אותו ותיק פרש בשנה שעברה, והעובד החדש נאבק להזיז לוח ששוקל 40 פאונד תוך כדי מבט מטר על סרגל הפוך. המציאות הלא נעימה היא זו: שליטה ידנית משתלמת רק כשהמפעיל יוצא דופן. כאשר כוח אדם מיומן נדיר, תלות במפעיל מכניסה שונות יקרה ללוח הזמנים של הייצור שלך. מפעיל חסר ניסיון לא רק עובד לאט יותר – הוא מהסס, מכופף יתר על המידה, וחונק את זרימת ההרכבה כולה בעיכובי תיקונים.
אנו נוטים לעיין בגיליונות מפרט של מכונות – מגבלות טונאז', מהירויות תנועה – ולחשוב שהציוד מגדיר את התקרה שלנו. אך קיבולת תיאורטית חסרת משמעות אם השרירים האנושיים הטוענים את המכונה מותשים.
מכופפי פאנלים CNC אוטומטיים מתמודדים עם תלות זו באופן ישיר. על־ידי העברת טיפול החומרים ומיקום הכלים למפעילים ממונעים מבוקרי סרו, ובשילוב עם בקרים אינטואיטיביים, ניתן לצמצם את התלות במפעיל בעד 40 אחוזים. המכונה מודדת את הלוח, מחשבת את קצב הכיפוף ומבצעת את הרצף בדיוק. ההצדקה הכלכלית לשליטה ידנית מתפוררת ברגע שמשלמים שכר מיומן כדי לייצר פסולת לא מיומנת. מדוע להמשיך לממן תהליך ידני כאשר העלות האמיתית לחלק משתנה עם רמת האנרגיה של המפעיל בשעה שלוש אחר הצהריים?
דמיין שהגשת הצעת מחיר לסדרה של 150 מארזים חשמליים מורכבים. לפי ההיגיון המסורתי, CNC נעשה כלכלי רק בנפחים גבוהים, בעוד שמכופפי לחיצה ידניים מנצחים בעבודות קצרות. ההיגיון הזה נשבר בסביבת מתכת יריעות בעלת מגוון רחב. במכופף ידני, שמירה על סיבולת של ±0.005 אינץ’ בקפל מורכב דורשת כיפופי ניסוי. אם תגרוט שלושה חלקים במהלך ההתקנה בעבודה של 150 יחידות, כבר שרפת 2 אחוזים מתקציב החומרים שלך. הכפל זאת בעשרה סוגי חלקים שונים בשבוע אחד, וההפסדים מטפסים במהירות.
מכופף פאנלים אוטומטי מגיע עם עלות ראשונית מרשימה—לעיתים כפולה ממחירו של מכופף לחיצה מהשורה הראשונה. עם זאת, להב הכיפוף האוניברסלי שלו ופיצוי העובי בזמן אמת מבטלים לחלוטין את הצורך בכיפופי ניסוי. החלק הראשון היוצא מהמכונה מוכן לייצור. כאשר משווים השקעת הון של $400,000 לשיעור גריטה עקבי של 3 אחוזים בחומרים יקרי ערך—יחד עם זמן ההתקנה שלא ניתן לשיחזור לצורך התאמת הסיבולות—חלון ההחזר מצטמצם מעשורים לכמה שנים בלבד. אינך משקיע בכיפופים מהירים יותר; אתה משקיע בהסרה קבועה של בזבוז ההתקנה. איפה עוד ברצפת ייצור אפשר למעשה לרכוש ערבות לאפס גריטה?
הוצאת הזמנת רכישה לתא כיפוף אוטומטי יוצרת מיד הלם הוני. היישום דורש לרוב שדרוג מערכות CAM ישנות, הכשרת מתכנתי תוכנה מחדש, והתמודדות עם התנגדות ראשונית של מפעילים שמפקידים יותר אמון בכלים מפלדה מוצקה מאשר בדיוק הנשלט על ידי תוכנה. חיכוך המעבר הזה יכול לעכב את ההחזר הראשוני, ולהפוך את תג המחיר למשקל על צוואר החברה במהלך שני הרבעונים הראשונים של ההטמעה.
עם זאת, ההחזר האמיתי על ההשקעה מתגלה ביציבות חוזים. ברגע שמיסי הכלים נעלמים, תפוקת העבודה הופכת לחזויה מתמטית. אתה יודע בדיוק כמה זמן יידרש לאצווה של 50 חזיתות מותאמות אישית, משום שזמן ההתקנה מבוטל והגריטה כמעט לא קיימת. רמת ודאות זו מאפשרת לך להתחרות על חוזים תובעניים של ייצור לפי דרישה (JIT) ל-OEMs, שחברות בעלות הפעלה ידנית מתקשות להבטיח ללא שמירה על מלאי בתהליך עבודה יקר. האוטומציה סופגת את שונות המוצרים הרבים, וממירה כאוס תזמון להכנסות יציבות ונשענות.
בדיקת מגבלות: אם הפעילות שלך מבצעת בממוצע יותר מארבע החלפות משמרת בשיעורי גריטה העולים על שלושה אחוזים, האם מכופף פאנלים אוטומטי באמת מותרות יקרות—או שהוא הדרך היחידה האפשרית לשמור על שוליים בתקופה של מחסור בעובדים מיומנים? לניתוח מפורט המותאם לפעילות שלך, מומלץ צור קשר לקבלת ייעוץ.
תאר לעצמך שאתה מניח מכופף פאנלים CNC נקי ומבוקר אקלים במרכז אתר בנייה מסחרי בוצי. על רצפת בטון מלוטשת, מוקף ביריעות נקיות בעובי 16 גייג’, הוא מגלם יעילות מקסימלית. אך בעולם האמיתי—מול ערימת לוחות ארכיטקטורה בעובי חצי אינץ’ שחייבים להתעצב בדיוק לפי קיר בטון יצוק—אותו מכשיר יוקרתי בשווי חצי מיליון דולר הופך במהירות למשקולת נייר יקרה מאוד. האוטומציה מצטיינת בתנאים מבוקרים. השטח כמעט לעולם לא מספק אותם. אנו משקיעים כל כך הרבה זמן בחישוב ה-ROI של כיפוף ללא התקנה שאנו מתעלמים מהמגבלות הפיזיות של המכונה. מגיע רגע שבו עלויות הכלים הופכות ללא רלוונטיות—מפני שהמערכת האוטומטית פשוט אינה מסוגלת לבצע את המשימה.
אנו נוטים לבחון דפי נתונים—דירוגי טונות, מהירויות שבץ—כאילו המכונה מגדירה את הגבול. לפעמים, עם זאת, האילוץ האמיתי הוא מיקוד גיאוגרפי. ייצור אדריכלי פירושו לעיתים התאמת מתכת למבנים שנוצקו, נמסגרו או נרתכו לפי “סיבולות שטח”—במילים אחרות, שום דבר אינו מרובע לחלוטין. כאשר מכופפים חזיתות מבניות כבדות או מיתרי מדרגות בהתאמה אישית, לעיתים נדירות יש לך את המותרות למדוד באתר, לעדכן קבצי CAD, להריץ את החלק דרך תא CNC גדול ולשלוח בחזרה—רק כדי לגלות שהבטון שקע בשמינית אינץ’.
השטח דורש התאמה בזמן אמת. מכופפי לחיצה הידראוליים מסורתיים או מכופפי ניידת כבדים יכולים להיגרר לאתר עבודה, להיות מופעלים על ידי גנרטור דיזל, ולהיות מופעלים על ידי בעל מקצוע שמודד את הפער בפועל—לא את מודל ה-CAD התיאורטי. אתה מקריב את רמת הדיוק של המפעל לטובת מציאות גיאוגרפית. מכופף פאנלים CNC מקובע לרצפת המפעל שלך, תלוי בקלטים מושלמים כדי לספק תוצרים מושלמים. כאשר אתר העבודה עצמו הופך למשתנה, האוטומציה התעשייתית מפנה את מקומה למפעיל מיומן עם מטר סרט, מכופף נייד מחוספס, ושיפוט שמאפשר כיפוף תוך כדי תנועה.
המציאות הלא נעימה היא שמכופפי פאנלים מתוכננים למתכת יריעות—לא ללוחות שריון. היתרון המכני שלהם תלוי בלהבים מנועים בקפיצות (סרבו) שמקפלים חומר סביב קורת אחיזה מרכזית. המעבר מגימור נירוסטה בעובי 14 גייג’ ללוח פלדה A514 בעובי חצי אינץ’ ובעוצמה גבוהה במיוחד לאלמנטים אדריכליים משנה את הפיזיקה לחלוטין.
לא ניתן לכופף לוח פלדה בעובי חצי אינץ’ בעזרת אותם מנגנונים מכווננים במדויק שנועדו לקמט מארז חשמלי קל משקל.
לוחות כבדים דורשים טונות רבות ומרוכזות מאוד וכלי V ייעודיים המסוגלים להכריח את החומר להתעוות מבלי לפגוע במבנה הגרעין שלו. אם תדחוף מכופף פאנלים לתחום הזה, הגיאומטריה שלו עצמה הופכת לנקודת חולשה. הלהבים האוטומטיים או שאינם חזקים מספיק לעיוות נכון של הלוח, או שהעומסים הקיצוניים הנדרשים מסכנים את המנגנונים הפנימיים המורכבים של המכונה. מכופפי לחיצה כבדים מנצחים בזירה הזו משום שעיצוב האילן האנכי שלהם פשוט ויסודי להפליא. אין זרועות קיפול מורכבות—רק פאנץ' פלדה מוקשחת הננעצת לתוך תבנית פלדה מוקשחת בעזרת מאות טונות של כוח הידראולי גולמי.
גם אם החלקים שלך נופלים מבחינה טכנית בגבולות העיבוד של מכופף אוטומטי, ייתכן שמתקנך עצמו יפסול את האפשרות. תא כיפוף אוטומטי מלא עם מגדלי טיפול בחומרים משולבים דורש שטח משמעותי. לעיתים קרובות הוא מצריך יסודות בטון מחוזקים למניעת שקיעה, אספקת חשמל של שלושה פאזות 480V עם קיבולת אמפר גבוהה, וסביבה מבוקרת אקלים כדי להגן על מערכות הסרבו הרגישות מפני אבק ופסולת.
לעומת זאת, מכופפי לחיצה מסורתיים סובלניים באופן מרשים לסביבתם. ניתן להציב מכופף של 150 טון בפינה חשוכה של הסדנה, לחברו לחשמל תעשייתי סטנדרטי, ולצפות ממנו שיעבד לוחות כבדים באמינות במשך עשורים עם תחזוקה מינימלית. אם מתקן הייצור שלך מוגבל במקום, אספקת החשמל שלך כבר בשיאה, או שהוצאות ההון שלך מוגבלות מאוד, התפוקה התאורטית של תא CNC הופכת ללא רלוונטית. אינך יכול לרכוש יעילות עם שטח וכוח שאין לך בפועל.
בדיקת מגבלות: האם אתה מייצר גיאומטריות עדינות ורבות גוונים שמצדיקות באמת מהנדוס מחדש של כל תשתית הסדנה שלך—או שאתה מנסה לפתור אתגר של לוחות אדריכליים כבדים בעזרת מערכת אוטומטית עדינה ושבירה?
המציאות הקשה היא זו: קטלוגי ציוד נועדו למכור לך את קיבולת השיא התיאורטית, בעוד רצפת הייצור שלך חיה ומתה על פי התפוקה המינימלית בעולם האמיתי. קל להתפתות לשקוע בגיליונות מפרט — לחשב מגבלות טונאז' ומהירויות מהלך כאילו המכונה עצמה היא צוואר הבקבוק. אבל מכונה היא רק כלי. המגבלה האמיתית היא השילוב הספציפי שלך של חומרים, גיאומטריות החלקים וכוח העבודה.
מכופף פנלים אוטומטי לחלוטין עשוי לספק 17 כיפופים בדקה ללא שינויי כלים ידניים, ולהציג את עצמו כמגביר הרווחיות האולטימטיבי. אך אם תזין אותו בחלקים הלא נכונים, בעצם השקעת במייצר פסולת יעיל מאוד. כדי לבטל את "מס הכלים" בלי להתקין צוואר בקבוק בשווי חצי מיליון דולר, הפסיק לשאול מה מכונה יכולה לעשות בבידוד. התחל לשאול מה באמת שוחק את הרווחיות שלך על הרצפה היום.
לאוטומציה יש תקרת זכוכית—ולעתים קרובות היא נמדדת באלפים של אינץ'.
מכופפי פנלים מצטיינים כאשר הם מקפלים אלומיניום או פלדת אל-חלד בעובי 14 גייג' לחלקים מורכבים באורך של עד 10 רגל. אבל אם העבודה המרכזית שלך נוטה לכיוון 10 גייג' או פלטה בעובי רבע אינץ', להבים עדינים ומונעי סרוו של מכונת כיפוף CNC פשוט לא יזיזו את החומר. התחל במיפוי טווח עובי החומר שלך. חוקי הפיזיקה בלבד עשויים להוציא את מכופף הפנלים מהשיקול עוד לפני שתציץ בתג המחיר.
לאחר מכן, בדוק את גיאומטריית החלק שלך. למכופפי פנלים יש עומקי גרון רדודים יחסית בהשוואה לגובה הפתוח המרווח של מכבש כיפוף מסורתי. אם אתה יוצר ארונות חשמל עמוקים או שטחים גבוהים, הארכיטקטורה הפיזית של המכונה יכולה למנוע מהחלק להסתובב במהלך רצף הכיפוף.
אפילו כיפופי Z סטנדרטיים מגיעים עם מגבלות מחמירות על מכונת כיפוף אוטומטית. כדי להימנע מהתנגשויות כלים, בדרך כלל נדרש גובה כולל מינימלי של לפחות 2.5× עובי החומר ואורכי שטח של 1.5× העובי. אם האצווה הממוצעת שלך מורכבת מ-15 חלקים משתנים מאוד עם גיאומטריות קופסה עמוקות, יתרון “ללא הכנה” נעלם — כי החלק פשוט אינו יכול להסתובב בתוך המכונה.
בדיקת מגבלה: האם חלקיך באמת דקים ושטוחים מספיק כדי להסתובב בתוך גרונו של מכופף פנלים, או שאתה מנסה לדחוף קופסאות כבדות בגייג' עבה דרך מכונה שתוכננה לעבודה רדודה ועדינה?
לאחר שהפיזיקה מובנת, עליך לאתר את הגורם המעכב התפעולי. צא אל תא הכיפוף וצפה במפעיל במשך שעה. אם פabricator מנוסה מבזבז 40 דקות על פירוק ובנייה מחדש של כלים מורכבים במערך מדורג עבור ייצור של 20 חלקים, צוואר הבקבוק שלך הוא זמן ההכנה. זהו מס הכלים האמיתי — וזה בדיוק המקום שבו מכופף פנלים CNC מצדיק את עצמו על ידי קונפיגורציה מחדש של הכלים בשניות.
אבל מה אם ההכנה מהירה ועדיין מיכל הפסולת מתמלא בחלקים מכופפים בכיוון הלא נכון או בסדר הלא נכון?
אז אתה מתמודד עם מחסור בכישורים ומורכבות גיאומטרית. מכבש כיפוף תלוי לחלוטין בשיפוט המרחבי של המפעיל כדי להפוך ולסובב את גיליון החומר נכון. מכופף אוטומטי מוציא את הידיים האנושיות מהתהליך — מהדק את החלק פעם אחת ומבצע כל כיפוף חיובי ושלילי בדיוק. אבל תפוקה תיאורטית של מכונה לא שווה כלום אם האנשים שמזינים אותה מותשים. אם ההאטה שלך נובעת מהעברת חלקים כבדים אך פשוטים דרך תבנית V של 90 מעלות סטנדרטית, האוטומציה לא תפתור זאת. מנוף זרוע ופריסת טיפול בחומרים חכמה יותר כן.
סדנאות נדירות נכשלות בגלל חוסר עבודה; הן נכשלות מקבלת עבודה שהן לא יכולות לעכל. כאשר אתה רוכש מכונה כדי לפתור נקודת כאב ספציפית של היום, אתה קושר את יכולותיך להווה. אם ייצור מגוון גבוה בעובי 16 גייג' הנוכחי שלך מצדיק מכופף פנלים, ההשקעה הגיונית. אבל אפילו מכופפי פנלים החכמים והגמישים ביותר מצטיינים בספיגת מגוון גבוה רק בגבולות הפיזיים שלהם. הם לא יכולים להתגבר על מגבלות טונאז' בסיסיות.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
