Показани 1–9 от 42 резултата
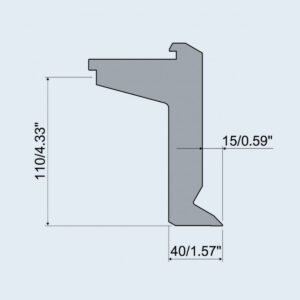
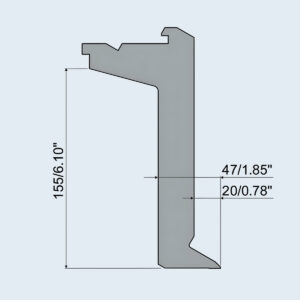
Тип R1, инструменти за огъване на панели
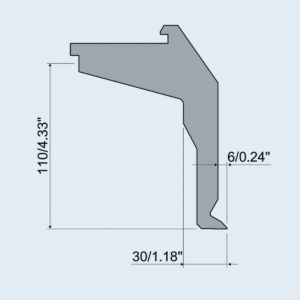
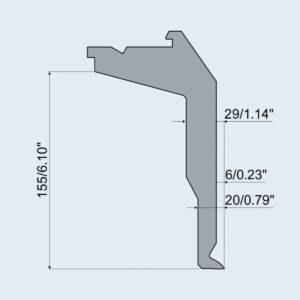
Тип R1, инструменти за огъване на панели
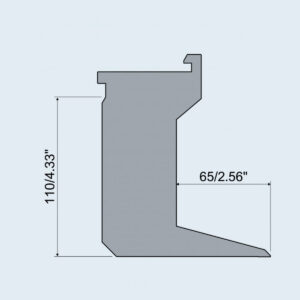
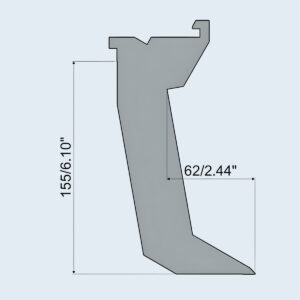
Тип R1, инструменти за огъване на панели
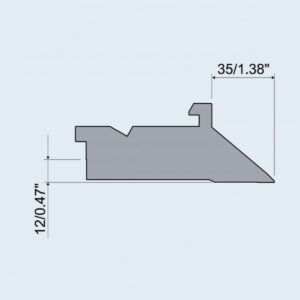
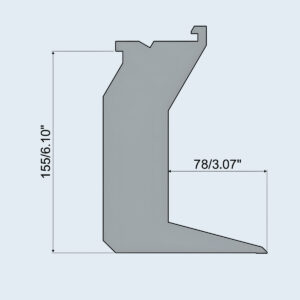
Тип R1, инструменти за огъване на панели
Тип R1, инструменти за огъване на панели
Тип R1, инструменти за огъване на панели
Тип R1, инструменти за огъване на панели
Тип R1, инструменти за огъване на панели
Тип R1, инструменти за огъване на панели
Гледайте опитен оператор, който оформя корпус от неръждаема стомана с дебелина 16 gauge на конвенционален абкант. Самото огъване отнема може би дванадесет секунди. Плъзгачът се спуска, металът отстъпва и детайлът е готов. Изглежда като върхова ефективност.
Но застанете на работния под със секундомер и отчетете четиридесет и петте минути преди това огъване — търсене на правилните сегментирани пуншове, пробни огъвания, подлагане на шими, бракувани заготовки — и неефективността става очевидна.
Тези невидими четиридесет и пет минути са данък, наложен върху всяка краткосерийна партида, която произвеждате. Именно затова вашият цех е постоянно зает, а маржовете ви отказват да растат. За да се освободите истински, разбирането и оптимизирането на вашия Инструменти за абкант преса е първата критична стъпка.
Неприятната реалност е следната: вашият цех не е ограничен от това колко бързо екипът ви може да огъне фланец. Ограничен е от всичко, което се случва между огъванията. Времето за ръчна настройка, брак и умората на операторите функционират като сложен данък. Всеки път, когато някой хване шестостенен ключ, за да регулира задния упор, имате разход. Всеки път, когато тежък компонент изисква двама оператори, за да го обърнат, имате друг разход. В крайна сметка ефективната данъчна ставка става непосилна — и ръчното Стандартни инструменти за абкант преса просто престава да има финансов смисъл.
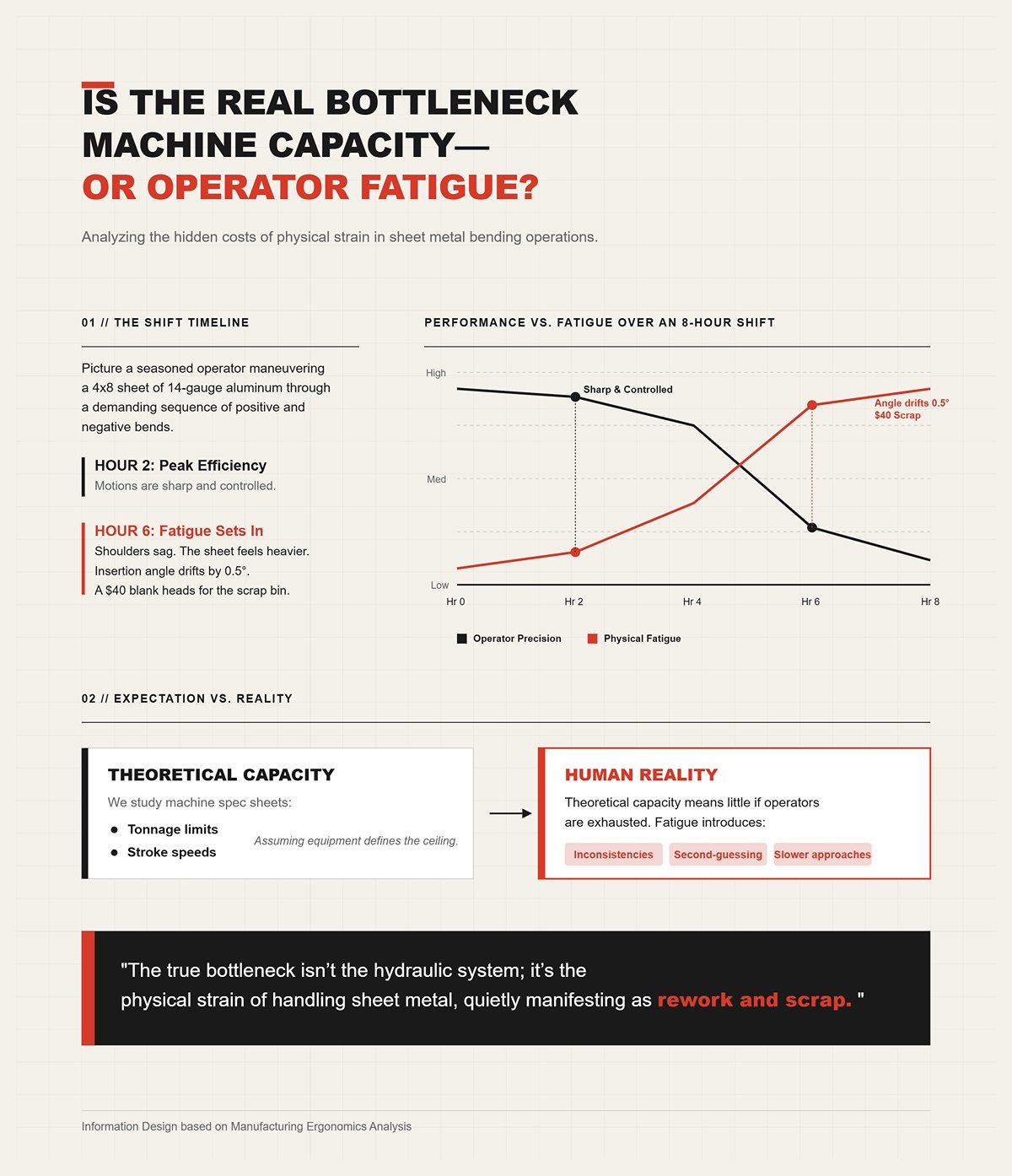
Представете си опитен оператор, който маневрира лист алуминий 4×8 с дебелина 14 gauge през изискваща последователност от положителни и отрицателни огъвания. Два часа след началото на смяната движенията са остри и контролирани. До шестия час раменете увисват. Листът се усеща по-тежък. Ъгълът на вмъкване се отклонява с половин градус и изведнъж заготовка $40 се изпраща към контейнера за брак.
Склонни сме да изучаваме техническите спецификации на машината — граници на тонажа, скорости на хода — приемайки, че оборудването определя тавана. Но теоретичният капацитет означава малко, ако човешките оператори, които подават материала, са изтощени. Умората въвежда фини несъответствия. Уморен оператор се съмнява в задния упор, пуска допълнителна пробна детайлка или забавя подхода на плъзгача. Истинският „бутилков“ фактор не е хидравличната система; това е физическият стрес от работа със стоманени листове, който тихо се проявява като повторна работа и брак.

Помислете за типичен вторник с голяма продуктова смесица: петдесет скоби, дванадесет електрически корпуса и пет персонализирани HVAC панели. При конвенционална настройка смяната на сегментираните инструменти за тези три задачи може лесно да отнеме час. При тарифа на цеха от $120 на час, това са $120 похарчени без да се огъне нито едно парче метал.
Това е данъкът върху инструментите в най-наказателната му форма. В производство с голям обем, час подготовка, разпределен върху десет хиляди детайла, е едва забележим. При производство с голяма смесица и кратки серии, същият час може да унищожи целия марж на задачата. Много собственици на цехове определят смените като “прости”, защото смяната на пунш технически не е трудна. Но реалната цена надхвърля физическата смяна. Включва пробни огъвания, прецизиране и нарушаване на работния процес. Всеки момент, в който машина стои бездействаща, докато операторът наглася щанцата с месингов чук, неефективността тихо се финансира.
Стандартен хидравличен абкант може да завърши цикъл на плъзгача за по-малко от три секунди — изключително бързо. Но по-внимателният поглед върху цяла смяна често показва, че машината активно огъва метал по-малко от 20% от времето. Скоростта на огъване няма значение, ако полученият ъгъл е неправилен.
Повторяемостта е единствената метрика, която наистина защитава производителността. При ръчни инструменти повторяемостта зависи изцяло от способността на оператора да позиционира детайла спрямо упорите идентично — стотици пъти последователно — въпреки вариациите в еластичното възстановяване на материала. Ако първият детайл отнема десет секунди, но следващият отнема петнадесет, защото операторът спира, за да провери фланец, тогава времето на цикъла ви не е десет секунди. То е променливо — а променливостта убива ефективността.
Проверка на ограниченията: Ако най-опитният ви оператор отсъства утре, дали производителността ви пада с 50% или процесът ви остава в правия път?
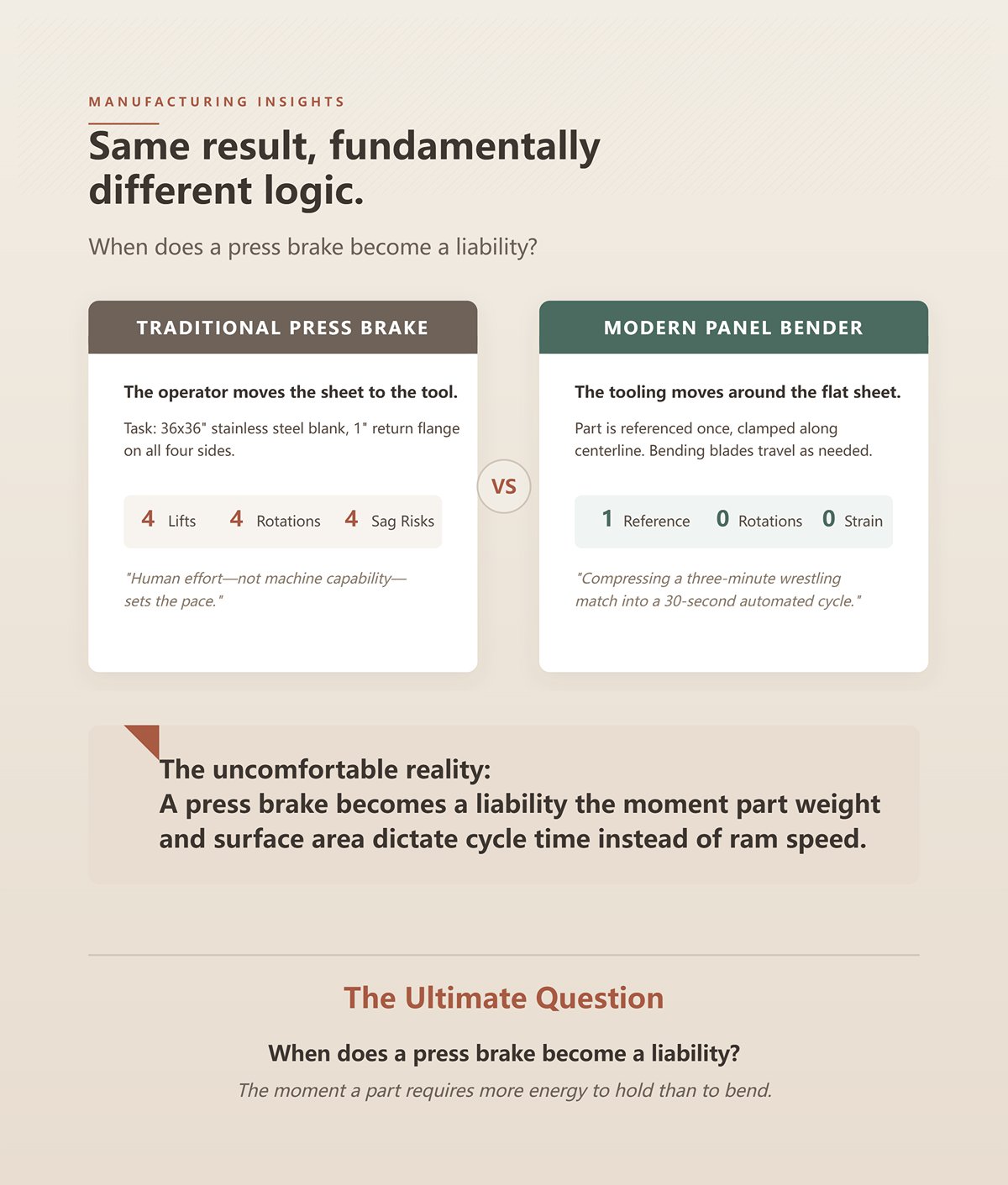
Дайте на оператор парче от 36 на 36 инча от неръждаема стомана, дебелина 16 гейджа, и му поискайте едноинчов фланец по всички четири страни. При традиционна абкант машина логиката изисква операторът да премести листа до инструмента. Те вдигат заготовката, подравняват я към задния упор, спускат рамата, след което физически завъртат цялата обемиста квадратна плоча на деветдесет градуса. Четири огъвания изискват четири повдигания, четири завъртания и четири възможности листът да провисне дори само с половин градус спрямо задния упор.
Неудобната истина е следната: абкантът се превръща в пасив, в момента в който теглото и повърхността на детайла започнат да определят времето на цикъла вместо скоростта на рамата. Склонни сме да разглеждаме техническите данни на машините – капацитет на натиск, дължина на хода, скорост на приближаване – и да приемаме, че оборудването е тесното място. На практика, при огъване на големи панели, абкантът превръща оператора в основната система за манипулиране на материала, а човешките усилия – не възможностите на машината – определят темпото.
Панелният бендер напълно обръща това уравнение. Вместо да принуждава оператора да движи листа през инструмента, машината държи листа неподвижен и премества инструментите около него. Детайлът се позиционира веднъж, захваща се по централната си линия и огъващите ножове се движат според нуждата. Резултатът е същата четиристенна тава – но промяната в логиката елиминира физическото натоварване на оператора, превръщайки това, което е било три минутна борба, в трийсекунден автоматизиран цикъл. Та кога абкантът се превръща в пасив? В момента, в който детайлът изисква повече енергия, за да бъде задържан, отколкото за да бъде огънат.
Помислете за основно Z-огъване или по-сложен офсетов профил. При абкант, за да се произведе положително огъване веднага следвано от отрицателно, трябва да се извади листът от матрицата, да се обърне напълно, да се подравни отново срещу задния упор и да се изпълни още един цикъл. Ако детайлът е архитектурен панел с дължина 6 фута, това обръщане изисква двама оператори и доста свободно пространство. А всеки път, когато листът се отнеме от задния упор, плащате „данък върху инструмента“: липсата на първоначалната ориентирна точка.
Панелните бендери елиминират този „данък“ чрез своята кинематика. Тъй като листът остава захванат плоско в манипулатора, горният и долният огъващ нож просто сменят ролите си. Нужда от положително огъване? Долният нож се издига нагоре. Нужда от отрицателно огъване? Горният нож се спуска надолу. Листът никога не се обръща – и, което е най-важно, никога не губи централната си референтна линия.
Тук започва да се натрупва прецизността. Съвременните панелни бендери постигат точност от ±0,008 инча от огъване до огъване и повторяемост от ±0,004 инча не само защото техните серво системи са изключително прецизни, но и защото измерват дебелината и деформацията на материала в реално време. Машината автоматично компенсира промените, които операторът на абкант би коригирал с пластини или тестови огъвания. Манипулирайки фланеца вместо да се обръща листът, вие премахвате човешкия фактор от геометричното уравнение напълно. За сложни огъвания като големи радиуси, специализирани Инструменти за абкант преса с радиус могат да бъдат от съществено значение, дори и при традиционни абканти.
Проверка на ограничението: Ако настоящият ви процес изисква двама оператори само за да обърнат детайла между положително и отрицателно огъване, плащате ли за металообработка – или за синхронно вдигане на тежести?
| Раздел | Съдържание |
|---|---|
| Тема | Положително и отрицателно огъване: Защо манипулирането на фланеца е по-добро от обръщането на листа |
| Сценарий | При Z-огъване или офсетов профил на абкант, за да се произведе положително огъване следвано от отрицателно, е необходимо листът да се извади, обърне, подравни отново към задния упор и да се повтори цикълът. Големите детайли (напр. панели с дължина 6 фута) изискват двама оператори и значително пространство. Всяко изваждане от задния упор води до загуба на оригиналната ориентирна точка (“данък върху инструмента”). |
| Предимство на панелния бендер | Панелните бендери държат листа плоско захванат в манипулатора. Горният и долният огъващ нож сменят ролите си: долният се издига нагоре при положителни огъвания, а горният се спуска надолу при отрицателни. Листът остава на място и запазва централната си ориентирна линия. |
| Предимства в точността | Съвременните панелни бендери постигат точност от огъване до огъване ±0,008 инча и повторяемост ±0,004 инча. Те измерват дебелината и деформацията на материала в реално време и автоматично компенсират разликите, премахвайки нуждата от регулиращи пластини и тестови огъвания. |
| Ключово прозрение | Манипулирането на фланеца вместо обръщането на листа премахва човешките фактори от геометричното уравнение и увеличава прецизността. |
| Проверка на ограничението | Ако са необходими двама оператори само за да обърнат детайла между огъванията, плащате ли за металообработка – или за синхронно вдигане на тежести? |
Влезте в работилница, която се опитва да намали разликата в автоматизацията с ограничен бюджет, и често ще откриете полуавтоматична CNC машина за сгъване. Продажбената аргументация е привлекателна: получавате кинематиката на панелен бендер без инвестиция от милиони. Операторът подава листа, гредата оформя фланеца и машината автоматично настройва ъгъла на огъване.
Но теоретичният капацитет означава малко, ако човешката сила все още движи процеса. Полуавтоматичните сгъващи машини изискват операторът ръчно да завърта детайла за всяка нова страна. Получавате движението на гредата, но запазвате натоварването по манипулирането, което забавя абканта.
Още по-лошо е, че папките обикновено нямат тонажа на абкант машина и скоростта на централно затягане на истински панелен огъвач. Резултатът е машина, която се затруднява с материал с голяма дебелина, като същевременно зависи от оператор, който да маневрира панели с висока разновидност на ръка. Вместо да попаднете някъде по средата, често наследявате ограниченията и на двете: ограничен капацитет за дебелина от папката и тежестта на ръчното боравене при абканта. При истинско производство с висока разновидност — където сложните геометрии диктуват темпото — частичната автоматизация премахва само част от тесното място.
Наблюдавайте оператор, който преминава от стандартен 90-градусов фланец към капков припокрив при конвенционален абкант. Той трябва да разхлаби пуансона, да се придвижи с количката за инструменти, да монтира матрица за изравняване, да я подреди и да изработи пробна заготовка, за да провери притискането. Това са 15 минути чисто престояване за настройка. Повторете това четири пъти в рамките на една смяна и сте пожертвали един час продуктивно време на шпиндела в името на „данъка за инструменти“.
Горчивата истина при листовия метал с висока разновидност е следната: вашият марж не се определя от това колко бързо машината може да огъва — определя се от това колко бързо може да промени посоката. Автоматизираните панелни огъвачи решават това с кинематика с много инструменти. Вместо да сменяте тежки блокове ръчно, CNC панелният огъвач използва интегриран смяна на инструменти или универсална система с огъващо острие, която се преконфигурира в реално време. Ако следващият профил изисква офсетно огъване и след това голям радиус, горните и долните остриета коригират своите точки на въртене и дълбочини на хода за милисекунди. Листът остава затегнат. Инструментите се адаптират около него. Припокрив, радиус и офсетно огъване се изпълняват в една настройка — без ръчна намеса. За традиционните абканти постигането на подобна универсалност за сложни профили често изисква инвестиция в Специални инструменти за абкант преса.
Когато работилниците анализират многоосови CNC операции, често откриват сурова реалност: стягането на толерансите при сложни геометрии може лесно да удвои себестойността на частта. Опитът да се поддържа толеранс ±0,005 инча при комплексен фланец с ръчна настройка означава тестови огъвания, бракуване и безкрайно добавяне на подложки. Изкушаващо е да се изучават техническите листове на машините — тонажни лимити, скорости на хода — и да се предполага, че хардуерът определя тавана. Но теоретичният капацитет е без значение, ако операторът е уморен или ако е принуден да преценява отскока на материала на усет.
Когато сложни фланци се пресекат с прецизност, управлявана от софтуер, фокусът се измества от грубата сила към предиктивния контрол. Съвременните панелни огъвачи измерват якостта на опън и вариациите в дебелината на конкретния лист 16-gauge, затегнат на място, преди да извършат окончателното огъване. Софтуерът изчислява точното припокриване, което е необходимо, и коригира кинематиката на машината в реално време.
С това казано, автоматизацията с една настройка носи своя собствен риск. Прецизността на софтуера зависи изцяло от правилно конфигуриран постпроцесор. Ако кинематичният модел на CAM системата не съответства на физическите ограничения на машината — като например лимити на осевото движение или посоки на въртене — резултатът не е безупречен фланец. Това е надраскване, изгубено време на цикъла или дори многосов сблъсък. Автоматизацията с една настройка увеличава програмните грешки също толкова ефективно, колкото увеличава производителността. Но когато постпроцесорът е правилно настроен, машината автоматично компенсира вариациите на материала, които иначе биха изисквали постоянни проверки с микрометър от високо квалифициран оператор.
Сложете конвенционален абкант до автоматизиран панелен огъвач и произведете 5000 идентични електрически корпуса. С точна настройка и стабилен оператор, абкантът може дори да спечели битката за удари в минута. На хартия това изглежда като пиково ефективно производство. Но какво се случва, когато графикът се промени на пет корпуса, след това дванадесет HVAC конзоли, след това три персонализирани фасции от неръждаема стомана? Абкантът пада до нула удара в минута, докато операторът се бори с три отделни смени на инструменти.
При производство с висока разновидност и нисък обем суровата производителност е „метрика на суетата“. Универсалността е това, което реално движи рентабилността. CNC панелният огъвач абсорбира „данъка за инструменти“. Неговата кинематика с много инструменти може да премине от остър 90-градусов инструмент към голям радиус в същия момент, в който манипулаторът завърта детайла — фактически намалявайки времето за настройка до нула. Вече не сте принудени да групирате задачи само за да оправдаете смяната на инструменти; можете да произвеждате детайлите в точно реда, който отделът за монтаж изисква. Резултатът е по-малко междинни запаси и трансформация на нестабилността при висока разновидност от проблем в графика към конкурентно предимство.
Проверка на ограниченията: Измервате ли капацитета на вашата работилница по скоростта на цикъла на машината — или по броя отделни, готови детайли, които реално стигат до дока за изпращане до края на смяната?
Влезте в работилница, която обработва 16-gauge 304 неръждаема стомана с четири ръчни смени на абканта за смяна. Наблюдавайте как операторът бракува първите две заготовки от всяка настройка само за да донастрои отскока. При цена $45 на заготовка, плюс 20 минути настройка за всяка смяна, тази операция тихо губи повече от $500 на ден, преди да достигне първата съответстваща част до палета за изпращане. Това е „данъкът за инструменти“ в най-чистия му вид — натрупваща се санкция за всяка серия с висока разновидност, която постепенно изяжда маржа, докато машините изглеждат заети. Прагът на автоматизация рядко е свързан с производството на милион идентични части. Става въпрос за разпознаване на точния момент, когато този ежедневен отлив надвишава цената на месечната вноска за оборудването.
Ветеран с 20 години опит може да усети точката на текучество на алуминий 5052 през подметките на обувките си и да настрои ръчно задния ограничител по инстинкт. Но този ветеран се пенсионира миналата година, а новият служител се затруднява да маневрира 40-килограмов лист, докато се взира в обърната надолу рулетка. Неудобната реалност е следната: ръчният контрол е изгоден само когато човекът, който го управлява, е изключителен. Когато квалифицираната работна ръка е в недостиг, зависимостта от оператора вкарва скъпа променливост в производствения график. Неквалифицираният оператор не просто работи по-бавно — той се колебае, прегъва прекомерно и задръства целия монтажен поток със забавяния от поправки.
Имаме склонност да изучаваме техническите листове на машините — тонажни лимити, скорости на хода — и да предполагаме, че оборудването определя нашия таван. Но теоретичният капацитет е безсмислен, ако човешките мускули, които зареждат машината, са изтощени.
Автоматизираните CNC панелни огъвачи се изправят директно срещу тази зависимост. Чрез прехвърляне на обработката на материал и позиционирането на инструментите към сервоуправляеми манипулатори и комбинирането им с интуитивни CNC контроли, те могат да намалят зависимостта от оператора с до 40 процента. Машината измерва листа, изчислява допуск за огъване и изпълнява последователността с прецизност. Финансовият аргумент за ръчния контрол се разпада в момента, в който плащате заплати за квалифицирана работа, за да произвеждате неквалифициран брак. Защо да продължавате да финансирате ръчен процес, когато реалната себестойност на частта варира според енергийното ниво на оператора в 15:00 ч.?
Представете си, че сте оферирали поръчка от 150 сложни електрически табла. Общоприетото схващане гласи, че CNC става икономически изгоден само при големи обеми, докато ръчните абканти печелят при кратки серии. Тази логика се разпада в среда с голямо разнообразие на листов метал. На ръчен абкант поддържането на толеранс ±0.005 инча при сложен фланец изисква пробни огъвания. Ако бракувате три детайла по време на настройка при поръчка от 150 броя, вече сте изразходвали 2 процента от материалния бюджет. Умножете това по десет различни семейства детайли в рамките на една седмица и загубите нарастват бързо.
Автоматизиран панелен абкант идва с внушителна първоначална цена — често двойно по-висока от тази на първокласен хидравличен абкант. Въпреки това, неговият универсален огъващ нож и компенсирането в реално време според дебелината елиминират нуждата от пробни огъвания изцяло. Още първият детайл, излязъл от машината, е готов за производство. Когато сравнявате капиталова инвестиция от $400 000 с постоянен процент на брак от 3% при материали с висока стойност — заедно с невъзвръщаемото време за настройка, изразходвано за достигане на точните толеранси — времевият прозорец за изплащане се свива от десетилетия до само няколко години. Не инвестирате в по-бързо огъване; инвестирате в трайното премахване на отпадъците при настройка. Къде другаде на производствения етаж можете ефективно да „закупите“ гаранция за нулев брак?
Издаването на поръчка за покупка на автоматизирана клетка за огъване предизвиква незабавен шок от капиталоразходи. Реализирането ѝ често изисква обновяване на остарели CAM системи, преквалификация на програмисти и преодоляване на първоначалната съпротива на оператори, които имат повече доверие в масивните стоманени инструменти, отколкото в софтуерно управляваната прецизност. Този преходен триене може да забави ранната възвръщаемост, като направи цената да изглежда като тежест върху врата на компанията през първите два тримесечия от внедряването.
Истинската възвръщаемост обаче се разкрива в стабилността на договорите. След като „данъкът“ за инструментите изчезне, производственият поток става математически предсказуем. Знаете точно колко време ще отнеме изпълнението на партида от 50 персонализирани фасии, защото времето за настройка е елиминирано, а бракът е практически несъществуващ. Това ниво на сигурност ви дава възможност да се състезавате за взискателни договори тип „точно навреме“ (JIT) с OEM клиенти, които ръчните операции трудно могат да гарантират без поддържане на скъпи буфери от незавършено производство. Автоматизацията поема вариациите при голямо разнообразие от детайли, превръщайки хаоса при планирането в предсказуем приход.
Проверка на ограниченията: Ако във вашето производство средно се извършват повече от четири пренастройки на смяна, със загуби от над три процента, дали автоматизираният панелен абкант наистина е скъпо удоволствие — или е единственият реален начин да защитите маржа си в епохата на недостиг на квалифицирани кадри? За подробен анализ, съобразен с вашата конкретна дейност, е разумно да Свържете се с нас за консултация.
Представете си, че поставяте чисто нов, климатизиран CNC панелен абкант насред кален строителен обект. На полиран бетонен под, заобиколен от чисти заготовки от ламарина 16-gauge, машината въплъщава върхова ефективност. Но в реалния свят — изправена пред купчина архитектурни плочи с дебелина 1/2 инча, които трябва да прилегнат перфектно по излята бетонна стена — тази машина за половин милион долара бързо се превръща в много скъп книгоразделител. Автоматизацията процъфтява в контролирани условия. Полето рядко ги предлага. Прекарваме толкова време, изчислявайки възвръщаемостта на нулевата настройка, че пренебрегваме физическите граници на машината. Настъпва момент, когато разходите за инструменти са без значение — защото автоматизираната система просто не може да извърши задачата.
Склонни сме да анализираме технически спецификации — товароносимост, скорост на хода — сякаш машината дефинира границите. Понякога обаче истинското ограничение е пощенският код. Архитектурното производство често означава напасване на метални елементи към конструкции, излети, сглобени или заварени според “теренни толеранси” — с други думи, нищо не е идеално право. Когато огъвате тежки структурни фасии или персонализирани носещи косоури за стълби, рядко имате лукса да измерите на място, да актуализирате CAD файлове, да пуснете детайла през голяма CNC клетка и след това да го върнете — само за да откриете, че бетонът се е слягал с една осма инч.
На обекта е нужна настройка в реално време. Традиционните хидравлични абканти или тежки портативни огъващи машини могат да се транспортират до строителна площадка, да се захранят от дизелов генератор и да бъдат управлявани от специалист, който измерва реалния просвет — а не теоретичен CAD модел. Жертвате фабричната прецизност за сметка на географската реалност. CNC панелният абкант е фиксиран на пода на вашия цех, зависим от безупречни входни данни, за да произведе безупречни резултати. Когато самата площадка се превърне в променлива величина, фабричната автоматизация отстъпва място на опитен оператор с ролетка, издръжлив преносим абкант и преценката да се огъва „на място“.
Неудобната истина е, че панелните абканти са проектирани за листов метал — не за бронеплочи. Техният механичен принцип зависи от сервозадвижвани ножове, които сгъват материала около централна притискателна греда. Преминете от декоративна неръждаема лайсна с дебелина 14-gauge към архитектурна плоча от ултра-здрава стомана A514 с дебелина 1/2 инча и основната физика се променя драстично.
Не можете да огънете стоманена плоча с дебелина половин инч, използвайки същата фино настроена механика, предназначена за леки електрически табла.
Тежките плочи изискват огромна, силно концентрирана сила и специално изработени V-матрици, способни да принудят материала да се деформира, без да компрометират структурата на влакната му. Ако тласнете панелен абкант в тази територия, самата му геометрия се превръща в недостатък. Автоматизираните ножове или нямат достатъчна сила да деформират правилно плочата, или необходимите екстремни натоварвания рискуват да повредят сложните вътрешни механизми на машината. Тежкотоварните хидравлични абканти доминират в тази област, защото техният вертикален плунжерен дизайн е по своята същност прост и изключително ефективен. Няма сложни сгъващи рамена — само закалена стоманена горна матрица, притискаща към закалена долна матрица със стотици тонове сурова хидравлична мощност.
Дори ако вашите детайли технически попадат в границите на възможностите на автоматизиран абкант, самото ви производствено помещение може да го изключи. Напълно автоматизираната клетка за огъване с интегрирани системи за манипулация на материала заема значителна площ. Често се изискват подсилени бетонни основи, за да се предотврати слягане, специално 480V трифазно захранване с висока мощност и климатизираната среда, за да се защитят чувствителните серво системи от прах и замърсяване.
В същото време традиционните абканти са изключително толерантни към обкръжаващата среда. Можете да поставите 150-тонен абкант в тъмен ъгъл на работилницата, да го свържете към стандартно индустриално захранване и да очаквате той надеждно да огъва тежки плочи десетилетия наред с минимална поддръжка. Ако вашето помещение е ограничено по площ, електрическата ви система вече е натоварена до капацитета си или капиталовите ви разходи са силно ограничени, теоретичната производителност на CNC клетка става без значение. Не можете да купите ефективност с пространство и мощност, които просто не притежавате.
Проверка на ограниченията: Произвеждате ли фини, разнообразни геометрии, които наистина оправдават преустройството на цялата ви производствена инфраструктура — или се опитвате да решите предизвикателството с тежки архитектурни плочи чрез крехка автоматизирана система?
Твърдата реалност е следната: каталозите за оборудване са създадени, за да ви продават максималния теоретичен капацитет, докато производственият ви цех живее и умира според минималния реален производствен поток. Изкушаващо е да се вглеждате в техническите спецификации — да изчислявате границите на тонажа и скоростта на хода, сякаш самата машина е тесното място. Но машината е само инструмент. Истинското ограничение е вашата специфична комбинация от материали, геометрия на детайлите и работна сила.
Напълно автоматизиран бендер за панели може да извършва 17 огъвания в минута без никакви ръчни промени в инструментите, представяйки се като крайния усилвател на маржа. И все пак, ако му подавате неподходящи детайли, просто сте инвестирали в изключително ефективен генератор на брак. За да елиминирате "данъка върху инструментите", без да инсталирате полумилионен доларов тесен участък, спрете да питате какво може да направи машината изолирано. Започнете да питате какво активно изяжда вашите маржове на производствения етаж днес.
Автоматизацията има твърд таван — и той често се измерва в хилядни от инча.
Бендерите за панели блестят при сгъване на алуминий или неръждаема стомана с дебелина 14 гейдж в сложни детайли до 10 фута дължина. Но ако основната ви работа се измести към 10 гейдж или плочи с дебелина 1/4 инча, деликатните серво задвижвани остриета на CNC сгъвача просто няма да могат да преместят материала. Започнете, като картографирате диапазона на дебелината на вашите материали. Самите физични закони могат да елиминират бендера за панели от разглеждане, още преди да погледнете ценовия етикет.
След това разгледайте геометрията на вашия детайл. Бендерите за панели имат относително плитка глътка в сравнение с големите отворени височини на традиционните пресови спирачки. Ако оформяте дълбоки електрически кутии или високи фланци, физическата конструкция на машината може да попречи детайлът да се завърта по време на последователността на огъване.
Дори стандартните Z-огъвания идват със строги ограничения при автоматизираните сгъвачи. За да избегнете сблъсъци на инструментите, обикновено се изисква минимална обща височина поне 2.5× дебелината на материала и дължина на фланеца 1.5× дебелината. Ако средната ви партида се състои от 15 силно разнообразни детайла с дълбока геометрия на кутийните форми, предимството “нула настройка” изчезва — защото детайлът просто не може да се завърти в машината.
Проверка на ограниченията: Наистина ли вашите детайли са достатъчно тънки и плоски, за да се въртят в глътката на бендера за панели, или се опитвате да прокарате дълбоки, дебелостенни кутии през машина, проектирана за плитка кантова работа?
След като физиката има смисъл, трябва да определите оперативната спирачка. Излезте в клетката за огъване и наблюдавайте оператора един час. Ако опитен работник прекарва 40 минути в разглобяване и повторно инсталиране на сложни подредени инструменти за серия от 20 детайла, вашето тясно място е времето за настройка. Това е истинският „данък върху инструментите“ — и именно там CNC бендерът за панели доказва стойността си, като пренастройва инструментите си за секунди.
Но какво, ако настройката е бърза, а кошът за отпадъци все още се пълни с детайли, огънати погрешно или в грешната последователност?
Тогава се сблъсквате с недостиг на умения и геометрична сложност. Пресовата спирачка зависи изцяло от пространствената преценка на оператора, за да завърти и обърне листа правилно. Автоматизираният бендер премахва човешките ръце от последователността — захваща детайла веднъж и изпълнява всяко положително и отрицателно огъване с прецизност. Но теоретичната производителност на машината няма значение, ако хората, които я захранват, са изтощени. Ако забавянето идва от преместването на тежки, прости детайли през стандартен V-образен мат с ъгъл 90°, автоматизацията няма да го реши. Жиб-кран и по-интелигентно оформление за манипулиране на материалите ще го направят.
Производствените цехове рядко се провалят поради липса на работа; те се провалят, когато поемат работа, която не могат да обработят. Когато купувате машина, за да решите конкретен проблем днес, заключвате способностите си в настоящия момент. Ако текущото ви производство с висок микс от детайли от 16-гейдж оправдава бендер за панели, инвестицията има смисъл. Но дори най-интелигентните и гъвкави бендери за панели се справят със сложността на високия микс само в рамките на своите физически граници. Те не могат да преодолеят основни ограничения на тонажа.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
