Se afișează 1–9 din 42 rezultate
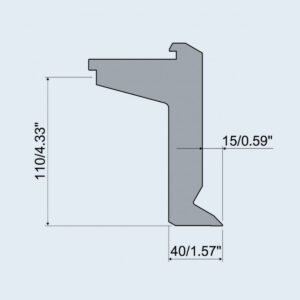
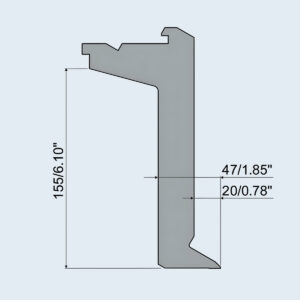
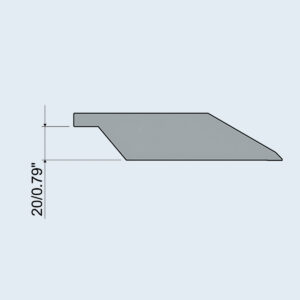
Tip R1, Scule pentru îndoirea panourilor
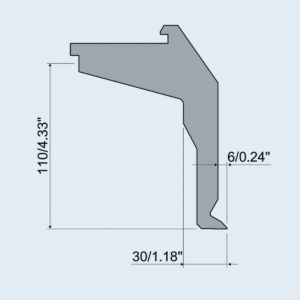
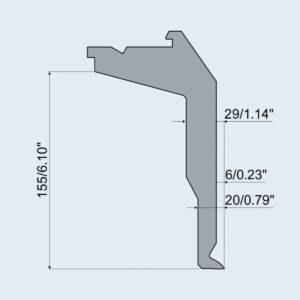
Tip R1, Scule pentru îndoirea panourilor
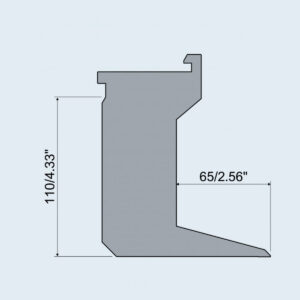
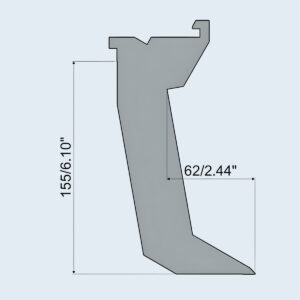
Tip R1, Scule pentru îndoirea panourilor
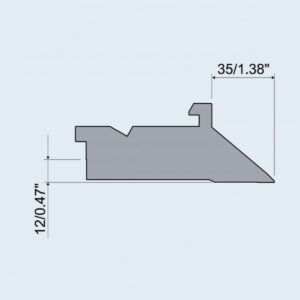
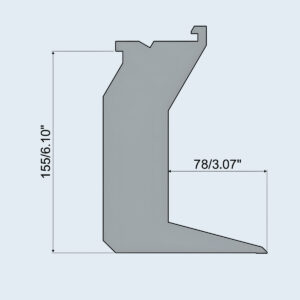
Tip R1, Scule pentru îndoirea panourilor
Tip R1, Scule pentru îndoirea panourilor
Tip R1, Scule pentru îndoirea panourilor
Tip R1, Scule pentru îndoirea panourilor
Tip R1, Scule pentru îndoirea panourilor
Tip R1, Scule pentru îndoirea panourilor
Privește un operator experimentat formând o carcasă din oțel inoxidabil de 16 gauge pe un abkant convențional. Îndoirea propriu-zisă durează poate douăsprezece secunde. Berbecul coboară, metalul cedează, iar piesa este gata. Pare eficiență maximă.
Dar stai pe podeaua atelierului cu un cronometru și ia în calcul cele patruzeci și cinci de minute dinaintea acelei îndoiri — căutarea sculelor segmentate corecte, probele de îndoire, calarea, semi-fabricatele rebutate — și ineficiența devine evidentă.
Aceleași patruzeci și cinci de minute nevăzute reprezintă o taxă impusă fiecărui lot de producție scurtă pe care îl realizezi. Acesta este exact motivul pentru care atelierul tău pare mereu ocupat, în timp ce marjele refuză să crească. Pentru a scăpa cu adevărat, înțelegerea și optimizarea Scule pentru abkant este primul pas esențial.
Realitatea incomodă este aceasta: atelierul tău nu este limitat de cât de repede echipa poate îndoi un rebord. Este limitat de tot ce se întâmplă între îndoiri. Timpul manual de setare, rebuturile și oboseala operatorilor acționează ca o taxă compusă. De fiecare dată când cineva ia o cheie Allen pentru a regla suportul posterior, apare un cost. De fiecare dată când o piesă grea necesită doi operatori pentru a o întoarce, apare alt cost. În cele din urmă, rata efectivă a taxei devine nesustenabilă — și Scule standard pentru abkant pur și simplu nu mai are sens economic.
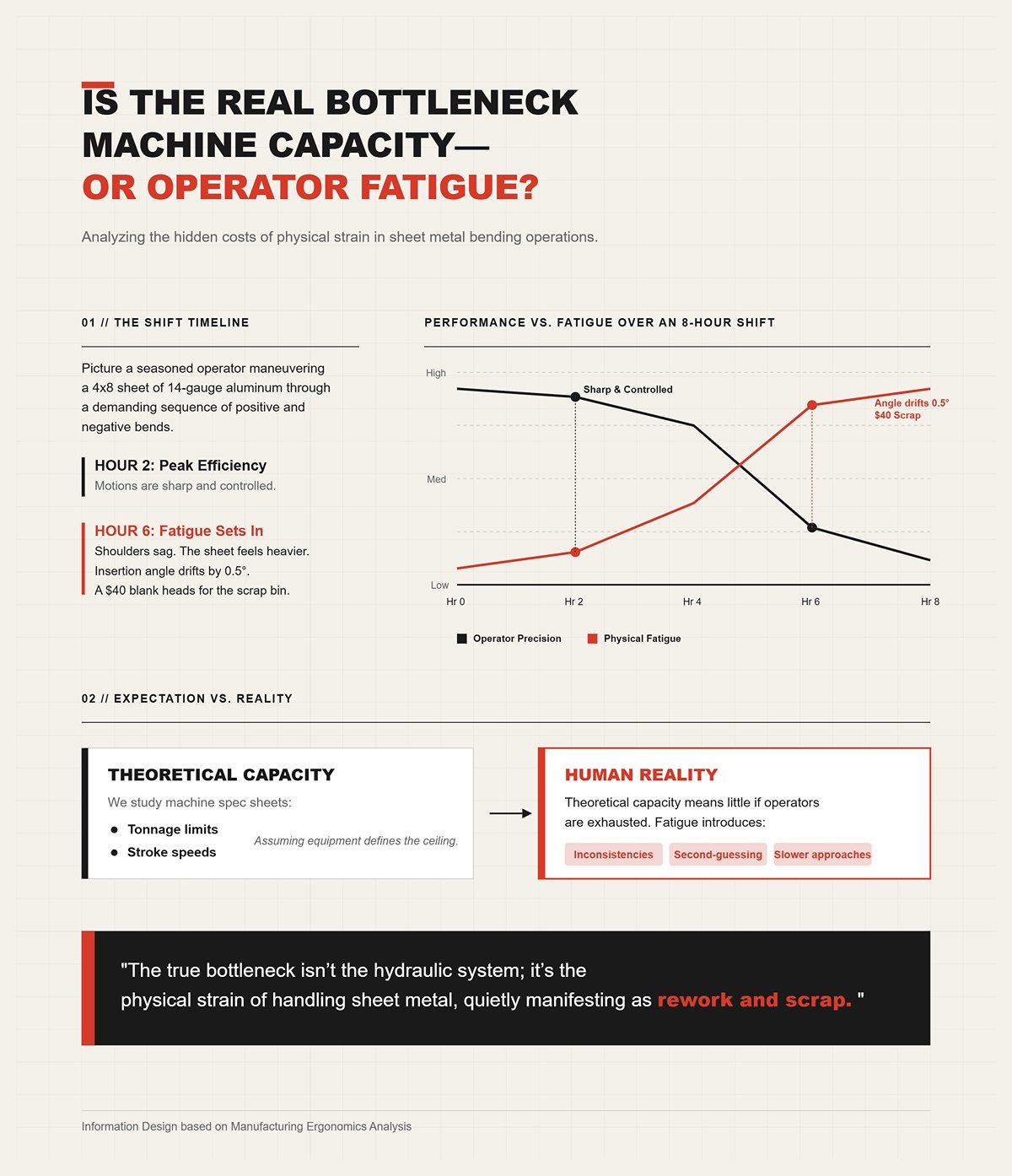
Imaginează-ți un operator experimentat manevrând o tablă de aluminiu de 4×8, grosime 14 gauge, printr-o secvență solicitantă de îndoiri pozitive și negative. După două ore de tură, mișcările sunt precise și controlate. La ora șase, umerii cedează. Tabloul pare mai greu. Unghiul de introducere se abate cu jumătate de grad și, dintr-o dată, un semifabricat $40 ajunge la containerul de rebuturi.
Avem tendința de a studia fișele tehnice ale mașinilor — limite de tonaj, viteze de cursă — presupunând că echipamentul definește limita. Dar capacitatea teoretică înseamnă puțin dacă operatorii umani care alimentează mașina sunt epuizați. Oboseala introduce inconsistențe subtile. Un operator obosit se îndoiește de setarea suportului posterior, face o piesă de test suplimentară sau încetinește avansul berbecului. Adevăratul blocaj nu este sistemul hidraulic; este efortul fizic de a manipula tabla metalică, care se manifestă discret ca retuș și rebut.

Ia în considerare un program obișnuit de marți cu mare varietate: cincizeci de suporturi, douăsprezece carcase electrice și cinci panouri HVAC personalizate. Într-o configurație convențională, schimbarea sculelor segmentate pentru aceste trei lucrări poate consuma cu ușurință o oră. La o rată de atelier de $120 pe oră, asta înseamnă $120 cheltuiți fără a îndoi măcar o bucată de metal.
Aceasta este taxa pe scule în forma ei cea mai dură. În producția de volum mare, o oră de reglaj împărțită la zece mii de piese este abia vizibilă. În lucrările variate și în loturi scurte, aceeași oră poate anula întreaga marjă a lucrării. Mulți proprietari de ateliere numesc schimbările “simple” deoarece schimbarea unui poanson nu este tehnic dificilă. Dar costul real depășește cu mult schimbul fizic. Include îndoiri de test, reglaje fine și întreruperea fluxului de lucru. Fiecare minut în care o mașină stă inactivă în timp ce un operator ajustează o matriță cu un ciocan de alamă, ineficiența este finanțată în liniște.
Un abkant hidraulic standard poate finaliza un ciclu de coborâre a berbecului în mai puțin de trei secunde — extrem de rapid. Totuși, o privire mai atentă asupra unei ture întregi dezvăluie adesea că mașina îndoaie efectiv metal mai puțin de 20% din timp. Viteza de îndoire nu înseamnă nimic dacă unghiul rezultat nu este conform specificației.
Repetabilitatea este singura măsură care protejează cu adevărat productivitatea. Cu scule manuale, repetabilitatea depinde în totalitate de abilitatea operatorului de a poziționa piesa identic pe opritoare — de sute de ori la rând — în ciuda variațiilor de revenire elastică a materialului. Dacă prima piesă durează zece secunde, dar următoarea durează cincisprezece pentru că operatorul se oprește să verifice un rebord, atunci timpul de ciclu nu este zece secunde. Este variabil — iar variabilitatea omoară eficiența.
Verificare a constrângerii: dacă cel mai experimentat operator al tău sună mâine bolnav, scade productivitatea cu 50% sau procesul rămâne pe drumul cel bun?
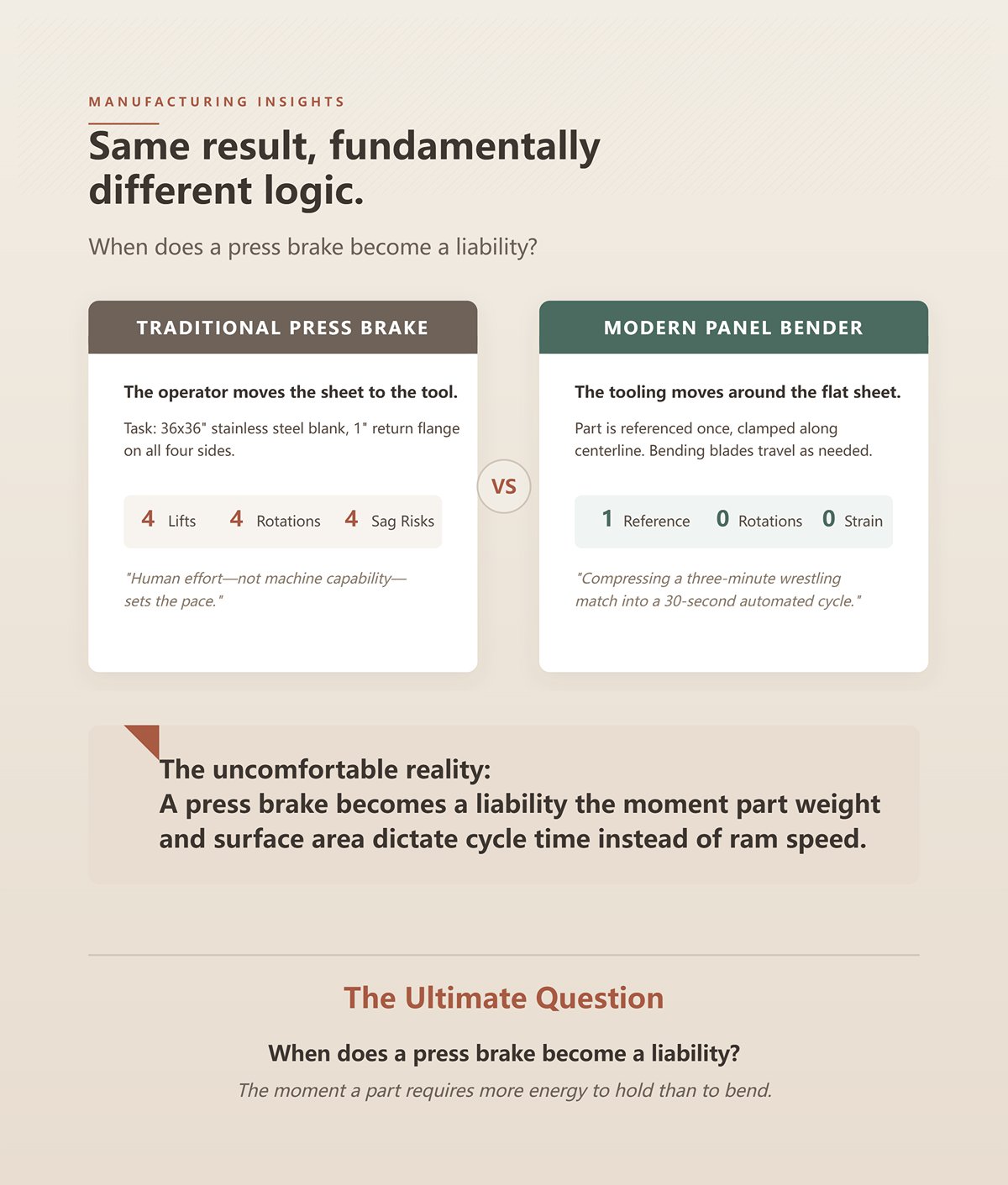
În mâinile unui operator pui o tablă goală de inox de 36 pe 36 de inci, grosime de 16 gauge, și ceri un rebord de o inch pe toate cele patru laturi. Pe o presă de îndoire tradițională, logica utilajului cere ca operatorul să ducă tabla la sculă. El ridică tabla, o aliniază la opritorul posterior, acționează berbecul, apoi rotește fizic întregul pătrat greu cu nouăzeci de grade. Patru îndoiri cer patru ridicări, patru rotații și patru șanse ca tabla să se lase doar cu jumătate de grad față de opritor.
Realitatea incomodă este următoarea: o presă de îndoire devine o povară în momentul în care greutatea piesei și suprafața încep să dicteze timpul de ciclu în locul vitezei berbecului. Avem tendința să studiem fișele tehnice ale mașinii—capacitate de tonaj, cursă, viteză de apropiere—și să presupunem că utilajul este gâtul de sticlă. În practică, când se formează panouri mari, presa de îndoire transformă operatorul în principalul sistem de manipulare a materialului, iar efortul uman—nu capacitatea mașinii—stabilește ritmul.
O mașină de îndoit panouri inversează complet această ecuație. În loc să oblige operatorul să deplaseze tabla prin scule, ea ține tabla plată și mișcă sculele în jurul tablei. Piesa este referențiată o singură dată, prinsă pe linia centrală, iar cuțitele de îndoire se deplasează după necesitate. Rezultatul este același panou cu patru laturi—dar schimbarea logicii elimină efortul fizic al operatorului, comprimând ceea ce era o luptă de trei minute într-un ciclu automatizat de treizeci de secunde. Așadar, când devine o presă de îndoire o povară? Din momentul în care o piesă cere mai multă energie pentru a fi ținută decât pentru a fi îndoită.
Luați în considerare un simplu Z-bend sau un profil offset mai complex. Pe o presă de îndoire, realizarea unei îndoiri pozitive urmată imediat de una negativă înseamnă scoaterea tablei din matriță, răsturnarea ei completă, re-alinierea la opritorul posterior și ciclarea din nou. Dacă piesa este un panou arhitectural de 6 picioare, acea răsturnare necesită doi operatori și mult spațiu la sol. Și de fiecare dată când tabla părăsește opritorul posterior, plătești un „impozit de sculă”: pierderea punctului original de referință.
Mașinile de îndoit panouri elimină acel impozit prin cinematica lor. Deoarece tabla rămâne prinsă plată într-un manipulator, cuțitele superioare și inferioare își alternează pur și simplu rolurile. Ai nevoie de o îndoire pozitivă? Cuțitul inferior urcă. Ai nevoie de o îndoire negativă? Cuțitul superior coboară. Tabla nu este niciodată răsturnată—și, esențial, nu își pierde niciodată referința liniei centrale.
Aici începe să se acumuleze precizia. Mașinile moderne de îndoit panouri oferă o acuratețe de la îndoire la îndoire de ±0,008 inchi și repetabilitate de ±0,004 inchi, nu doar pentru că sistemele lor servo sunt extrem de rafinate, ci și pentru că măsoară grosimea materialului și deformația în timp real. Mașina compensează automat variațiile pe care altfel un operator de presă de îndoire le-ar urmări cu șaibe și îndoiri de probă. Prin manipularea rebordului în loc de răsturnarea tablei, elimini complet variabila umană din ecuația geometrică. Pentru îndoiri complexe, precum raze mari, sculele specializate Scule pentru abkant cu rază pot fi esențiale, chiar și pe prese tradiționale.
Verificare a constrângerii: Dacă procesul actual necesită doi operatori doar pentru a răsturna o piesă între o îndoire pozitivă și una negativă, plătești pentru fabricație metalică—sau pentru ridicări sincronizate?
| Secțiune | Conținut |
|---|---|
| Subiect | Îndoire pozitivă și negativă: De ce manipularea rebordului este mai bună decât răsturnarea tablei |
| Scenariu | Într-un Z-bend sau profil offset pe o presă de îndoire, realizarea unei îndoiri pozitive urmate de una negative necesită scoaterea tablei, răsturnarea ei, re-alinierea la opritorul posterior și ciclarea din nou. Piesele mari (de exemplu, panouri de 6 picioare) necesită doi operatori și spațiu la sol semnificativ. Fiecare scoatere din opritorul posterior duce la pierderea punctului de referință original (“impozit de sculă”). |
| Avantajul mașinii de îndoit panouri | Mașinile de îndoit panouri păstrează tabla prinsă plată într-un manipulator. Cuțitele superioare și inferioare își alternează rolurile: cuțitul inferior urcă pentru îndoiri pozitive, iar cuțitul superior coboară pentru îndoiri negative. Tabla rămâne în loc și își păstrează referința liniei centrale. |
| Beneficiile preciziei | Mașinile moderne de îndoit panouri ating o acuratețe de la îndoire la îndoire de ±0,008 inchi și repetabilitate de ±0,004 inchi. Ele măsoară grosimea materialului și deformația în timp real și compensează automat variațiile, eliminând nevoia de șaibe și îndoiri de probă. |
| Observație esențială | Manipularea rebordului în loc de răsturnarea tablei elimină variabilele umane din ecuația geometrică și amplifică precizia. |
| Verificare a constrângerii | Dacă sunt necesari doi operatori doar pentru a răsturna o piesă între îndoiri, plătești pentru fabricație metalică—sau pentru ridicări sincronizate? |
Într-un atelier care încearcă să reducă decalajul de automatizare cu un buget restrâns vei găsi adesea o mașină de îndoit CNC semi-automată. Argumentul de vânzare este atrăgător: obții cinematica cu grindă de îndoire a unei mașini de îndoit panouri fără investiția de șapte cifre. Operatorul introduce tabla, grinda formează rebordul, iar mașina ajustează automat unghiul de îndoire.
Dar capacitatea teoretică valorează puțin dacă procesul este în continuare alimentat de forța umană. Mașinile semi-automate cer operatorului să rotească manual piesa pentru fiecare nouă latură. Câștigi mișcarea de pliere, dar păstrezi aceeași povară de manipulare care încetinește o presă de îndoire.
Mai grav, plierea tip folder are de obicei o tonă mai mică decât o presă de îndoire și viteza de fixare pe linia centrală a unui adevărat îndoir de panouri. Rezultatul este o mașină care se luptă cu materiale groase, depinzând totuși de operator pentru a manevra panouri cu varietate mare manual. În loc să se situeze la mijloc, adesea moștenești limitările ambelor: capacitatea restricționată de grosime de la folder și povara manipulării manuale a unei prese. În producția autentică cu varietate mare—unde geometria complexă dictează ritmul—automatizarea parțială elimină doar o parte din blocaj.
Urmărește un operator care trece de la o flanșă standard de 90 de grade la o margine tip lacrimă pe o presă de îndoire convențională. Trebuie să elibereze pansonul, să deplaseze căruciorul cu sculele, să instaleze o matriță de aplatizare, să o alinieze și să ruleze o piesă de probă pentru a verifica presarea. Asta înseamnă 15 minute de timp mort pur pentru configurare. Repetă de patru ori într-un schimb și ai sacrificat o oră de timp productiv de ax principal doar pentru taxa de configurare a sculelor.
Adevărul dur în prelucrarea de tablă cu varietate mare este acesta: marja ta nu este definită de cât de repede poate îndoi o mașină—ci de cât de repede poate schimba direcția. Îndoitoarele de panouri automatizate rezolvă asta prin cinematica multi-tool. În loc să schimbe manual blocuri grele de scule, un îndoitor de panouri CNC folosește un schimbător de scule integrat sau un sistem universal de lame de îndoire care se reconfigurează în timp real. Dacă profilul următor necesită o îndoire decalată urmată de o rază mare, lamele superioare și inferioare își ajustează punctele de pivotare și adâncimile cursei în milisecunde. Foaia rămâne fixată. Sculele se adaptează în jurul ei. Marginea, raza și îndoiturile decalate sunt finalizate într-o singură configurare—fără intervenție manuală. Pentru prese de îndoire tradiționale, atingerea unei astfel de versatilități pentru profile complexe cere adesea investiții în Scule speciale pentru abkant.
Când atelierele analizează operațiunile CNC pe mai multe axe, deseori descoperă o realitate dură: strângerea toleranțelor pe geometrie complexă poate dubla ușor costul per piesă. Încercarea de a menține o toleranță de ±0.005 inch pe o flanșă compusă cu configurare manuală implică îndoiri de test, rebuturi și ajustări nesfârșite. Este tentant să studiezi fișele tehnice ale mașinilor—limite de tonaj, viteze de cursă—și să presupui că hardware-ul definește limita. Dar capacitatea teoretică este irelevantă dacă operatorul este obosit sau obligat să estimeze elasticitatea materialului prin simț tactil.
Când flanșele complexe se intersectează cu precizia condusă de software, accentul se mută de la forța brută la controlul predictiv. Îndoitoarele moderne de panouri măsoară rezistența la tracțiune și variația grosimii foii de 16 gauge fixate în poziție înainte de a executa îndoirea finală. Software-ul calculează îndoirea exactă necesară și ajustează cinematica mașinii în timp real.
Totuși, automatizarea cu o singură configurare introduce propriul risc. Precizia software-ului depinde complet de un post-procesor configurat corect. Dacă modelul cinematic al sistemului CAM nu se aliniază cu constrângerile fizice ale mașinii—cum ar fi limitele de cursă ale axelor sau direcțiile de rotație—rezultatul nu este o flanșă perfectă. Este zgârierea materialului, timp de ciclu irosit sau chiar o coliziune multi-axă. Automatizarea cu o singură configurare amplifică greșelile de programare la fel de eficient cum multiplică productivitatea. Dar atunci când post-procesorul este reglat corespunzător, mașina compensează automat variațiile materialului care altfel ar necesita verificări constante cu micrometrul din partea unui operator extrem de calificat.
Pune o presă de îndoire convențională lângă un îndoitor de panouri automatizat și rulează 5.000 de carcase electrice identice. Cu o configurare optimizată și un operator constant, presa de îndoire ar putea chiar să câștige la curse pe minut. Pe hârtie, pare eficiență maximă. Dar ce se întâmplă când programul se schimbă la cinci carcase, apoi la doisprezece suporturi HVAC, apoi la trei fațade personalizate din inox? Presa de îndoire scade la zero curse pe minut în timp ce operatorul se luptă cu trei schimbări separate de scule.
În producția cu varietate mare și volum mic, viteza brută este un indicator de vanitate. Versatilitatea este cea care determină de fapt profitabilitatea. Un îndoitor de panouri CNC internalizează taxa de configurare a sculelor. Cinematica sa multi-tool poate trece de la un profil ascuțit de 90 de grade la unul cu rază mare în același moment în care manipulatorul rotește piesa—efectiv reducând timpul de configurare la zero. Nu mai ești forțat să grupezi lucrările doar pentru a justifica schimbările; poți executa piesele exact în ordinea cerută de departamentul de asamblare. Rezultatul este mai puțin stoc intermediar și transformarea volatilității mari dintr-o problemă de planificare într-un avantaj competitiv.
Verificarea constrângerilor: Măsori capacitatea atelierului tău prin viteza ciclului mașinii—sau prin numărul de piese finite distincte care ajung efectiv la docul de livrare la sfârșitul schimbului?
Intră într-un atelier care procesează inox 304 de 16 gauge cu patru schimbări manuale de scule pe schimb. Urmărește operatorul cum aruncă primele două foi de la fiecare configurare doar pentru a regla elasticitatea. La $45 per foaie, plus 20 de minute de configurare per schimbare, acea operațiune pierde în tăcere peste $500 pe zi înainte ca o singură piesă conformă să ajungă pe paletul de expediere. Aceasta este taxa de configurare a sculelor în forma sa pură—o penalizare cumulativă aplicată fiecărui lot cu varietate mare, erodând constant marjele în timp ce mașinile par ocupate. Pragul de automatizare nu ține rar de producerea unui milion de piese identice. Ține de recunoașterea momentului precis în care această pierdere zilnică depășește costul unei plăți lunare pentru echipament.
Un veteran cu 20 de ani de experiență poate simți punctul de cedare al aluminiului 5052 prin tălpile bocancilor și poate ajusta manual ghidajul posterior din instinct. Dar acel veteran s-a pensionat anul trecut, iar noul angajat se chinuie să manevreze o foaie de 18 kilograme în timp ce se uită cu greu la o bandă de măsurare întoarsă. Realitatea inconfortabilă este aceasta: controlul manual este rentabil doar când persoana care îl operează este excepțională. Când forța de muncă calificată este limitată, dependența de operator introduce o variabilitate costisitoare în programul tău de producție. Un operator neexperimentat nu doar lucrează mai lent—ci ezită, îndoaie prea mult și blochează fluxul de asamblare complet prin întârzieri cauzate de reparații.
Tindem să studiem fișele tehnice ale mașinilor—limite de tonaj, viteze de cursă—și să presupunem că echipamentul definește limita noastră. Dar capacitatea teoretică este lipsită de sens dacă mușchii umani care încarcă mașina sunt epuizați.
Îndoitoarele de panouri CNC automatizate confruntă această dependență direct. Prin transferul manevrării materialului și poziționării sculelor către manipulatori cu servomotoare și asocierea lor cu controale CNC intuitive, ele pot reduce dependența de operator cu până la 40%. Mașina măsoară foaia, calculează abaterea de îndoire și execută secvența cu precizie. Argumentul financiar pentru controlul manual se destramă în momentul în care plătești salarii calificate pentru a produce rebuturi necalificate. De ce să continui să finanțezi un proces manual când costul real per piesă fluctuează odată cu nivelul de energie al operatorului la ora 15:00?
Imaginează-ți că ai oferit un preț pentru o serie de 150 de carcase electrice complexe. În mod convențional, se crede că CNC-ul devine rentabil doar la volume mari, în timp ce frânele de presă manuale sunt avantajoase pentru serii scurte. Această logică se prăbușește însă într-un mediu de prelucrare a tablei cu varietate mare. Pe o frână manuală, menținerea unei toleranțe de ±0,005 inci pe o margine compusă necesită teste de îndoire. Dacă pierzi trei piese în timpul reglajelor pentru o comandă de 150 de bucăți, deja ai consumat 2% din bugetul de material. Înmulțește asta cu zece familii diferite de piese într-o singură săptămână, iar pierderile cresc rapid.
Un îndoit automatizat de panouri vine cu un cost inițial semnificativ—adesea dublul prețului unei frâne de presă de vârf. Totuși, lama sa universală de îndoire și compensarea în timp real a grosimii elimină complet necesitatea testelor de îndoire. Prima piesă care iese din mașină este gata de producție. Când compari o investiție de capital de $400.000 cu o rată constantă de rebuturi de 3% în materiale de valoare mare—la care se adaugă timpul de configurare pierdut pentru ajustarea toleranțelor—fereastra de amortizare se micșorează de la decenii la doar câțiva ani. Nu investești în îndoiri mai rapide; investești în eliminarea permanentă a pierderilor de configurare. Unde altundeva, pe podeaua atelierului, poți cumpăra efectiv o garanție de „zero rebuturi”?
Emiterea unei comenzi de achiziție pentru o celulă automatizată de îndoire aduce un șoc de capital imediat. Implementarea necesită adesea modernizarea sistemelor CAM vechi, recalificarea programatorilor și depășirea rezistenței inițiale a operatorilor care au mai multă încredere în scule din oțel masiv decât în precizia controlată de software. Această fricțiune de tranziție poate întârzia primele rezultate, făcând eticheta de preț să pară o povară pentru companie în primele două trimestre de implementare.
Adevărata rentabilitate a investiției, însă, se dezvăluie în stabilitatea contractelor. Odată ce „taxa pentru scule” dispare, productivitatea devine matematic previzibilă. Știi exact cât timp va dura un lot de 50 de fațade personalizate, pentru că timpul de configurare este eliminat iar rebuturile sunt practic inexistente. Acest nivel de certitudine îți permite să concurezi pentru contracte OEM exigente, de tip just-in-time, pe care operațiunile manuale abia le pot garanta fără a menține stocuri costisitoare de piese aflate în proces. Automatizarea absoarbe variațiile într-un mediu cu diversitate mare, transformând haosul programării în venituri sigure.
Verificarea constrângerilor: dacă operațiunea ta are în medie mai mult de patru schimbări de configurare pe tură și rate de rebuturi ce depășesc trei procente, un îndoit automatizat de panouri este într-adevăr un lux costisitor—sau este singura modalitate viabilă de a-ți proteja marjele într-o eră a deficitului de muncitori calificați? Pentru o analiză detaliată adaptată operațiunii tale, este recomandat să Contactează-ne pentru o consultație.
Imaginează-ți că iei un îndoit CNC de panouri perfect, aflat într-un mediu controlat, și îl așezi în mijlocul unui șantier comercial noroios. Pe o podea de beton lustruit, înconjurat de table curate de 16 gauge, el reprezintă eficiența maximă. Dar în lumea reală—în fața unui teanc de plăci arhitecturale de 1/2 inch care trebuie să se potrivească perfect unui zid de sprijin din beton turnat—acea mașină de jumătate de milion de dolari devine rapid o piesă decorativă extrem de scumpă. Automatizarea excelează în condiții controlate. Șantierul rareori le oferă. Petrecem atât de mult timp calculând ROI-ul îndoiturii fără configurare încât trecem cu vederea limitele fizice ale mașinii. Există un punct în care costurile pentru scule devin irelevante—deoarece sistemul automat pur și simplu nu poate îndeplini sarcina.
Avem tendința de a analiza fișele tehnice—capacități, viteze de cursă—ca și cum mașina ar defini limitele. Uneori, însă, constrângerea reală este codul poștal. Fabricarea arhitecturală înseamnă adesea adaptarea metalului la structuri turnate, înrămate sau sudate la “toleranțe de teren” — cu alte cuvinte, nimic nu este perfect drept. Când îndoi fațade structurale grele sau șiruri de trepte personalizate, rareori îți permiți luxul de a măsura pe șantier, de a actualiza fișierele CAD, de a prelucra piesa într-o celulă CNC mare și de a o expedia înapoi—doar pentru a descoperi că betonul s-a tasat cu o optime de inch.
Pe teren este nevoie de ajustare în timp real. Frânele de presă hidraulice tradiționale sau îndoitoarele portabile robuste pot fi transportate la locul de muncă, alimentate de un generator diesel și operate de un lucrător care măsoară spațiul real—nu un model CAD teoretic. Sacrifici precizia de nivel industrial pentru realitatea geografică. Un îndoit CNC de panouri este fixat pe podeaua atelierului, dependent de intrări perfecte pentru a oferi ieșiri perfecte. Când șantierul în sine devine variabila, automatizarea industrială dă loc unui operator priceput cu o bandă de măsură, o frână portabilă solidă și discernământul de a îndoi din mers.
Realitatea incomodă este că îndoitoarele de panouri sunt proiectate pentru tablă—nu pentru plăci blindate. Avantajul lor mecanic se bazează pe lame acționate servo care pliază materialul în jurul unei bare centrale de fixare. Dacă treci de la ornamente din oțel inoxidabil de 14 gauge la plăci de oțel ultra-rezistent A514 de 1/2 inch pentru aplicații arhitecturale, fizica de bază se schimbă radical.
Nu poți îndoi o placă de oțel de jumătate de inch folosind aceeași mecanică fin calibrată concepută pentru a forma o carcasă electrică ușoară.
Plăcile groase necesită forțe imense, foarte concentrate, și V-matrițe special concepute pentru a forța materialul să cedeze fără a-i compromite structura granulară. Dacă împingi un îndoit automatizat în acest domeniu, geometria sa proprie devine un dezavantaj. Lamele automate fie nu au forța necesară pentru a deforma corect placa, fie sarcinile extreme riscă să deterioreze mecanismele interne complexe ale mașinii. Frânele de presă grele domină acest domeniu deoarece designul lor cu berbec vertical este fundamental simplu și brutal de eficient. Nu există brațe de pliere complexe—doar un poanson din oțel dur care lovește într-o matriță din oțel dur cu sute de tone de putere hidraulică pură.
Chiar dacă piesele tale se încadrează tehnic în limitele unui îndoit automatizat, instalația ta le poate exclude. O celulă complet automatizată de îndoire, cu turnuri integrate de manipulare a materialului, ocupă un spațiu considerabil. Necesită adesea fundații din beton armat pentru a preveni tasarea, alimentare electrică trifazată de 480V cu capacitate mare de amperaj și un mediu controlat climatic pentru a proteja sistemele servo sensibile de praf și murdărie.
Prin contrast, frânele de presă tradiționale sunt remarcabil de tolerante față de mediul lor. Poți amplasa o frână de 150 de tone într-un colț întunecat al atelierului, o poți conecta la alimentarea industrială standard și te poți aștepta să îndoaie plăci grele în mod fiabil, timp de decenii, cu întreținere minimă. Dacă spațiul din atelier este limitat, serviciul electric este deja la capacitate maximă sau cheltuielile de capital sunt foarte restrânse, randamentul teoretic al unei celule CNC devine irelevant. Nu poți cumpăra eficiență cu spațiu și energie electrică pe care pur și simplu nu le ai.
Verificarea constrângerilor: produci geometrii fine, cu varietate mare, care justifică cu adevărat reproiectarea întregii infrastructuri a atelierului—sau încerci să rezolvi o provocare arhitecturală cu plăci grele folosind un sistem automatizat fragil?
Realitatea dură este aceasta: cataloagele de echipamente sunt concepute să îți vândă capacitatea teoretică maximă, în timp ce atelierul tău trăiește și moare în funcție de debitul minim din lumea reală. Este tentant să studiezi fișele tehnice—calculând limitele de tonaj și vitezele de cursă ca și cum mașina însăși ar fi blocajul. Dar o mașină este doar un instrument. Adevărata constrângere este combinația ta specifică de materiale, geometria pieselor și forța de muncă.
Un îndoit automat pentru panouri complet automatizat ar putea realiza 17 îndoiri pe minut fără nicio schimbare manuală de scule, prezentându-se drept amplificatorul suprem al marjei tale. Totuși, dacă îl alimentezi cu piese greșite, pur și simplu ai investit într-un generator de rebuturi extrem de eficient. Pentru a elimina taxa de scule fără a instala un blocaj de jumătate de milion de dolari, încetează să mai întrebi ce poate face o mașină în izolare. Începe să te întrebi ce îți erodează activ marjele pe teren astăzi.
Automatizarea are un plafon fix—și acesta este adesea măsurat în miimi de inch.
Îndoitoarele de panouri strălucesc atunci când pliază aluminiu de 14-gauge sau oțel inoxidabil în piese complexe de până la 3 metri lungime. Dar dacă munca ta principală se îndreaptă spre plăci de 10-gauge sau 1/4 inch, lamele delicate acționate de servomotor ale unui îndoit CNC pur și simplu nu vor putea mișca materialul. Începe prin a cartografia gama de grosimi ale materialului. Legile fizicii singure pot elimina un îndoit de panouri din ecuație înainte de a-i privi eticheta de preț.
Apoi, examinează geometria piesei. Îndoitoarele de panouri au adâncimi ale gâtului relativ mici în comparație cu înălțimile deschise generoase ale unei prese tip "brake". Dacă formezi carcase electrice adânci sau flanșe înalte, arhitectura fizică a mașinii poate împiedica rotirea piesei în timpul secvenței de îndoire.
Chiar și în cazul îndoiturilor standard tip Z există constrângeri stricte pe un îndoit automatizat. Pentru a evita coliziunile cu sculele, de obicei ai nevoie de o înălțime totală minimă de cel puțin 2,5 × grosimea materialului și lungimi ale flanșei de 1,5 × grosimea materialului. Dacă lotul mediu constă din 15 piese foarte variabile cu geometrie de cutii adânci, avantajul “zero setup” dispare—deoarece piesa pur și simplu nu se poate roti în interiorul mașinii.
Verificare a constrângerilor: piesele tale sunt cu adevărat suficient de subțiri și plate pentru a se roti în interiorul gâtului unui îndoit de panouri, sau încerci să treci cutii adânci, grele printr-o mașină concepută pentru lucrări de finisare superficială?
Odată ce fizica are sens, trebuie să identifici exact ce creează frânarea operațională. Mergi la zona de îndoire și observă operatorul timp de o oră. Dacă un fabricant experimentat petrece 40 de minute pentru a demonta și reconstrui scule complexe pentru o serie de 20 de piese, blocajul este timpul de setare. Aceasta este taxa reală de scule—și exact aici își dovedește utilitatea un îndoit CNC de panouri, reconfigurând sculele în câteva secunde.
Dar ce se întâmplă dacă setarea este rapidă și coșul de rebuturi tot se umple cu piese îndoite greșit sau în secvență incorectă?
Atunci te confrunți cu lipsă de calificare și complexitate geometrică. O presă tip brake depinde în întregime de judecata spațială a operatorului pentru a întoarce și roti corect piesa netăiată. Un îndoit automatizat elimină mâinile umane din secvență—fixând piesa o dată și executând fiecare îndoitură pozitivă și negativă cu precizie. Dar capacitatea teoretică a unei mașini nu înseamnă nimic dacă oamenii care o alimentează sunt epuizați. Dacă încetinirea vine din mutarea pieselor grele și simple printr-un V-die standard de 90 de grade, automatizarea nu o va rezolva. Un braț pivotant și un aranjament mai inteligent de manipulare a materialelor vor rezolva problema.
Atelierele rareori eșuează din lipsă de muncă; eșuează din cauza preluării unei lucrări pe care nu o pot procesa. Când cumperi o mașină pentru a rezolva punctul de durere specific de astăzi, îți fixezi capabilitățile în prezent. Dacă producția actuală de 16-gauge cu mare diversitate justifică un îndoit de panouri, investiția are sens. Dar chiar și cele mai inteligente și flexibile îndoitoare de panouri excelează în absorbția variabilității mari doar în limitele lor fizice. Ele nu pot depăși constrângerile fundamentale de tonaj.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
