Εμφάνιση 1–9 από 42 αποτελέσματα
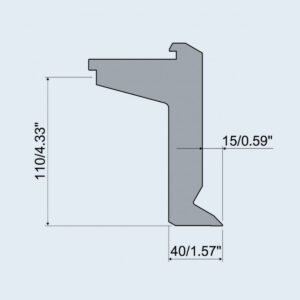
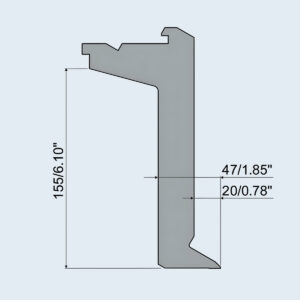
Τύπος R1, Εργαλεία Κάμψης Πάνελ
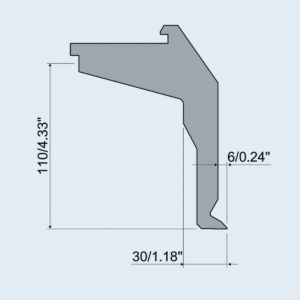
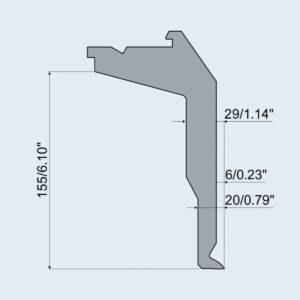
Τύπος R1, Εργαλεία Κάμψης Πάνελ
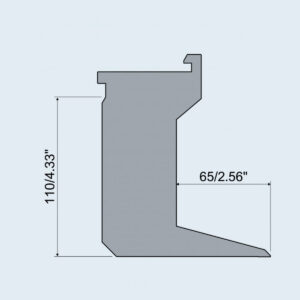
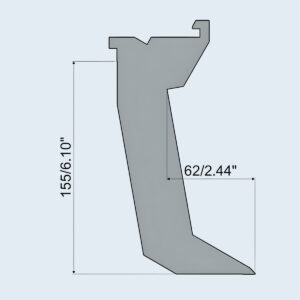
Τύπος R1, Εργαλεία Κάμψης Πάνελ
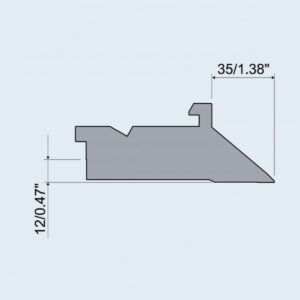
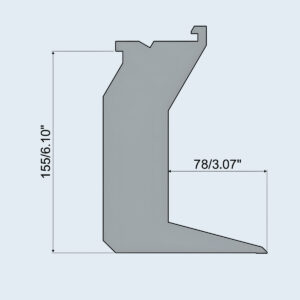
Τύπος R1, Εργαλεία Κάμψης Πάνελ
Τύπος R1, Εργαλεία Κάμψης Πάνελ
Τύπος R1, Εργαλεία Κάμψης Πάνελ
Τύπος R1, Εργαλεία Κάμψης Πάνελ
Τύπος R1, Εργαλεία Κάμψης Πάνελ
Τύπος R1, Εργαλεία Κάμψης Πάνελ
Παρακολουθήστε έναν έμπειρο χειριστή να σχηματίζει ένα περίβλημα από ανοξείδωτο χάλυβα πάχους 16 gauge σε μια συμβατική πρέσα κάμψης. Η ίδια η κάμψη διαρκεί περίπου δώδεκα δευτερόλεπτα. Το έμβολο κατεβαίνει, το μέταλλο υποχωρεί και το εξάρτημα ολοκληρώνεται. Φαίνεται σαν μέγιστη αποδοτικότητα.
Αλλά σταθείτε στο πάτωμα του εργαστηρίου με ένα χρονόμετρο και υπολογίστε τα σαρανταπέντε λεπτά που προηγήθηκαν αυτής της κάμψης—την αναζήτηση για τα σωστά τμηματικά εργαλεία, τις δοκιμαστικές κάμψεις, το shimάρισμα, τα χαμένα τεμάχια—και η αναποτελεσματικότητα γίνεται προφανής.
Αυτά τα αόρατα σαρανταπέντε λεπτά είναι ένας φόρος που επιβάλλεται σε κάθε μικρή παρτίδα που παράγετε. Είναι ακριβώς ο λόγος που το εργαστήριό σας φαίνεται διαρκώς πολυάσχολο ενώ τα περιθώρια κέρδους σας αρνούνται να αυξηθούν. Για να απελευθερωθείτε πραγματικά, η κατανόηση και η βελτιστοποίηση της Εργαλεία Πρέσας Κάμψης είναι το πρώτο κρίσιμο βήμα.
Η άβολη αλήθεια είναι η εξής: το εργαστήριό σας δεν περιορίζεται από το πόσο γρήγορα η ομάδα σας μπορεί να κάμψει ένα χείλος. Περιορίζεται από όλα όσα συμβαίνουν ανάμεσα στις κάμψεις. Ο χρόνος χειροκίνητης ρύθμισης, τα απορριπτόμενα τεμάχια και η κόπωση του χειριστή λειτουργούν σαν ανατοκισμένος φόρος. Κάθε φορά που κάποιος πιάνει ένα κλειδί Allen για να ρυθμίσει το backgauge, επωμίζεστε ένα κόστος. Κάθε φορά που ένα βαρύ εξάρτημα απαιτεί δύο χειριστές για να το γυρίσουν, επωμίζεστε άλλο ένα. Τελικά, το αποτελεσματικό ποσοστό φόρου γίνεται μη βιώσιμο—και η χειροκίνητη Τυπικά εργαλεία πρέσας κάμψης απλώς παύει να έχει οικονομικό νόημα.
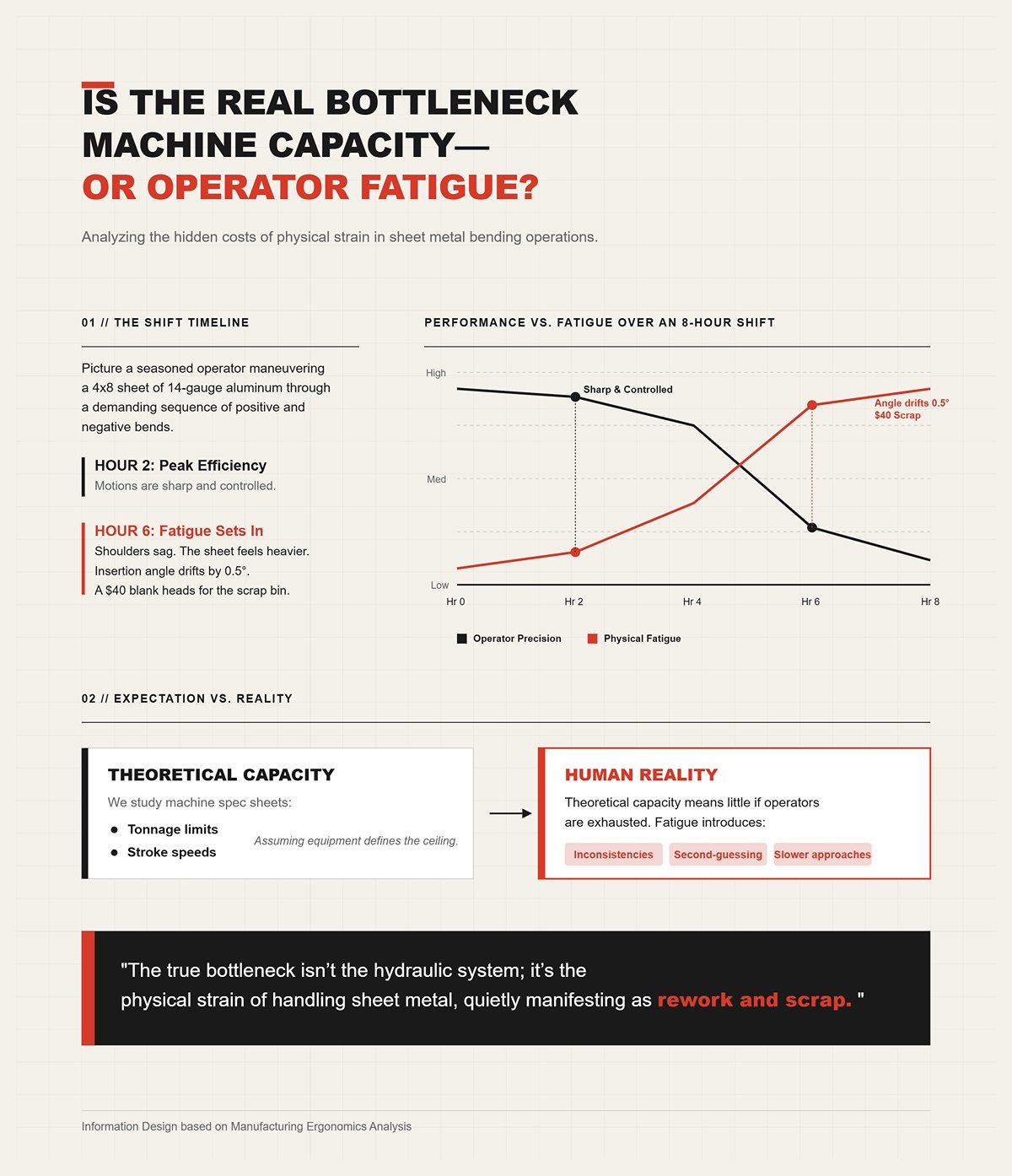
Φανταστείτε έναν έμπειρο χειριστή να ελιγίζεται με ένα φύλλο αλουμινίου 4×8 πάχους 14 gauge μέσα από μια απαιτητική ακολουθία θετικών και αρνητικών κάμψεων. Δύο ώρες στη βάρδια, οι κινήσεις είναι κοφτές και ελεγχόμενες. Στην έκτη ώρα, οι ώμοι χαμηλώνουν. Το φύλλο φαίνεται βαρύτερο. Η γωνία εισαγωγής αποκλίνει κατά μισό βαθμό και ξαφνικά ένα τεμάχιο $40 οδηγείται στον κάδο απορριμμάτων.
Τείνουμε να μελετούμε τα τεχνικά φυλλάδια των μηχανών—όρια τονάζ, ταχύτητες διαδρομής—υποθέτοντας ότι ο εξοπλισμός καθορίζει το ανώτατο όριο. Αλλά η θεωρητική χωρητικότητα σημαίνει ελάχιστα αν οι ανθρώπινοι χειριστές που τροφοδοτούν τη μηχανή είναι εξαντλημένοι. Η κόπωση εισάγει λεπτές ασυνέπειες. Ένας κουρασμένος χειριστής αμφιταλαντεύεται για τη ρύθμιση του backgauge, τρέχει ένα επιπλέον δοκιμαστικό τεμάχιο ή επιβραδύνει την προσέγγιση του εμβόλου. Το πραγματικό σημείο συμφόρησης δεν είναι το υδραυλικό σύστημα· είναι η φυσική καταπόνηση από τον χειρισμό μεταλλικών φύλλων, που εκδηλώνεται σιωπηλά ως επανεργασία και απόρριψη.

Σκεφτείτε ένα τυπικό πρόγραμμα Τρίτης με μεγάλη ποικιλία: πενήντα στηρίγματα, δώδεκα ηλεκτρικά περιβλήματα και πέντε προσαρμοσμένα πάνελ HVAC. Σε μια συμβατική ρύθμιση, η αλλαγή τμηματικής εργαλειοθήκης για αυτά τα τρία έργα μπορεί εύκολα να καταναλώσει μία ώρα. Με ωριαίο κόστος $120, αυτό σημαίνει $120 ξοδεμένα χωρίς να καμφθεί ούτε ένα κομμάτι μετάλλου.
Αυτός είναι ο φόρος εργαλείων στην πιο τιμωρητική του μορφή. Στην παραγωγή μεγάλου όγκου, μία ώρα ρύθμισης κατανεμημένη σε δέκα χιλιάδες τεμάχια είναι σχεδόν αμελητέα. Στην παραγωγή μικρών παρτίδων με μεγάλη ποικιλία, η ίδια ώρα μπορεί να εξαλείψει ολόκληρο το περιθώριο του έργου. Πολλοί ιδιοκτήτες εργαστηρίων χαρακτηρίζουν τις αλλαγές “απλές” γιατί η αντικατάσταση μιας πούντας δεν είναι τεχνικά δύσκολη. Όμως το πραγματικό κόστος ξεπερνά την φυσική ανταλλαγή. Περιλαμβάνει τις δοκιμαστικές κάμψεις, τις λεπτομερείς ρυθμίσεις και τη διακοπή της ροής εργασίας. Κάθε λεπτό που μια μηχανή παραμένει αδρανής ενώ ο χειριστής ευθυγραμμίζει μια μήτρα με ένα σφυρί από ορείχαλκο, η αναποτελεσματικότητα χρηματοδοτείται σιωπηλά.
Μια τυπική υδραυλική πρέσα κάμψης μπορεί να ολοκληρώσει έναν κύκλο του εμβόλου σε λιγότερο από τρία δευτερόλεπτα—απίστευτα γρήγορα. Κι όμως, μια πιο προσεκτική ματιά σε ολόκληρη τη βάρδια αποκαλύπτει ότι η μηχανή κάμπτει ενεργά μέταλλο λιγότερο από το 20% του χρόνου. Η ταχύτητα κάμψης δεν σημαίνει τίποτα αν η γωνία που προκύπτει είναι εκτός στόχου.
Η επαναληψιμότητα είναι η μόνη μέτρηση που πραγματικά διασφαλίζει τη ροή παραγωγής. Με τη χειροκίνητη εργαλειοθήκη, η επαναληψιμότητα εξαρτάται αποκλειστικά από την ικανότητα του χειριστή να τοποθετεί το τεμάχιο σταματώντας το με ακρίβεια—εκατοντάδες φορές στη σειρά—παρά τις διακυμάνσεις στην ελαστική επαναφορά του υλικού. Αν το πρώτο τεμάχιο χρειάζεται δέκα δευτερόλεπτα, αλλά το επόμενο δεκαπέντε επειδή ο χειριστής σταματά να ελέγξει ξανά ένα χείλος, τότε ο χρόνος κύκλου σας δεν είναι δέκα δευτερόλεπτα. Είναι μεταβλητός—και η μεταβλητότητα καταστρέφει την αποδοτικότητα.
Έλεγχος Περιορισμού: Αν ο πιο έμπειρος χειριστής σας αρρωστήσει αύριο, η παραγωγή σας μειώνεται κατά 50% ή η διαδικασία σας παραμένει αναλλοίωτη;
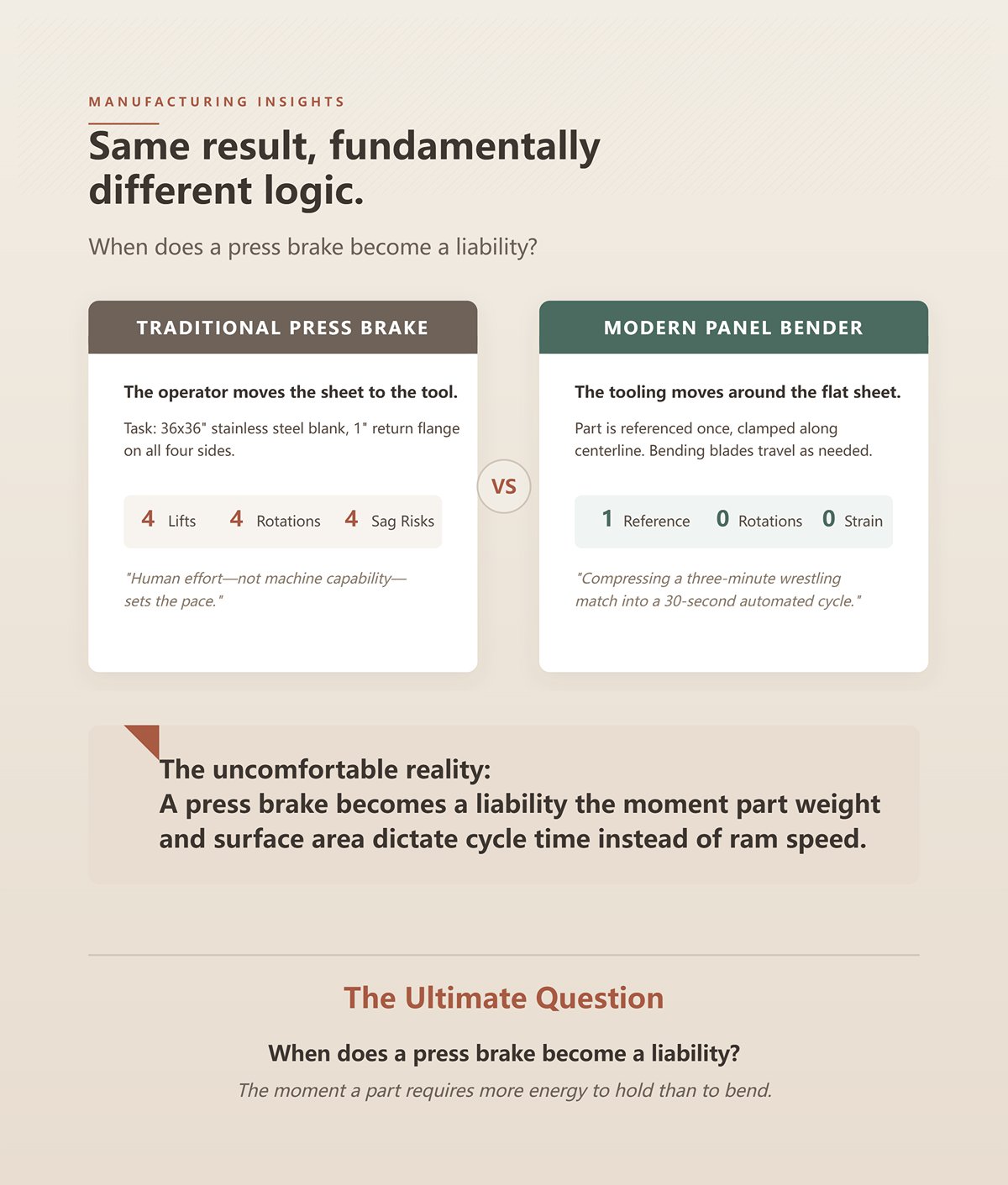
Δώστε σε έναν χειριστή ένα τεμάχιο από ανοξείδωτο χάλυβα 16 gauge, διαστάσεων 36 επί 36 ίντσες, και ζητήστε του να δημιουργήσει ένα γύρισμα (flange) ενός ιντσίου σε όλες τις τέσσερις πλευρές. Σε μια παραδοσιακή πρέσα κάμψης (press brake), η λογική της μηχανής απαιτεί από τον χειριστή να μετακινήσει το φύλλο προς το εργαλείο. Ο χειριστής σηκώνει το τεμάχιο, το ευθυγραμμίζει με τον οπισθοστάτη (backgauge), ενεργοποιεί το έμβολο, και στη συνέχεια περιστρέφει ολόκληρο το δυσκίνητο τετράγωνο κατά ενενήντα μοίρες. Τέσσερις καμπύλες απαιτούν τέσσερα σηκώματα, τέσσερις περιστροφές και τέσσερις ευκαιρίες για το φύλλο να γείρει έστω και μισό βαθμό εκτός από τον οπισθοστάτη.
Η άβολη πραγματικότητα είναι η εξής: μια πρέσα κάμψης μετατρέπεται σε μειονέκτημα τη στιγμή που το βάρος και η επιφάνεια του τεμαχίου αρχίζουν να καθορίζουν τον χρόνο κύκλου αντί για την ταχύτητα του εμβόλου. Τείνουμε να μελετούμε τα τεχνικά χαρακτηριστικά της μηχανής—δυνατότητα σε τόνους, μήκος διαδρομής, ταχύτητα προσέγγισης—και να υποθέτουμε ότι ο εξοπλισμός αποτελεί τον περιοριστικό παράγοντα. Στην πράξη, κατά τον σχηματισμό μεγάλων πάνελ, η πρέσα κάμψης μετατρέπει τον χειριστή στο κύριο σύστημα διαχείρισης υλικού, και η ανθρώπινη προσπάθεια—όχι η ικανότητα της μηχανής—καθορίζει τον ρυθμό.
Ένα μηχάνημα κάμψης πάνελ αντιστρέφει πλήρως αυτήν την εξίσωση. Αντί να αναγκάζει τον χειριστή να μετακινεί το φύλλο μέσα από τα εργαλεία, κρατά το φύλλο επίπεδο και μετακινεί τα εργαλεία γύρω από αυτό. Το τεμάχιο ευθυγραμμίζεται μία μόνο φορά, συσφίγγεται κατά μήκος της κεντρικής γραμμής του, και οι λεπίδες κάμψης κινούνται όπως απαιτείται. Το αποτέλεσμα είναι το ίδιο παν τεσσάρων πλευρών—αλλά η αλλαγή στη λογική εξαλείφει τη σωματική καταπόνηση του χειριστή, συμπιέζοντας αυτό που κάποτε ήταν μια πάλη τριών λεπτών σε έναν αυτοματοποιημένο κύκλο τριάντα δευτερολέπτων. Πότε λοιπόν μια πρέσα κάμψης γίνεται μειονέκτημα; Τη στιγμή που ένα τεμάχιο απαιτεί περισσότερη ενέργεια για να το κρατήσεις παρά για να το λυγίσεις.
Σκεφτείτε μια βασική κάμψη τύπου Ζ ή ένα πιο περίπλοκο προφίλ μετατόπισης. Σε μια πρέσα κάμψης, η δημιουργία μιας θετικής κάμψης αμέσως μετά από μια αρνητική απαιτεί την αφαίρεση του φύλλου από τη μήτρα, την πλήρη αναστροφή του, την εκ νέου ευθυγράμμισή του με τον οπισθοστάτη και έναν νέο κύκλο. Αν το τεμάχιο είναι ένα πάνελ έξι ποδιών για αρχιτεκτονική χρήση, αυτή η αναστροφή απαιτεί δύο χειριστές και αρκετό χώρο στο πάτωμα. Και κάθε φορά που το φύλλο απομακρύνεται από τον οπισθοστάτη, πληρώνετε έναν φόρο εργαλείου: την απώλεια του αρχικού σημείου αναφοράς.
Τα μηχανήματα κάμψης πάνελ εξαλείφουν αυτόν τον “φόρο” μέσω της κινηματικής τους. Επειδή το φύλλο παραμένει σφιγμένο επίπεδο μέσα σε έναν μηχανισμό χειρισμού, οι άνω και κάτω λεπίδες κάμψης απλώς εναλλάσσουν ρόλους. Χρειάζεστε θετική κάμψη; Η κάτω λεπίδα κινείται ανοδικά. Χρειάζεστε αρνητική κάμψη; Η άνω λεπίδα κινείται καθοδικά. Το φύλλο δεν αναστρέφεται ποτέ—και, κρίσιμα, δεν χάνει ποτέ την αναφορά της κεντρικής του γραμμής.
Εδώ είναι που η ακρίβεια αρχίζει να πολλαπλασιάζεται. Τα σύγχρονα μηχανήματα κάμψης πάνελ παρέχουν ακρίβεια κάμψης‑σε‑κάμψη ±0.008 ίντσες και επαναληψιμότητα ±0.004 ίντσες, όχι μόνο επειδή τα συστήματα σερβομηχανών τους είναι εξαιρετικά εξελιγμένα, αλλά και επειδή μετρούν το πάχος και την παραμόρφωση του υλικού σε πραγματικό χρόνο. Η μηχανή αντισταθμίζει αυτόματα τις διακυμάνσεις που ένας χειριστής πρέσας θα προσπαθούσε αλλιώς να διορθώσει με αποστάτες και δοκιμαστικές κάμψεις. Με τον χειρισμό του flange αντί για την αναστροφή του φύλλου, αφαιρείτε εντελώς τον ανθρώπινο παράγοντα από την εξίσωση της γεωμετρίας. Για περίπλοκες καμπύλες όπως μεγάλες ακτίνες, εξειδικευμένα Εργαλεία πρέσας κάμψης ακτίνας μπορεί να είναι απαραίτητα, ακόμα και σε παραδοσιακές πρέσες.
Έλεγχος περιορισμού: Εάν η τρέχουσα διαδικασία σας απαιτεί δύο χειριστές μόνο και μόνο για να αναστρέψουν ένα τεμάχιο μεταξύ θετικής και αρνητικής κάμψης, πληρώνετε για μεταλλική κατασκευή—ή για συγχρονισμένη άρση βαρών;
| Τμήμα | Περιεχόμενο |
|---|---|
| Θέμα | Θετική και αρνητική κάμψη: Γιατί ο χειρισμός του flange υπερέχει της αναστροφής του φύλλου |
| Σενάριο | Σε μια κάμψη τύπου Ζ ή προφίλ μετατόπισης σε πρέσα κάμψης, η παραγωγή μιας θετικής κάμψης ακολουθούμενης από μια αρνητική απαιτεί την αφαίρεση του φύλλου, την αναστροφή του, την επανατοποθέτησή του στον οπισθοστάτη και έναν νέο κύκλο. Μεγάλα τεμάχια (π.χ. πάνελ 6 ποδιών) απαιτούν δύο χειριστές και σημαντικό χώρο στο πάτωμα. Κάθε απομάκρυνση από τον οπισθοστάτη έχει ως αποτέλεσμα την απώλεια του αρχικού σημείου αναφοράς (“φόρος εργαλείου”). |
| Πλεονέκτημα μηχανήματος κάμψης πάνελ | Τα μηχανήματα κάμψης πάνελ κρατούν το φύλλο σφιγμένο επίπεδο μέσα σε έναν μηχανισμό χειρισμού. Οι άνω και κάτω λεπίδες κάμψης εναλλάσσουν ρόλους: η κάτω λεπίδα κινείται προς τα πάνω για θετικές κάμψεις και η άνω λεπίδα κινείται προς τα κάτω για αρνητικές κάμψεις. Το φύλλο παραμένει στη θέση του και διατηρεί την αναφορά της κεντρικής του γραμμής. |
| Οφέλη ακρίβειας | Τα σύγχρονα μηχανήματα κάμψης πάνελ επιτυγχάνουν ακρίβεια από κάμψη σε κάμψη ±0.008 ίντσες και επαναληψιμότητα ±0.004 ίντσες. Μετρούν το πάχος και την παραμόρφωση του υλικού σε πραγματικό χρόνο και αντισταθμίζουν αυτόματα τις διακυμάνσεις, εξαλείφοντας την ανάγκη για αποστάτες και δοκιμαστικές κάμψεις. |
| Βασική Ενόραση | Ο χειρισμός του flange αντί για την αναστροφή του φύλλου αφαιρεί τους ανθρώπινους παράγοντες από την εξίσωση της γεωμετρίας και πολλαπλασιάζει την ακρίβεια. |
| Έλεγχος περιορισμού | Αν χρειάζονται δύο χειριστές μόνο για να αναστρέψουν ένα κομμάτι μεταξύ καμπυλών, πληρώνετε για μεταλλική κατασκευή—ή για συγχρονισμένη άρση βαρών; |
Αν μπείτε σε ένα εργοστάσιο που προσπαθεί να γεφυρώσει το χάσμα του αυτοματισμού με περιορισμένο προϋπολογισμό, συχνά θα βρείτε έναν ημι‑αυτοματοποιημένο φάκελο CNC. Η πρόταση πώλησης είναι δελεαστική: αποκτάτε τη μηχανική κάμψης δοκού ενός μηχανήματος πάνελ χωρίς την επένδυση επτά ψηφίων. Ο χειριστής εισάγει το φύλλο, η δοκός σχηματίζει το flange, και η μηχανή ρυθμίζει αυτόματα τη γωνία κάμψης.
Ωστόσο, η θεωρητική ικανότητα σημαίνει λίγα αν η ανθρώπινη δύναμη εξακολουθεί να κινεί τη διαδικασία. Οι ημι‑αυτοματοποιημένοι φάκελοι απαιτούν από τον χειριστή να περιστρέφει χειροκίνητα το τεμάχιο για κάθε νέα πλευρά. Κερδίζετε την κίνηση κάμψης, αλλά διατηρείτε το ίδιο βάρος χειρισμού που επιβραδύνει μια πρέσα κάμψης.
Ακόμα χειρότερα, οι φάκελοι συνήθως δεν διαθέτουν την αντοχή σε τόνους μιας πρέσας κάμψης ούτε την ταχύτητα σύσφιξης στον άξονα του κέντρου ενός πραγματικού μηχανήματος κάμψης πάνελ. Το αποτέλεσμα είναι μια μηχανή που δυσκολεύεται με υλικά μεγάλης πάχους, ενώ εξακολουθεί να βασίζεται σε έναν χειριστή για να μετακινεί με το χέρι πάνελ μεγάλης ποικιλίας. Αντί να βρίσκεστε κάπου στη μέση, συχνά κληρονομείτε τους περιορισμούς και των δύο: περιορισμένη ικανότητα πάχους από τον φάκελο και το βάρος της χειρωνακτικής διαχείρισης μιας πρέσας. Στην πραγματική παραγωγή μεγάλης ποικιλίας—όπου πολύπλοκες γεωμετρίες ορίζουν τον ρυθμό—η μερική αυτοματοποίηση αφαιρεί μόνο ένα μέρος του σημείου συμφόρησης.
Παρακολουθήστε έναν χειριστή να αλλάζει από ένα τυπικό φλάντζο 90 μοιρών σε κουρμπάρισμα δάκρυ σε μια συμβατική πρέσα κάμψης. Πρέπει να αποσφίξει το έμβολο, να μετακινήσει το καροτσάκι εργαλείων, να εγκαταστήσει μήτρα ισιώματος, να την ευθυγραμμίσει και να τρέξει ένα δοκιμαστικό κομμάτι για να επιβεβαιώσει το πάτημα. Αυτό σημαίνει 15 λεπτά καθαρής διακοπής προετοιμασίας. Επαναλάβετε το τέσσερις φορές σε μία βάρδια, και χάσατε μια ώρα παραγωγικού χρόνου άξονα λόγω του «φόρου» εργαλείων.
Η σκληρή αλήθεια στη λαμαρίνα μεγάλης ποικιλίας είναι η εξής: το περιθώριό σας δεν καθορίζεται από το πόσο γρήγορα μια μηχανή μπορεί να λυγίσει—καθορίζεται από το πόσο γρήγορα μπορεί να αλλάξει κατεύθυνση. Οι αυτόματες μηχανές κάμψης πάνελ το επιτυγχάνουν αυτό με κινηματική πολλαπλών εργαλείων. Αντί να αλλάζουν βαριά μπλοκ εργαλείων με το χέρι, μια CNC μηχανή κάμψης πάνελ χρησιμοποιεί ενσωματωμένο εναλλάκτη εργαλείων ή σύστημα καθολικής λεπίδας κάμψης που αναδιαμορφώνεται σε πραγματικό χρόνο. Αν το επόμενο προφίλ απαιτεί κάμψη με μετατόπιση ακολουθούμενη από μεγάλη ακτίνα, οι άνω και κάτω λεπίδες προσαρμόζουν τα σημεία περιστροφής και το βάθος διαδρομής τους σε χιλιοστά του δευτερολέπτου. Το φύλλο παραμένει σφιγμένο. Τα εργαλεία προσαρμόζονται γύρω του. Το κουρμπάρισμα, η ακτίνα και η κάμψη με μετατόπιση ολοκληρώνονται σε μία μόνο ρύθμιση—χωρίς χειροκίνητη παρέμβαση. Για τις παραδοσιακές πρέσες κάμψης, η επίτευξη αντίστοιχης ευελιξίας σε πολύπλοκα προφίλ συχνά απαιτεί επένδυση σε Ειδικά εργαλεία πρέσας κάμψης.
Όταν τα εργαστήρια αναλύουν πολυαξονικές λειτουργίες CNC, συχνά ανακαλύπτουν μια σκληρή πραγματικότητα: η αυστηρότερη τήρηση ανοχών σε πολύπλοκες γεωμετρίες μπορεί εύκολα να διπλασιάσει το κόστος ανά κομμάτι. Η προσπάθεια τήρησης ανοχής ±0,005 ιντσών σε μια σύνθετη φλάντζα με χειροκίνητη ρύθμιση σημαίνει δοκιμαστικές κάμψεις, άχρηστα κομμάτια και ατελείωτο ρετουσάρισμα. Είναι δελεαστικό να μελετάμε τα τεχνικά στοιχεία της μηχανής—όρια αντοχής, ταχύτητες διαδρομής—και να υποθέτουμε ότι το υλικό ορίζει το όριο. Αλλά η θεωρητική ικανότητα είναι άσχετη αν ο χειριστής είναι κουρασμένος ή αναγκασμένος να εκτιμήσει την επιστροφή ελαστικότητας του υλικού με την αφή.
Όταν οι πολύπλοκες φλάντζες συνδυάζονται με ακρίβεια που καθοδηγείται από λογισμικό, η εστίαση μετατοπίζεται από τη βία στην προγνωστική ελεγχόμενη κάμψη. Οι σύγχρονες μηχανές κάμψης πάνελ μετρούν την εφελκυστική αντοχή και την ποικιλία πάχους του συγκεκριμένου φύλλου 16-gauge που είναι σφιγμένο πριν εκτελέσουν την τελική κάμψη. Το λογισμικό υπολογίζει την ακριβή υπερκάμψη που απαιτείται και προσαρμόζει την κινηματική της μηχανής σε πραγματικό χρόνο.
Ωστόσο, η αυτοματοποίηση μίας ρύθμισης εισάγει και τον δικό της κίνδυνο. Η ακρίβεια του λογισμικού εξαρτάται αποκλειστικά από ένα σωστά διαμορφωμένο post-processor. Αν το κινηματικό μοντέλο του συστήματος CAM δεν ευθυγραμμίζεται με τους φυσικούς περιορισμούς της μηχανής—όπως τα όρια διαδρομής των αξόνων ή οι κατευθύνσεις περιστροφής—το αποτέλεσμα δεν είναι μια τέλεια φλάντζα. Είναι γδαρσίματα, χαμένος χρόνος κύκλου ή ακόμη και σύγκρουση πολλαπλών αξόνων. Η αυτοματοποίηση μίας ρύθμισης μεγεθύνει τα λάθη προγραμματισμού εξίσου αποτελεσματικά με το που πολλαπλασιάζει την παραγωγή. Όμως, όταν ο post-processor είναι σωστά ρυθμισμένος, η μηχανή αντισταθμίζει αυτόματα την ποικιλία υλικού που διαφορετικά θα απαιτούσε συνεχείς ελέγχους με μικρόμετρο από έμπειρο χειριστή.
Βάλτε μια συμβατική πρέσα κάμψης δίπλα σε μια αυτοματοποιημένη μηχανή κάμψης πάνελ και τρέξτε 5.000 πανομοιότυπα ηλεκτρικά περιβλήματα. Με καλά ρυθμισμένη εγκατάσταση και σταθερό χειριστή, η πρέσα κάμψης μπορεί ακόμη και να κερδίσει στον διαγωνισμό διαδρομών ανά λεπτό. Στα χαρτιά, φαίνεται κορυφαία αποδοτικότητα. Αλλά τι γίνεται όταν το πρόγραμμα αλλάζει σε πέντε περιβλήματα, έπειτα δώδεκα βάσεις HVAC, έπειτα τρεις προσαρμοσμένες ανοξείδωτες επενδύσεις; Η πρέσα κάμψης πέφτει στο μηδέν διαδρομές το λεπτό ενώ ο χειριστής αγωνίζεται με τρεις διαφορετικές αλλαγές εργαλείων.
Στην παραγωγή μεγάλης ποικιλίας και μικρού όγκου, η ακατέργαστη παραγωγή είναι ένας δείκτης ματαιοδοξίας. Η ευελιξία είναι αυτή που πραγματικά οδηγεί την κερδοφορία. Μία CNC μηχανή κάμψης πάνελ «εσωτερικεύει» τον φόρο εργαλείων. Η κινηματική πολλαπλών εργαλείων της μπορεί να αλλάζει από εργαλείο κοφτής γωνίας 90 μοιρών σε προφίλ μεγάλης ακτίνας την ίδια στιγμή που ο μηχανισμός περιστρέφει το κομμάτι—μειώνοντας ουσιαστικά τον χρόνο προετοιμασίας στο μηδέν. Δεν χρειάζεται πλέον να ομαδοποιείτε εργασίες απλά για να δικαιολογήσετε αλλαγές εργαλείων· μπορείτε να τρέχετε τα κομμάτια με την ακριβή σειρά που χρειάζεται το τμήμα συναρμολόγησης. Το αποτέλεσμα είναι λιγότερα αποθέματα σε εξέλιξη και η μετατροπή της μεταβλητότητας μεγάλης ποικιλίας από πρόβλημα προγραμματισμού σε ανταγωνιστικό πλεονέκτημα.
Έλεγχος περιορισμών: Μετράτε την ικανότητα του εργαστηρίου σας με βάση την ταχύτητα κύκλου της μηχανής—ή με βάση τον αριθμό των ξεχωριστών, ολοκληρωμένων κομματιών που πραγματικά φτάνουν στην αποστολή στο τέλος της βάρδιας;
Μπείτε σε ένα εργαστήριο που επεξεργάζεται ανοξείδωτο χάλυβα 16-gauge 304 με τέσσερις χειροκίνητες αλλαγές εργαλείων ανά βάρδια. Δείτε τον χειριστή να απορρίπτει τα δύο πρώτα τεμάχια κάθε ρύθμισης μόνο και μόνο για να ρυθμίσει την επιστροφή ελαστικότητας. Στα $45 ανά τεμάχιο, συν 20 λεπτά χρόνου προετοιμασίας ανά αλλαγή εργαλείου, αυτή η λειτουργία χάνει σιωπηρά πάνω από $500 την ημέρα πριν ένα και μόνο αποδεκτό κομμάτι φτάσει στην παλέτα αποστολής. Αυτός είναι ο «φόρος» εργαλείων στην καθαρή του μορφή—ένα σύνθετο κόστος που εφαρμόζεται σε κάθε παρτίδα μεγάλης ποικιλίας, διαβρώνοντας σταθερά τα περιθώρια ενώ οι μηχανές φαίνονται απασχολημένες. Το όριο αυτοματοποίησης σπάνια αφορά την παραγωγή ενός εκατομμυρίου πανομοιότυπων κομματιών. Αφορά την αναγνώριση της ακριβούς στιγμής που αυτή η καθημερινή διαρροή υπερβαίνει το κόστος μιας μηνιαίας δόσης για τον εξοπλισμό.
Ένας βετεράνος 20 ετών μπορεί να αισθανθεί το όριο διαρροής του αλουμινίου 5052 μέσα από τις σόλες των παπουτσιών του και να ρυθμίσει έναν χειροκίνητο οπισθιομετρητή διαισθητικά. Αλλά αυτός ο βετεράνος αποσύρθηκε πέρσι, και ο νέος υπάλληλος δυσκολεύεται να χειριστεί ένα φύλλο 18 κιλών ενώ κοιτάει μια μεζούρα ανάποδα. Η δυσάρεστη πραγματικότητα είναι η εξής: ο χειροκίνητος έλεγχος είναι οικονομικά αποδοτικός μόνο όταν το άτομο που τον χειρίζεται είναι εξαιρετικό. Όταν τα εξειδικευμένα εργατικά χέρια είναι λίγα, η εξάρτηση από τον χειριστή εισάγει δαπανηρή μεταβλητότητα στο πρόγραμμα παραγωγής σας. Ένας άπειρος χειριστής δεν δουλεύει απλά πιο αργά—αμφιβάλλει, υπερβάλλει στην κάμψη και επιβραδύνει όλη τη ροή συναρμολόγησης με καθυστερήσεις επανακατεργασίας.
Τείνουμε να μελετάμε τα τεχνικά στοιχεία της μηχανής—όρια αντοχής, ταχύτητες διαδρομής—και να υποθέτουμε ότι ο εξοπλισμός ορίζει το όριό μας. Αλλά η θεωρητική ικανότητα είναι άνευ σημασίας αν οι ανθρώπινοι μύες που φορτώνουν τη μηχανή είναι εξαντλημένοι.
Οι αυτοματοποιημένες CNC μηχανές κάμψης πάνελ αντιμετωπίζουν αυτή την εξάρτηση κατά μέτωπο. Με τη μεταφορά της διαχείρισης υλικού και της τοποθέτησης εργαλείων σε χειριστές με σερβομηχανισμούς, και με το συνδυασμό τους με διαισθητικά συστήματα ελέγχου CNC, μπορούν να μειώσουν την εξάρτηση από τον χειριστή έως και 40 τοις εκατό. Η μηχανή μετρά το φύλλο, υπολογίζει την επιτρεπόμενη κάμψη και εκτελεί τη σειρά με ακρίβεια. Η οικονομική λογική του χειροκίνητου ελέγχου καταρρέει τη στιγμή που πληρώνετε εξειδικευμένους μισθούς για να παράγεται άχρηστο υλικό. Γιατί να συνεχίσετε να επιδοτείτε μια χειροκίνητη διαδικασία όταν το πραγματικό κόστος ανά κομμάτι κυμαίνεται ανάλογα με το ενεργειακό επίπεδο του χειριστή στις 3:00 μ.μ.;
Φανταστείτε ότι έχετε δώσει προσφορά για μια παρτίδα 150 πολύπλοκων ηλεκτρικών περιβλημάτων. Η επικρατούσα άποψη λέει ότι η CNC κοστολογείται ευνοϊκά μόνο σε μεγάλους όγκους παραγωγής, ενώ οι χειροκίνητες πρέσες-φρένα υπερέχουν σε μικρές παρτίδες. Αυτή η λογική καταρρέει σε ένα περιβάλλον επεξεργασίας λαμαρίνας υψηλής ποικιλίας. Σε ένα χειροκίνητο φρένο, η τήρηση ανοχής ±0,005 ίντσας σε σύνθετη καμπύλη απαιτεί δοκιμαστικές κάμψεις. Αν απορρίψετε τρία τεμάχια κατά τη ρύθμιση σε μια εργασία 150 τεμαχίων, έχετε ήδη εξαντλήσει το 2 % του προϋπολογισμού υλικών σας. Πολλαπλασιάστε αυτό για δέκα διαφορετικές οικογένειες εξαρτημάτων σε μία εβδομάδα και οι απώλειες αυξάνονται ραγδαία.
Ένας αυτοματοποιημένος πτυχωτής πάνελ συνεπάγεται ένα σημαντικό αρχικό κόστος—συχνά διπλάσιο από την τιμή μιας κορυφαίας πρέσας-φρένου. Ωστόσο, η καθολική λεπίδα κάμψης του και η αντιστάθμιση πάχους σε πραγματικό χρόνο εξαλείφουν εντελώς την ανάγκη για δοκιμαστικές κάμψεις. Το πρώτο κομμάτι που βγαίνει από το μηχάνημα είναι έτοιμο για παραγωγή. Όταν συγκρίνετε μια κεφαλαιουχική επένδυση της τάξης του $400.000 με έναν επίμονο ρυθμό απορριπτόμενου 3 % σε υλικά υψηλής αξίας—μαζί με τον μη ανακτήσιμο χρόνο ρύθμισης για τη βελτιστοποίηση των ανοχών—το χρονικό παράθυρο απόσβεσης μειώνεται από δεκαετίες σε μόλις λίγα χρόνια. Δεν επενδύετε σε ταχύτερες κάμψεις· επενδύετε στη μόνιμη εξάλειψη της σπατάλης ρύθμισης. Πού αλλού στο εργοστάσιο μπορείτε ουσιαστικά να “αγοράσετε” μια εγγύηση μηδενικών απορριπτόμενων;
Η έκδοση μιας παραγγελίας αγοράς για ένα αυτοματοποιημένο κύτταρο κάμψης προκαλεί άμεσο σοκ κεφαλαίου. Η υλοποίηση συχνά απαιτεί αναβάθμιση παλαιών συστημάτων CAM, επανακατάρτιση προγραμματιστών, και διαχείριση της αρχικής αντίστασης χειριστών που εμπιστεύονται περισσότερο το συμπαγές χαλύβδινο εργαλείο τους παρά την ακρίβεια που καθοδηγείται από λογισμικό. Αυτή η μεταβατική τριβή μπορεί να καθυστερήσει την αρχική απόδοση, κάνοντας το τίμημα να μοιάζει με βάρος γύρω από τον λαιμό της εταιρείας κατά το πρώτο εξάμηνο εφαρμογής.
Η πραγματική απόδοση της επένδυσης, ωστόσο, αποκαλύπτεται στη σταθερότητα των συμβολαίων. Μόλις εξαφανιστεί ο “φόρος” εργαλείων, η παραγωγική ροή καθίσταται μαθηματικά προβλέψιμη. Ξέρετε ακριβώς πόσο χρόνο θα χρειαστεί μια παρτίδα 50 προσαρμοσμένων προσόψεων, αφού ο χρόνος ρύθμισης έχει εξαλειφθεί και τα απορριπτόμενα είναι σχεδόν ανύπαρκτα. Αυτό το επίπεδο βεβαιότητας σας επιτρέπει να διεκδικείτε απαιτητικά συμβόλαια OEM τύπου just‑in‑time, τα οποία οι χειροκίνητες λειτουργίες δυσκολεύονται να εγγυηθούν χωρίς να διατηρούν δαπανηρά αποθέματα ημιτελών προϊόντων. Η αυτοματοποίηση απορροφά τη μεταβλητότητα υψηλής ποικιλίας, μετατρέποντας το χάος προγραμματισμού σε αξιόπιστα έσοδα.
Έλεγχος περιορισμών: Αν η επιχείρησή σας πραγματοποιεί κατά μέσο όρο πάνω από τέσσερις αλλαγές εργαλείων ανά βάρδια, με ποσοστά απορριπτόμενων άνω του 3 %, αποτελεί πράγματι ένας αυτοματοποιημένος πτυχωτής πάνελ μια ακριβή πολυτέλεια—ή είναι ο μόνος βιώσιμος τρόπος να προστατεύσετε τα περιθώριά σας σε μια εποχή έλλειψης εξειδικευμένου εργατικού δυναμικού; Για μια λεπτομερή ανάλυση προσαρμοσμένη στη δική σας λειτουργία, είναι συνετό να Επικοινωνήστε μαζί μας για μια συμβουλευτική συνάντηση.
Φανταστείτε να παίρνετε έναν αψεγάδιαστο, κλιματιζόμενο CNC πτυχωτή πάνελ και να τον τοποθετείτε στο μέσο ενός λασπωμένου εμπορικού εργοταξίου. Πάνω σε ένα γυαλισμένο δάπεδο από σκυρόδεμα, περιτριγυρισμένος από καθαρά φύλλα λαμαρίνας 16 gauge, ενσαρκώνει την απόλυτη αποδοτικότητα. Όμως στον πραγματικό κόσμο—αντικρίζοντας μια στοίβα αρχιτεκτονικών πλακών 1/2 ίντσας που πρέπει να εναρμονιστούν τέλεια με έναν χυμένο τοίχο αντιστήριξης από σκυρόδεμα—αυτό το μισού εκατομμυρίου δολαρίων “κόσμημα” μετατρέπεται γρήγορα σε μια πολύ ακριβή χάρτινη βαρίδια. Η αυτοματοποίηση αποδίδει υπό ελεγχόμενες συνθήκες. Το πεδίο σπάνια τις προσφέρει. Δαπανούμε τόσο χρόνο υπολογίζοντας την απόδοση επένδυσης (ROI) της κάμψης χωρίς ρυθμίσεις, που παραβλέπουμε τα φυσικά όρια του μηχανήματος. Έρχεται ένα σημείο όπου το κόστος εργαλείων παύει να έχει σημασία—επειδή το αυτοματοποιημένο σύστημα απλώς δεν μπορεί να εκτελέσει το έργο.
Τείνουμε να εξετάζουμε προσεκτικά τα τεχνικά χαρακτηριστικά—βαθμολογίες τονάζ, ταχύτητες διαδρομής—σαν να ορίζει το μηχάνημα τα όρια. Κάποιες φορές, ωστόσο, ο πραγματικός περιορισμός είναι ο ταχυδρομικός κώδικας. Η αρχιτεκτονική κατεργασία συχνά σημαίνει προσαρμογή μετάλλου σε δομές που έχουν χυθεί, πλαισιωθεί ή συγκολληθεί σε “ανοχές πεδίου”—με άλλα λόγια, τίποτα δεν είναι απολύτως τετράγωνο. Όταν λυγίζετε βαριές διακοσμητικές προσόψεις ή εξατομικευμένα κεντρικά δοκάρια σκαλιών, σπάνια έχετε το προνόμιο να μετρήσετε επιτόπου, να ενημερώσετε τα αρχεία CAD, να περάσετε το κομμάτι από ένα μεγάλο κύτταρο CNC και να το αποστείλετε πίσω—μόνο και μόνο για να ανακαλύψετε ότι το σκυρόδεμα έχει καθίσει κατά ένα όγδοο της ίντσας.
Το πεδίο απαιτεί προσαρμογή σε πραγματικό χρόνο. Παραδοσιακές υδραυλικές πρέσες‑φρένα ή βαριά φορητά φρένα μπορούν να μεταφερθούν στο εργοτάξιο, να τροφοδοτηθούν από γεννήτρια ντίζελ, και να λειτουργήσουν από τεχνίτη που μετρά το πραγματικό διάκενο—όχι ένα θεωρητικό μοντέλο CAD. Θυσιάζετε την ακρίβεια επιπέδου εργοστασίου για τη γεωγραφική πραγματικότητα. Ένας CNC πτυχωτής πάνελ είναι σταθερός στο δάπεδο του εργαστηρίου σας, εξαρτώμενος από τέλειες εισροές για να παραδώσει τέλεια εξαγόμενα. Όταν το εργοτάξιο καθαυτό γίνεται η μεταβλητή, η αυτοματοποίηση του εργοστασίου παραχωρεί τη θέση της σε έμπειρο χειριστή με μετροταινία, ανθεκτικό φορητό φρένο και την κρίση να κάμπτει επιτόπου.
Η δυσάρεστη πραγματικότητα είναι ότι οι πτυχωτές πάνελ έχουν σχεδιαστεί για λαμαρίνα—όχι για θωρακισμένο έλασμα. Το μηχανικό τους πλεονέκτημα βασίζεται σε σερβοκινητήριες λεπίδες που διπλώνουν το υλικό γύρω από μια κεντρική δοκό συγκράτησης. Αν μεταβείτε από διακοσμητικό ανοξείδωτο 14 gauge σε έλασμα A514 πάχους 1/2 ίντσας υπερυψηλής αντοχής για αρχιτεκτονικά στοιχεία, η βασική φυσική μεταβάλλεται δραστικά.
Δεν μπορείτε να λυγίσετε ένα χαλύβδινο έλασμα μισής ίντσας χρησιμοποιώντας τα ίδια λεπτορυθμισμένα μηχανικά μέρη που προορίζονται να “διπλώνουν” ένα ελαφρύ ηλεκτρικό περίβλημα.
Το βαρύ έλασμα απαιτεί τεράστια, άκρως συγκεντρωμένη πίεση και ειδικά σχεδιασμένες μήτρες V που μπορούν να αναγκάσουν το υλικό να υποχωρήσει χωρίς να αλλοιώσουν τη δομή των ινών του. Αν πιέσετε έναν πτυχωτή πάνελ σε αυτήν την περιοχή, η γεωμετρία του καθίσταται μειονέκτημα. Οι αυτοματοποιημένες λεπίδες είτε δεν έχουν επαρκή δύναμη για να διαμορφώσουν το έλασμα σωστά, είτε τα ακραία φορτία που απαιτούνται κινδυνεύουν να καταστρέψουν τους περίπλοκους εσωτερικούς μηχανισμούς του μηχανήματος. Οι βαριές πρέσες‑φρένα υπερέχουν σε αυτό το πεδίο γιατί ο κάθετος μηχανισμός τους είναι θεμελιωδώς απλός και εξαιρετικά αποτελεσματικός. Δεν υπάρχουν πολύπλοκοι βραχίονες κάμψης—μόνο ένα σκληρυμένο χαλύβδινο έμβολο που πιέζει σε σκληρυμένη μήτρα με εκατοντάδες τόνους ακατέργαστης υδραυλικής ισχύος.
Ακόμη κι αν τα εξαρτήματά σας εμπίπτουν τεχνικά στα όρια κατεργασίας ενός αυτοματοποιημένου πτυχωτή, η ίδια σας η εγκατάσταση μπορεί να το αποκλείσει. Ένα πλήρως αυτοματοποιημένο κύτταρο κάμψης με ενσωματωμένους πύργους διαχείρισης υλικού καταλαμβάνει σημαντικό χώρο. Συχνά απαιτεί ενισχυμένα θεμέλια από σκυρόδεμα για την αποφυγή καθίζησης, αποκλειστική τροφοδοσία τριφασικού ρεύματος 480 V με υψηλή ένταση ρεύματος, και κλιματιζόμενο περιβάλλον για την προστασία των ευαίσθητων σερβοσυστημάτων από σκόνη και θραύσματα.
Αντίθετα, οι παραδοσιακές πρέσες‑φρένα είναι εντυπωσιακά ανεκτικές στο περιβάλλον τους. Μπορείτε να τοποθετήσετε μια πρέσα 150 τόνων σε μια σκοτεινή γωνιά του συνεργείου, να τη συνδέσετε στο υπάρχον βιομηχανικό ρεύμα και να περιμένετε να διαμορφώνει βαριά ελάσματα αξιόπιστα επί δεκαετίες με ελάχιστη συντήρηση. Αν ο χώρος σας είναι περιορισμένος, η ηλεκτρική σας παροχή βρίσκεται ήδη στο όριο ή οι κεφαλαιουχικές δαπάνες σας είναι αυστηρά περιορισμένες, η θεωρητική παραγωγικότητα ενός κυττάρου CNC καθίσταται άνευ σημασίας. Δεν μπορείτε να αγοράσετε αποδοτικότητα με χώρο και ισχύ που απλώς δεν διαθέτετε.
Έλεγχος περιορισμών: Παράγετε λεπτεπίλεπτες, υψηλής ποικιλίας γεωμετρίες που πράγματι δικαιολογούν την αναδιάρθρωση ολόκληρης της υποδομής του εργαστηρίου σας—ή προσπαθείτε να λύσετε μια πρόκληση βαρέος αρχιτεκτονικού ελάσματος με ένα εύθραυστο αυτοματοποιημένο σύστημα;
Η σκληρή πραγματικότητα είναι η εξής: οι κατάλογοι εξοπλισμού έχουν σχεδιαστεί για να σας πουλούν τη μέγιστη θεωρητική απόδοση, ενώ το εργαστήριό σας ζει και πεθαίνει με βάση τον ελάχιστο ρυθμό παραγωγής στον πραγματικό κόσμο. Είναι δελεαστικό να μελετάτε τις τεχνικές προδιαγραφές—υπολογίζοντας όρια αντοχής και ταχύτητες διαδρομής—σαν να ήταν η ίδια η μηχανή το σημείο συμφόρησης. Όμως μια μηχανή είναι απλώς ένα εργαλείο. Ο πραγματικός περιορισμός είναι ο δικός σας συγκεκριμένος συνδυασμός υλικών, γεωμετριών κομματιών και εργατικού δυναμικού.
Ένας πλήρως αυτοματοποιημένος πτυχωτής πάνελ μπορεί να πραγματοποιεί 17 καμπύλες το λεπτό χωρίς καμία χειροκίνητη αλλαγή εργαλείων, παρουσιάζοντας τον εαυτό του ως την απόλυτη ενισχυτική λύση περιθωρίων. Κι όμως, αν του δώσετε τα λάθος κομμάτια, έχετε απλώς επενδύσει σε μια εξαιρετικά αποδοτική γεννήτρια απορριμμάτων. Για να εξαλείψετε τον “φόρο εργαλείων” χωρίς να εγκαταστήσετε ένα σημείο συμφόρησης αξίας μισού εκατομμυρίου δολαρίων, σταματήστε να ρωτάτε τι μπορεί να κάνει η μηχανή μεμονωμένα. Αρχίστε να ρωτάτε τι είναι αυτό που διαβρώνει ενεργά τα περιθώριά σας στο πάτωμα παραγωγής σήμερα.
Ο αυτοματισμός έχει ένα σκληρό όριο—και συχνά μετριέται σε χιλιοστά της ίντσας.
Οι πτυχωτές πάνελ αποδίδουν εξαιρετικά όταν διπλώνουν αλουμίνιο ή ανοξείδωτο χάλυβα 14 gauge σε σύνθετα κομμάτια μήκους έως 10 ποδιών. Αλλά αν η βασική σας παραγωγή μετακινηθεί προς χάλυβα 10 gauge ή πλάκα 1/4 ίντσας, οι ευαίσθητες, σερβοκινητήριες λεπίδες ενός πτυχωτή CNC απλώς δεν θα μπορέσουν να μετακινήσουν το υλικό. Ξεκινήστε χαρτογραφώντας το εύρος πάχους υλικού. Οι ίδιοι οι νόμοι της φυσικής μπορεί να αποκλείσουν έναν πτυχωτή πάνελ από την εξέταση πριν ακόμα ρίξετε μια ματιά στην τιμή.
Στη συνέχεια, εξετάστε τη γεωμετρία του κομματιού σας. Οι πτυχωτές πάνελ έχουν σχετικά ρηχό βάθος λαιμού σε σύγκριση με το μεγάλο άνοιγμα ύψους ενός παραδοσιακού φρεζοφρένου. Αν σχηματίζετε βαθιά ηλεκτρικά κουτιά ή ψηλές φλάντζες, η φυσική αρχιτεκτονική της μηχανής μπορεί να εμποδίσει το κομμάτι να περιστραφεί κατά τη διάρκεια της ακολουθίας κάμψης.
Ακόμη και οι τυπικές κάμψεις τύπου Ζ συνοδεύονται από αυστηρούς περιορισμούς σε έναν αυτοματοποιημένο πτυχωτή. Για να αποφευχθούν συγκρούσεις εργαλείων, χρειάζεστε συνήθως ένα ελάχιστο συνολικό ύψος τουλάχιστον 2,5× το πάχος του υλικού και μήκη φλάντζας 1,5× το πάχος. Αν η μέση παρτίδα σας αποτελείται από 15 ιδιαίτερα μεταβλητά κομμάτια με βαθιές γεωμετρίες κιβωτίων, το πλεονέκτημα “μηδενικής ρύθμισης” εξαφανίζεται—επειδή το κομμάτι απλώς δεν μπορεί να περιστραφεί μέσα στη μηχανή.
Έλεγχος περιορισμών: Είναι πράγματι τα κομμάτια σας αρκετά λεπτά και επίπεδα ώστε να περιστραφούν μέσα στον λαιμό ενός πτυχωτή πάνελ, ή προσπαθείτε να περάσετε βαθιά, παχιά κιβώτια μέσα από μια μηχανή που έχει σχεδιαστεί για επιφανειακή εργασία ακριβείας;
Αφού ξεκαθαρίσετε τη φυσική, πρέπει να εντοπίσετε τη λειτουργική επιβράδυνση. Πηγαίνετε στο τμήμα κάμψης και παρατηρήστε τον χειριστή για μία ώρα. Αν ένας έμπειρος κατασκευαστής ξοδεύει 40 λεπτά αποσυναρμολογώντας και επανατοποθετώντας σύνθετα εργαλεία για μια παρτίδα 20 κομματιών, το σημείο συμφόρησης είναι ο χρόνος ρύθμισης. Αυτός είναι ο πραγματικός φόρος των εργαλείων—και είναι ακριβώς το σημείο όπου ένας πτυχωτής πάνελ CNC αποδίδει την αξία του επαναδιαμορφώνοντας τα εργαλεία του μέσα σε δευτερόλεπτα.
Αλλά τι γίνεται αν η ρύθμιση είναι γρήγορη κι ωστόσο ο κάδος απορριμμάτων γεμίζει με κομμάτια λυγισμένα ανάποδα ή με λανθασμένη σειρά;
Τότε αντιμετωπίζετε έλλειψη δεξιοτήτων και γεωμετρική πολυπλοκότητα. Ένα φρεζοφρένο εξαρτάται πλήρως από την οπτική κρίση του χειριστή για να γυρίσει και να περιστρέψει σωστά το τεμάχιο. Ένας αυτοματοποιημένος πτυχωτής αφαιρεί τα ανθρώπινα χέρια από τη διαδικασία—σφίγγοντας το κομμάτι μία φορά και εκτελώντας κάθε θετική και αρνητική κάμψη με ακρίβεια. Όμως η θεωρητική απόδοση μιας μηχανής δεν σημαίνει τίποτα αν οι άνθρωποι που την τροφοδοτούν είναι εξαντλημένοι. Αν η καθυστέρηση προέρχεται από τη μετακίνηση βαριών, απλών κομματιών μέσα από μια τυπική μήτρα V 90 μοιρών, ο αυτοματισμός δεν θα το λύσει. Ένας γερανός jib και μια πιο έξυπνη διάταξη διαχείρισης υλικών θα το έκαναν.
Τα συνεργεία σπάνια αποτυγχάνουν λόγω έλλειψης εργασίας· αποτυγχάνουν επειδή αναλαμβάνουν δουλειά που δεν μπορούν να διαχειριστούν. Όταν αγοράζετε μια μηχανή για να λύσετε το σημερινό πρόβλημα, παγιώνετε τις δυνατότητές σας στο παρόν. Αν η τρέχουσα παραγωγή υψηλής ποικιλίας 16 gauge δικαιολογεί έναν πτυχωτή πάνελ, η επένδυση έχει νόημα. Αλλά ακόμη και οι πιο έξυπνοι, ευέλικτοι πτυχωτές πάνελ αριστεύουν στην απορρόφηση της ποικιλίας υψηλής μίξης μόνο μέσα στα φυσικά τους όρια. Δεν μπορούν να υπερβούν θεμελιώδεις περιορισμούς δύναμης πίεσης.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
