1–9 / 42 eredmény megjelenítése
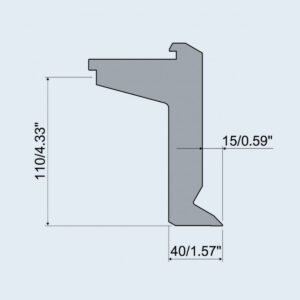
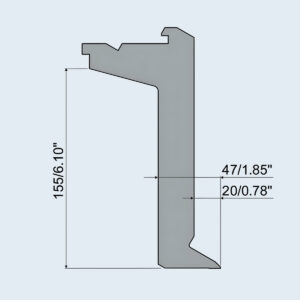
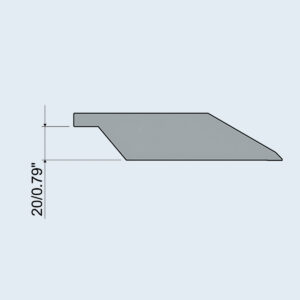
R1 típus, panelhajlító szerszámok
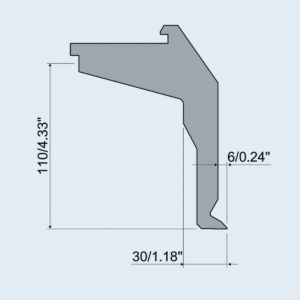
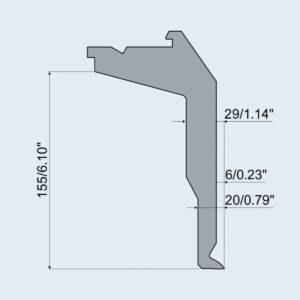
R1 típus, panelhajlító szerszámok
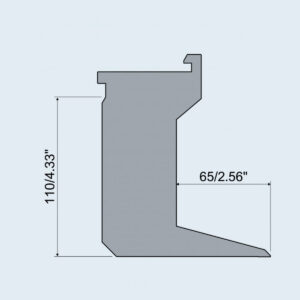
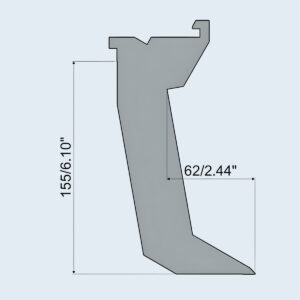
R1 típus, panelhajlító szerszámok
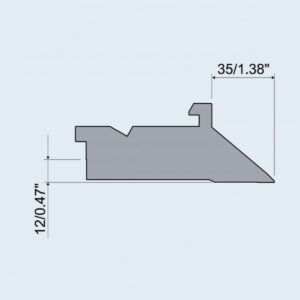
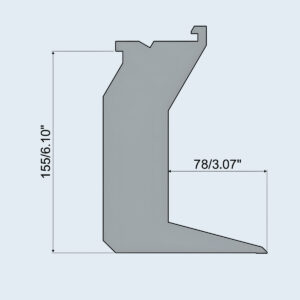
R1 típus, panelhajlító szerszámok
R1 típus, panelhajlító szerszámok
R1 típus, panelhajlító szerszámok
R1 típus, panelhajlító szerszámok
R1 típus, panelhajlító szerszámok
R1 típus, panelhajlító szerszámok
Figyeljen meg egy tapasztalt gépkezelőt, amint egy 16-as vastagságú rozsdamentes acél burkolatot formál egy hagyományos élhajlítón. Maga a hajlítás legfeljebb tizenkét másodpercet vesz igénybe. A kos leereszkedik, a fém enged, és a darab elkészül. Úgy tűnik, mintha maximális hatékonyságot érnénk el.
De ha ott áll a műhely padlóján egy stopperrel, és beleszámolja a hajlítást megelőző negyvenöt percet – a megfelelő szegmensekből álló ütések keresését, a próbahajlításokat, a hézagolásokat, a selejtbe került lemezeket –, azonnal nyilvánvalóvá válik a hatékonyság hiánya.
Ez a láthatatlan negyvenöt perc egyfajta adó, amit minden rövid sorozatú gyártásra kivetnek. Pontosan ez az oka annak, hogy a műhely állandóan forgalmasnak tűnik, miközben a haszonkulcsok nem nőnek. Ahhoz, hogy valóban kiszabaduljon ebből, az első kritikus lépés a Élhajlító szerszámok folyamatának megértése és optimalizálása.
A kellemetlen valóság ez: nem az szabja meg a határokat, hogy milyen gyorsan tudja a csapata meghajlítani a peremet, hanem minden, ami a hajlítások között történik. A kézi beállítási idő, a selejt és a kezelők fáradtsága összetett adóként működik. Minden alkalommal, amikor valaki előveszi az imbuszkulcsot, hogy finomhangolja a hátsó ütközőt, költséget termel. Minden alkalommal, amikor egy nehéz darabot két kezelőnek kell megfordítania, újabb költség születik. Végül a tényleges adókulcs tarthatatlanná válik – és a kézi Standard élhajlító szerszámok egyszerűen már nem jelent pénzügyileg ésszerű megoldást.
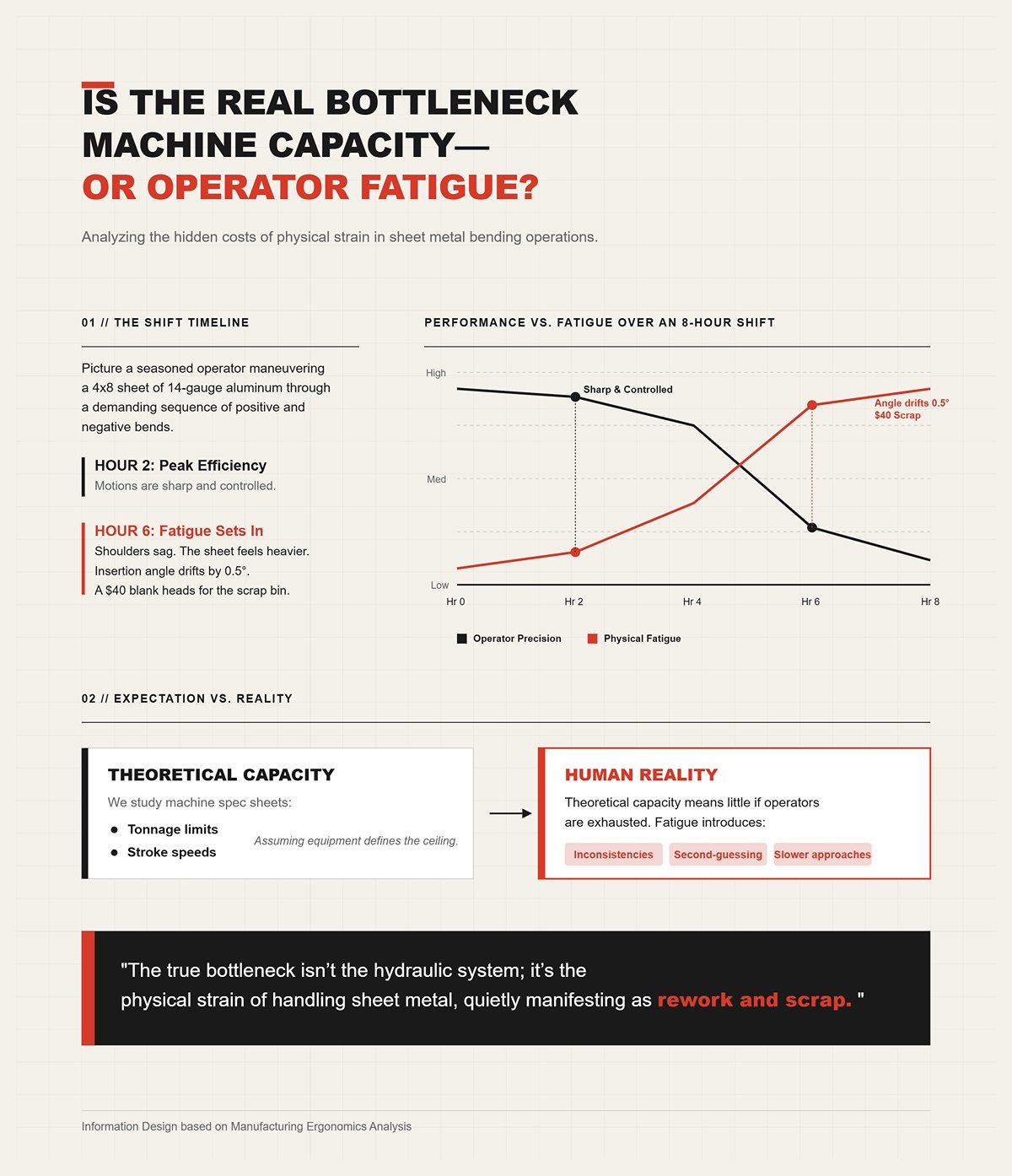
Képzeljen el egy tapasztalt kezelőt, aki egy 4×8-as, 14-es vastagságú alumíniumlemezből igényes pozitív és negatív hajlítási sorozatot végez. A műszak első két órájában a mozdulatok élesek és pontosak. A hatodik órában azonban a vállak megereszkednek. A lemez nehezebbnek tűnik. A behelyezési szög fél fokkal elcsúszik, és hirtelen egy $40 lemez a selejtkosárban köt ki.
Hajlamosak vagyunk a gépek műszaki adatlapját tanulmányozni – nyomóerő, lökethossz –, azt feltételezve, hogy a berendezés határozza meg a plafont. De az elméleti kapacitás keveset jelent, ha a gépet kiszolgáló kezelők kimerültek. A fáradtság apró eltéréseket hoz magával: a fáradt kezelő újraméri a hátsó ütközőt, extra próbadarabot futtat, vagy lelassítja a kos mozgását. A valódi szűk keresztmetszet nem a hidraulikus rendszer, hanem a lemezkezelés fizikai megterhelése, amely csendben jelenik meg újramegmunkálásként és selejtként.

Vegyük például egy tipikus, vegyes feladatokkal teli keddet: ötven konzol, tizenkét elektromos ház és öt egyedi HVAC-panel. Hagyományos berendezéseken a három munkához szükséges szegmenses szerszámcsere könnyedén elvihet egy órát. $120 dolláros óradíjnál ez $120 elköltött összeg anélkül, hogy akár egy darab fémet is meghajlítottak volna.
Ez a szerszámadó legkegyetlenebb formája. Nagy volumenű gyártásban az egyórás beállítás tízezer alkatrész között alig érzékelhető. Vegyes, rövid sorozatú munkában viszont ez az egy órás állásidő az egész megrendelés nyereségét lenullázhatja. Sok műhelytulajdonos “egyszerűnek” nevezi az átállásokat, mert egy ütköző kicserélése technikailag nem bonyolult. De a valódi költség messze túlmutat a fizikai cserén: magában foglalja a próbahajlításokat, a finomhangolást és a munkafolyamat megszakítását. Minden perc, amikor a gép tétlenül áll, miközben a kezelő rézkalapáccsal igazítja a szerszámot, a hatékonyság csendben veszteséget termel.
Egy szabványos hidraulikus élhajlító kevesebb mint három másodperc alatt elvégez egy teljes ciklust – villámgyorsan. Mégis, ha közelebbről megvizsgáljuk az egész műszakot, gyakran kiderül, hogy a gép az idő kevesebb mint 20% részében hajlít ténylegesen fémet. A hajlítási sebesség mit sem ér, ha a kapott szög eltér a céltól.
Az ismételhetőség az egyetlen mutató, amely valóban védi az áteresztőképességet. Kézi szerszámozás esetén az ismételhetőség teljes mértékben a kezelő azon képességétől függ, hogy a lemezt az ütközőhöz minden alkalommal azonosan pozícionálja – több százszor egymás után – az anyag visszarugózásának eltérései ellenére. Ha az első darab tíz másodpercig tart, a következő pedig tizenötig, mert a kezelő megáll, hogy újraellenőrizze a peremet, akkor a ciklusideje nem tíz másodperc. Az változó – és a változékonyság megöli a hatékonyságot.
Korlátellenőrzés: ha a legtapasztaltabb kezelője holnap betegszabadságra megy, 50%-tal esik vissza az áteresztőképesség, vagy a folyamat továbbra is zökkenőmentesen működik?
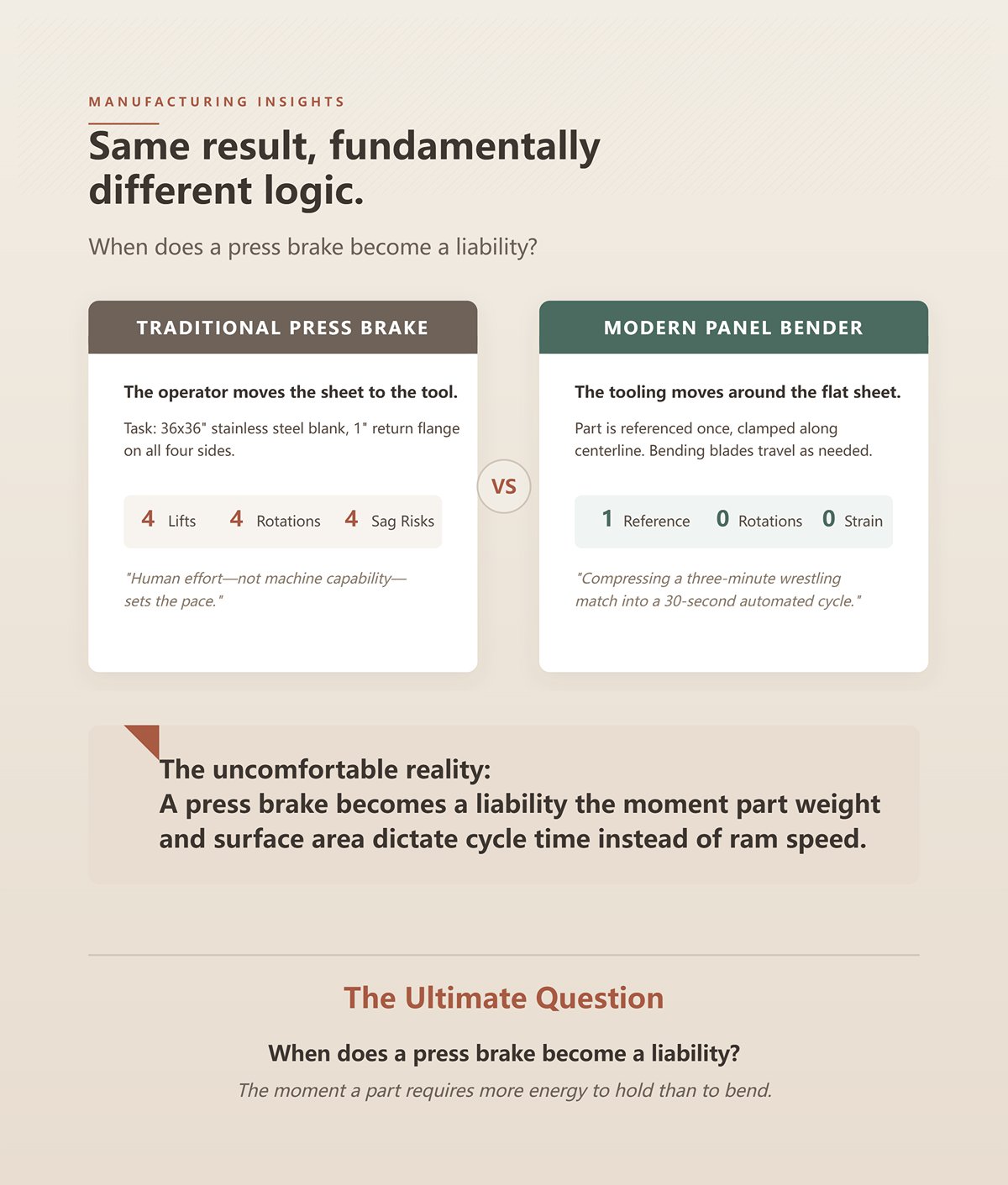
Adj az operátornak egy 36×36 hüvelykes, 16-as vastagságú rozsdamentes acéllemezt, és kérj tőle egy egyhüvelykes visszahajtott peremet mind a négy oldalon. Egy hagyományos élhajlítón a gép logikája megköveteli, hogy az operátor mozgassa a lemezt a szerszámhoz. Felemeli a lemezt, a háttámaszhoz igazítja, működteti a prést, majd fizikailag elfordítja a nagy, nehezen kezelhető négyzetet kilencven fokkal. Négy hajlításhoz négy emelés, négy forgatás és négy lehetőség kell, hogy a lemez akár csak fél fokkal is eltérjen a háttámasztól.
A kellemetlen valóság ez: az élhajlító abban a pillanatban válik hátránnyá, amint az alkatrész súlya és felülete kezdi meghatározni a ciklusidőt, nem pedig a préssebesség. Hajlamosak vagyunk a gép műszaki adatlapját tanulmányozni — nyomóerő, löket hossza, közelítési sebesség —, és azt feltételezni, hogy maga a berendezés a szűk keresztmetszet. A gyakorlatban azonban, amikor nagy paneleket formálunk, az élhajlító az operátort alakítja át az elsődleges anyagmozgató rendszerré, és az emberi erőfeszítés — nem pedig a gép teljesítménye — határozza meg a tempót.
A panelhajlító teljesen megfordítja ezt az egyenletet. Ahelyett, hogy az operátornak kellene a lemezt a szerszámhoz mozgatni, a panelhajlító síkban tartja a lemezt, és a szerszám mozog körülötte. Az alkatrészt egyszer kell csak pozícionálni, a középvonal mentén leszorítódik, majd a hajlítópengék szükség szerint mozognak. Az eredmény ugyanaz a négyszögletes tányér, de a működési logika megváltozása megszünteti az operátor fizikai megterhelését, azt, ami korábban háromperces küzdelem volt, harminc másodperces automatizált ciklussá sűríti. Tehát mikortól válik az élhajlító hátránnyá? Attól a pillanattól, amikor egy alkatrész több energiát igényel a megtartáshoz, mint a meghajlításhoz.
Vegyünk egy egyszerű Z-hajlítást vagy egy bonyolultabb lépcsős profilt. Egy élhajlítón pozitív hajlítást közvetlenül negatív hajlítás követni úgy lehet, ha a lemezt kivesszük a szerszámból, teljesen megfordítjuk, újra a háttámaszhoz igazítjuk, majd újra működtetjük a prést. Ha az alkatrész egy 6 láb hosszú építészeti panel, a fordításhoz két operátorra és rengeteg helyre van szükség. És minden alkalommal, amikor a lemez elhagyja a háttámaszt, egyfajta szerszámadóval fizetsz: elveszíted az eredeti referencia pontodat.
A panelhajlítók ezt az „adókat” kinematikai működésükkel szüntetik meg. Mivel a lemez síkban marad, és egy manipulátor fogja, a felső és alsó hajlítópengék egyszerűen szerepet cserélnek. Pozitív hajlítás kell? Az alsó penge felfelé mozdul. Negatív hajlítás kell? A felső penge lefelé mozdul. A lemez soha nem fordul meg — és ami döntő, soha nem veszíti el középvonalas referenciáját.
Itt kezd a pontosság halmozódni. A modern panelhajlítók hajlításonként ±0,008 hüvelykes pontosságot és ±0,004 hüvelykes ismétlési eltérést biztosítanak, nemcsak kifinomult szervorendszereiknek köszönhetően, hanem azért is, mert valós időben mérik az anyagvastagságot és az alakváltozást. A gép automatikusan kompenzálja azokat az eltéréseket, amelyeket egy élhajlító operátor alátétekkel és próbálgatásokkal próbálna korrigálni. A perem mozgatásával, nem pedig a lemez megfordításával, teljesen kiiktatod az emberi változót a geometriai egyenletből. Nagy rádiuszú vagy összetett hajlításokhoz speciális Rádiuszos élhajlító szerszámok szerszámok is nélkülözhetetlenek lehetnek, még a hagyományos élhajlítókon is.
Korlátellenőrzés: Ha a jelenlegi folyamatodban két operátor szükséges csak azért, hogy a pozitív és negatív hajlítás között megfordítsák a darabot, valójában fémmegmunkálásért fizetsz — vagy szinkronizált súlyemelésért?
| Szakasz | Tartalom |
|---|---|
| Téma | Pozitív és negatív hajlítás: miért jobb a peremet mozgatni, mint a lemezt megfordítani |
| Forgatókönyv | Egy Z-hajlítás vagy eltolt profil esetében az élhajlítón a pozitív és negatív hajlítás egymás utáni elvégzéséhez el kell távolítani a lemezt, megfordítani, majd újra a háttámaszhoz igazítani, és újra működtetni a prést. A nagy méretű alkatrészekhez (pl. 6 láb hosszú panelek) két operátor és jelentős alapterület szükséges. Minden alkalommal, amikor a lemez elkerül a háttámasztól, elveszítjük az eredeti referenciapontot (“szerszámadó”). |
| A panelhajlító előnye | A panelhajlítók a lemezt síkban, egy manipulátorral leszorítva tartják. A felső és az alsó hajlítópengék váltakozva működnek: az alsó penge felfelé hajlít a pozitív, a felső pedig lefelé a negatív hajlításhoz. A lemez a helyén marad, és megőrzi középvonalas referenciáját. |
| A pontosság előnyei | A modern panelhajlítók hajlításonként ±0,008 hüvelykes pontosságot és ±0,004 hüvelykes ismételhetőséget érnek el. Valós időben mérik az anyagvastagságot és az alakváltozást, és automatikusan kompenzálják az eltéréseket, így nincs szükség alátétekre vagy próbálgatásra. |
| Fő felismerés | A perem mozgatása a lemez megfordítása helyett eltávolítja az emberi tényezőt a geometriai egyenletből, és növeli a pontosságot. |
| Korlátellenőrzés | Ha két operátor csak azért kell, hogy a darabot a hajlítások között megfordítsa, valójában fémmegmunkálásért fizetsz — vagy szinkronizált súlyemelésért? |
Ha belépsz egy műhelybe, amely korlátozott költségvetés mellett próbálja csökkenteni az automatizálási szakadékot, gyakran félautomata CNC hajlítógépet találsz. Az értékesítési érv vonzó: megkapod a panelhajlító hajlítógerenda-kinematikáját hét számjegyű beruházás nélkül. Az operátor betölti a lemezt, a gerenda kialakítja a peremet, és a gép automatikusan beállítja a hajlítás szögét.
De az elméleti kapacitás mit sem ér, ha továbbra is emberi erő mozgatja a folyamatot. A félautomata hajlítógépek megkövetelik, hogy az operátor minden új oldalhoz manuálisan forgassa a munkadarabot. Megkapod ugyan a hajlító mozdulatot, de megtartod azt az anyagkezelési terhet is, ami lassítja az élhajlítót.
Még rosszabb, hogy a hajtogató gépek általában nem rendelkeznek a présfék tonnatartományával és a valódi panelhajlító központi leszorítási sebességével. Az eredmény egy olyan gép, amely nehezen birkózik a vastag anyaggal, miközben az operátortól függ, hogy kézzel mozgassa a különböző panelek sokaságát. Ahelyett, hogy a középutat választaná, gyakran mindkettő korlátait örökli: a hajtogató vastagsági korlátozásait és a prés kézi kezelési terhét. Valódi sokféleségű gyártásban – ahol az összetett geometria diktálja a tempót – a részleges automatizálás csak az akadály egy részét szünteti meg.
Nézze meg, hogyan vált egy kezelő hagyományos présféken a szabványos 90 fokos peremről csepp alakú peremre. Le kell oldania a szerszámot, odagurítani a szerszámkocsit, beszerelni a lapító szerszámot, beállítani, majd próbadarabot futtatni az összepréselés ellenőrzésére. Ez 15 perc tiszta beállítási állásidő. Ha ezt műszakonként négyszer megismétlik, egy órányi termelékeny gépidőt áldoznak a „szerszámadó”-ra.
A kemény igazság a nagy változatosságú lemezmegmunkálásban ez: az árrését nem az határozza meg, hogy a gép milyen gyorsan hajlít, hanem az, hogy milyen gyorsan tud irányt váltani. Az automatizált panelhajlítók ezt több szerszámot használó kinematikával oldják meg. A nehéz szerszámtömbök kézi cseréje helyett a CNC panelhajlító beépített szerszámcserélőt vagy univerzális hajlítópengéket használ, amelyek valós időben konfigurálják át magukat. Ha a következő profilnál eltolt hajlítást kell végezni nagy ívvel, a felső és alsó pengék milliszekundumok alatt módosítják a forgáspontjukat és löketmélységüket. A lemez rögzítve marad. A szerszám a lemezhez igazodik. A perem-, ív- és eltolt hajlítások egyetlen beállításban készülnek el – kézi beavatkozás nélkül. A hagyományos présfékeknél hasonló sokoldalúság elérése összetett profilokhoz gyakran azt jelenti, hogy beruházni kell ... Speciális élhajlító szerszámok.
Amikor az üzemek többtengelyes CNC műveleteket elemeznek, gyakran kellemetlen valóságra derül fény: ha szorosabb tűréseket próbálnak tartani összetett geometriákon, az könnyen megkétszerezi a darabonkénti költséget. Egy ±0,005 hüvelykes tűrés kézi beállítással történő tartása összetett peremen próbahajlításokat, selejteket és vég nélküli hézagolást jelent. Csábító a gépleírások tanulmányozása – tonnatartomány, lökethossz – és feltételezni, hogy a gép adja meg a korlátot. De az elméleti kapacitás irreleváns, ha az operátor fáradt, vagy a rugalmassági visszaugrást érzésre kell megbecsülnie.
Amikor az összetett peremek találkoznak a szoftvervezérelt pontossággal, a fókusz az erőből előrelátó vezérlésre helyeződik át. A modern panelhajlítók a konkrét, befogott 16-os lemez szakítószilárdságát és vastagsági eltérését mérik, mielőtt végrehajtanák a hajlítást. A szoftver kiszámítja a szükséges túlhajlítást, és valós időben módosítja a gép kinematikáját.
Mindazonáltal az egyetlen beállítással működő automatizálás saját kockázatot hordoz. A szoftver pontossága teljesen a helyesen konfigurált posztprocesszorra támaszkodik. Ha a CAM rendszer kinematikai modellje nem egyezik a gép fizikai korlátaival – például tengelyút-határokkal vagy forgásiránnyal –, az eredmény nem hibátlan perem lesz, hanem rágódás, elpazarolt ciklusidő vagy akár többtengelyes ütközés. Az egybeállításos automatizálás ugyanolyan hatékonyan felerősíti a programozási hibákat, mint ahogyan növeli az átviteli sebességet. De ha a posztprocesszor megfelelően van hangolva, a gép automatikusan kompenzálja az anyag változékonyságát, ami egyébként folyamatos mikrométeres ellenőrzést igényelne egy magasan képzett operátortól.
Helyezzen egy hagyományos présféket egy automatizált panelhajlító mellé, és hajlíttasson 5000 azonos elektromos dobozt. Jól beállított konfigurációval és ügyes kezelővel a présfék akár megnyerheti a percenkénti löketek versenyét. Papíron tökéletes hatékonyságnak látszik. De mi történik, ha a program öt dobozra, majd tizenkét légtechnikai konzolra, majd három rozsdamentes egyedi homloklapra vált? A présfék nullára csökken löket/perc értékkel, miközben a kezelő három külön szerszámcserén küszködik át.
Nagy változatosságú, kis volumenű gyártásban a nyers áteresztőképesség hiú mérce. A sokoldalúság az, ami valóban a nyereséget hajtja. A CNC panelhajlító belsővé teszi a szerszámadót. Több szerszámot használó kinematikájával képes az éles 90 fokos szerszámról nagy ívű profilra váltani ugyanabban a pillanatban, amikor a manipulator megforgatja az alkatrészt — így gyakorlatilag nullára csökkenti a beállítási időt. Nem kell többé a munkákat sorozatba rendezni csak azért, hogy indokolni lehessen a cseréket; az alkatrészeket pontosan olyan sorrendben lehet hajlítani, ahogyan az összeszerelő részleg igényli. Az eredmény kevesebb félkész készlet és a sokféleségből fakadó ingadozás átalakulása ütemezési terhelésből versenyelőnnyé.
Korlátellenőrzés: A gyára kapacitását a gép ciklussebessége alapján méri – vagy annak alapján, hogy hány különböző, kész termék éri el a szállítási dokkot a műszak végére?
Lépjen be egy műhelybe, ahol 16-os 304-es rozsdamentest dolgoznak fel, és műszakonként négyszer hajtanak végre kézi présfék-szerszámcserét. Nézze, ahogy a kezelő minden beállításnál az első két lemezt selejtre hajlítja, csak hogy finomítsa a rugalmassági visszaugrást. $45 darabonkénti áron, plusz 20 perc beállítási idő cserénként, ez a művelet csendben napi több mint $500 veszteséget termel, mielőtt egyetlen elfogadott darab elérné a szállítási raklapot. Ez a szerszámadó legtisztább formája – egy összetett büntetés, amely minden sokféleségű sorozatra kivetődik, lassan felemészti a marzsokat, miközben a gépek látszólag dolgoznak. Az automatizálási küszöb ritkán arról szól, hogy egymillió azonos darabot gyártsunk. Inkább az a pillanat felismerése, amikor ez a napi veszteség meghaladja egy havi géprészlet költségét.
Egy 20 éves veterán lábán keresztül érzi az 5052-es alumínium folyáshatárát, és ösztönből állítja be a kézi hátsó ütközőt. De az a veterán tavaly nyugdíjba ment, és az új dolgozó épphogy tudja mozgatni a 18 kilós lemezt, miközben fejjel lefelé próbálja leolvasni a mérőszalagot. A kényelmetlen valóság: a kézi vezérlés csak akkor költséghatékony, ha kivételes ember irányítja. Amikor szakképzett munkaerő hiányzik, az operátorra való támaszkodás költséges bizonytalanságot hoz a gyártási ütemezésbe. A tapasztalatlan kezelő nemcsak lassabban dolgozik – hanem téved, túlhajlít és újramunka miatti késésekkel lefojtja az összeszerelési folyamatot.
Hajlamosak vagyunk a gépek adatait tanulmányozni – tonnatartományokat, lökethosszakat – és feltételezni, hogy a berendezés határozza meg a plafonunkat. De az elméleti kapacitás értelmetlen, ha az emberi izmok, amelyek betöltik a gépet, kimerültek.
Az automatizált CNC panelhajlítók közvetlenül szembenéznek ezzel a függőséggel. Az anyagkezelést és szerszámpozicionálást szervóvezérelt manipulátorokra bízzák, és intuitív CNC vezérléssel kombinálják, így akár 40%-kal csökkenthetik a kezelői függőséget. A gép megméri a lemezt, kiszámítja a hajlítási ráhagyást, és precízen végrehajtja a műveletet. A kézi vezérlés pénzügyi alapja abban a pillanatban omlik össze, amikor képzett bért fizet, hogy képzetlen selejtet termeljen. Miért finanszírozná tovább a kézi folyamatot, amikor az egy darabra jutó valódi költség az operátor délután 3 órai energiaszintjével ingadozik?
Képzelje el, hogy idézett egy 150 darabos sorozatot összetett elektromos szekrényekből. A hagyományos bölcsesség szerint a CNC csak nagy volumeneknél gazdaságos, míg a kézi préssorok rövid szériáknál nyernek. Ez a logika egy magas keveréktípusú lemezmegmunkáló környezetben megbukik. Egy kézi fékhajlítón ±0,005 hüvelykes tűrés megtartása egy összetett peremen próbahajlításokat igényel. Ha egy 150 darabos munkán a beállítás során három darabot selejtez, máris elhasználta az anyagi költségvetés 2 százalékát. Szorozza ezt fel tíz különböző alkatrészcsaládra egyetlen hét alatt, és a veszteségek gyorsan megsokszorozódnak.
Egy automatizált panelhajlító komoly előzetes költséggel jár – gyakran kétszer annyiba kerül, mint egy csúcskategóriás préssor. Azonban az univerzális hajlító penge és a valós idejű vastagságkompenzáció teljesen megszünteti a próbahajlítás szükségességét. A gépről legördülő első darab is már gyártásra kész. Ha összehasonlítja a $400,000 tőkeberuházást az állandó 3 százalékos selejtarány mellett nagy értékű anyagokon – valamint a vissza nem nyerhető beállítási idővel, melyet a tűrések finomhangolására fordítanak – a megtérülési időablak évtizedekről néhány évre zsugorodik. Itt nem gyorsabb hajlításba fektet be; hanem a beállítási veszteség végleges megszüntetésébe. Hol máshol tud vásárolni a műhelyben gyakorlatilag nullaselejt-garanciát?
Egy automatizált hajlítócellára kiadott megrendelés azonnali tőkesokkot idéz elő. A bevezetés gyakran igényli a régi CAM rendszerek frissítését, a programozók átképzését és annak a kezdeti ellenállásnak a leküzdését, melyet az operátorok tanúsítanak, akik jobban bíznak a tömör acél szerszámban, mint a szoftveralapú precizitásban. Ez az átmeneti súrlódás késleltetheti a korai hozamokat, és az első két negyedévben a vételár úgy érezhető, mintha súly lenne a vállalat nyakában.
A valódi megtérülés azonban a szerződéses stabilitásban mutatkozik meg. Miután a szerszámköltség eltűnik, az áteresztőképesség matematikailag kiszámíthatóvá válik. Pontosan tudja, mennyi időbe kerül egy 50 darabos egyedi homloklemezekből álló tétel elkészítése, mivel a beállítási idő megszűnik, és a selejt szinte nem létezik. Ezt a szintű bizonyosságot felhasználhatja arra, hogy versenyezzen igényes, just-in-time OEM szerződésekért, melyeket a manuális műveletek csak költséges folyamatközi készletbuffer fenntartásával tudnak garantálni. Az automatizáció elnyeli a magas keveréktípust, és ütemezési káoszt alakít át megbízható bevétellé.
Korlátellenőrzés: Ha az Ön művelete átlagosan több mint négy átállást végez műszakonként és a selejtszint meghaladja a három százalékot, vajon egy automatizált panelhajlító valóban drága luxus – vagy az egyetlen életképes mód a haszonkulcs védelmére a szakképzett munkaerő hiány korában? Az Ön konkrét műveletére szabott részletes elemzéshez érdemes Lépjen kapcsolatba velünk egy konzultációért.
Képzelje el, hogy egy makulátlan, klimatizált CNC panelhajlítót lehelyez egy sáros kereskedelmi építkezés közepére. Fényes betonpadlón, tiszta 16-gauge lemezekkel körülvéve, csúcshatékonyságot képvisel. De a való világban – nézve egy 1/2 hüvelykes építészeti lemezrakást, melynek tökéletesen illeszkednie kell egy beton támfalhoz – az félmillió dolláros dísz hamar nagyon drága papírnehezékké válik. Az automatizáció szabályozott körülmények között remekel. A terep ritkán biztosít ilyeneket. Annyi időt töltünk a nullabeállítású hajlítás ROI-jának számításával, hogy figyelmen kívül hagyjuk a gép fizikai korlátait. Eljön a pont, ahol a szerszám költsége irreleváns – mert az automatizált rendszer egyszerűen nem képes a feladat végrehajtására.
Hajlamosak vagyunk a specifikációs táblázatokat vizsgálni – tonnás értékeket, löketsebességeket – mintha a gép határozná meg a határokat. Néha azonban a valódi korlát a postai irányítószám. Az építészeti gyártás gyakran azt jelenti, hogy a fémet olyan szerkezetekhez kell illeszteni, melyeket “terepi tűrések” szerint öntöttek, kereteztek, vagy hegesztettek – más szóval semmi sem tökéletesen derékszögű. Amikor nehéz szerkezeti homloklemezeket vagy egyedi lépcsőkarokat hajlít, ritkán van lehetősége a helyszíni mérésre, a CAD fájl frissítésére, az alkatrész CNC cellán való átfuttatására és visszaküldésére – csak azért, hogy rájöjjön: a beton egy nyolcad hüvelykkel megsüllyedt.
A terep valós idejű beállítást igényel. A hagyományos hidraulikus préssorok vagy nagy teherbírású hordozható hajlítók elszállíthatók a munkaterületre, dízelgenerátorral működtethetők, és a valós résmérést végző gyártó kezelheti őket – nem egy elméleti CAD modellt. Feláldozza a gyári precizitást a földrajzi realitásért. Egy CNC panelhajlító a műhely padlójához van rögzítve, hibátlan bemenetektől függ a hibátlan kimenethez. Amikor maga a munkaterület válik a változó tényezővé, a gyári automatizáció helyét átveszi egy mérőszalaggal rendelkező, képzett kezelő, egy robusztus hordozható fék, és az a döntéshozatal, hogy helyben hajlítsa.
A kellemetlen valóság az, hogy a panelhajlítókat lemezhez tervezték – nem páncéllemezhez. Mechanikai előnyük a szervovezérelt pengéken alapul, melyek az anyagot egy központi leszorítógerenda köré hajtják. Ha 14-gauge rozsdamentes díszítőelemről 1/2 hüvelykes A514 ultranagy szilárdságú acéllemezre vált építészeti funkciókhoz, az alapvető fizika drámaian változik.
Nem tud fél hüvelykes acéllemezt hajlítani ugyanazzal a finoman hangolt mechanikával, melyet könnyű elektromos szekrények élhajlítására terveztek.
A nehéz lemez óriási, erősen koncentrált tonnás teljesítményt és speciálisan készített V-alakú matricákat igényel, melyek képesek az anyagot meghajlítani anélkül, hogy az anyagszerkezetet roncsolnák. Ha egy panelhajlítót ebbe a területbe kényszerít, a saját geometria válhat hátránnyá. Az automatizált pengék vagy nem rendelkeznek a szükséges erővel a lemez megfelelő deformálásához, vagy a szükséges extrém terhelések kockáztatják a gép bonyolult belső mechanizmusainak sérülését. A nagy teherbírású préssorok ezen a területen azért győznek, mert függőleges csúszókaros kialakításuk alapvetően egyszerű és brutálisan hatékony. Nincsenek összetett hajlítókarok – csak edzett acél bélyeg, mely edzett acél matricába nyomódik, több száz tonna nyers hidraulikus erővel.
Még ha az Ön alkatrészei technikailag beleférnek is egy automatizált panelhajlító feldolgozási határaiba, a létesítmény maga el is vetheti azt. Egy teljesen automatizált hajlítócellának integrált anyagkezelő tornyokkal jelentős helyigénye van. Gyakran megerősített beton alapot igényel a süllyedés megelőzésére, dedikált 480V háromfázisú elektromos ellátást jelentős amper kapacitással, és klimatizált környezetet, hogy a kényes szervorendszereket megóvja a portól és törmeléktől.
Ezzel szemben a hagyományos préssorok figyelemreméltóan toleránsak környezetükkel. Elhelyezhet egy 150 tonnás féket a műhely egy sötét sarkában, csatlakoztathatja a szabványos ipari áramhoz, és arra számíthat, hogy évtizedeken át megbízhatóan formálja a nehéz lemezt, minimális karbantartással. Ha a létesítménye helyszűkében van, az elektromos szolgáltatás már teljes kapacitással működik, vagy a tőke kiadások szigorúan korlátozottak, a CNC cella elméleti áteresztési képessége irrelevánssá válik. Nem vásárolhat hatékonyságot olyan hely és energia nélkül, ami egyszerűen nincs.
Korlátellenőrzés: Finom, magas keveréktípusú geometriákat gyárt, melyek valóban indokolják az egész műhely infrastruktúra újratervezését – vagy nehéz építészeti lemez feladatot próbál megoldani egy törékeny automatizált rendszerrel?
A kemény valóság ez: a berendezés-katalógusokat úgy tervezték, hogy eladják önnek a csúcsteljesítményt, miközben a műhely padlója a minimális, valóságos áteresztőképességen él vagy hal. Kísértésbe eshet, hogy részletesen áttanulmányozza a specifikációs lapokat—kisúlyhatárokat és löketsebességeket számolva, mintha maga a gép lenne a szűk keresztmetszet. De a gép csupán egy eszköz. Az igazi korlát az ön konkrét anyagkeveréke, alkatrész-geometriái és munkaereje.
Egy teljesen automatizált panelhajlító gép akár 17 hajlítást is végrehajthat percenként, kézi szerszámcserék nélkül, magát a végső nyereségnövelőként pozicionálva. Ám ha rossz alkatrészeket adagol bele, csak egy rendkívül hatékony hulladékgyártóba fektetett. Hogy megszüntesse a szerszámozási adót anélkül, hogy egy félmillió dolláros szűk keresztmetszetet telepítene, ne azt kérdezze, mire képes egy gép önmagában. Kezdje inkább azzal, mi az, ami ma ténylegesen rontja a nyereségét a padlón.
Az automatizálásnak kemény korlátja van—és ezt gyakran ezredcolban mérik.
A panelhajlítók ragyognak, amikor 14-es mérővastagságú alumíniumot vagy rozsdamentes acélt hajlítanak összetett alkatrészekké akár 10 láb hosszban. De ha a fő munkája 10-es vagy 1/4 hüvelykes lemezre vált, a CNC hajtogató finom, szervovezérelt pengéi egyszerűen nem mozgatják az anyagot. Kezdje azzal, hogy feltérképezi az anyagvastagsági tartományát. A fizika törvényei önmagukban kizárhatnak egy panelhajlítót, mielőtt ránézne az árcédulára.
Ezután vizsgálja meg az alkatrész geometriáját. A panelhajlítóknak viszonylag sekély torokmélységük van a hagyományos élhajlító tág nyitási magasságához képest. Ha mély elektromos dobozokat vagy magas peremeket formáz, a gép fizikai felépítése megakadályozhatja az alkatrész forgását a hajlítási sorozat alatt.
Még a szabványos Z-hajlítások is szigorú korlátokkal járnak egy automatizált hajtogató gépen. A szerszámütközések elkerülése érdekében általában a teljes magasságnak legalább 2,5× anyagvastagságnak, valamint a peremek hosszának 1,5× vastagságnak kell lennie. Ha az átlagos tétel 15 nagymértékben változó, mély dobozgeometriájú alkatrészből áll, a “nulla beállítás” előnye eltűnik—mert az alkatrész egyszerűen nem tud forogni a gépben.
Korlát-ellenőrzés: valóban vékonyak és laposak az alkatrészei ahhoz, hogy forogjanak egy panelhajlító torokmélységében, vagy mély, vastag falú dobozokat próbál átnyomni egy sekély szegélymunkára tervezett gépen?
Amint a fizika értelmet nyer, meg kell határoznia az üzemeltetési akadályt. Menjen ki a hajlító cellához, és figyelje meg az operátort egy órán át. Ha egy tapasztalt lemezmegmunkáló 40 percet tölt a bonyolult szerszám-stádiumok szétszerelésével és újraépítésével 20 alkatrész futásához, akkor a szűk keresztmetszet a beállítási idő. Ez az igazi szerszámozási adó—és pontosan itt hozza meg az árát egy CNC panelhajlító, amely másodpercek alatt újrakonfigurálja a szerszámait.
De mi van, ha a beállítás gyors, és a selejtkonténer mégis megtelik rosszul hajlított vagy rossz sorrendben hajlított alkatrészekkel?
Akkor szakemberhiánnyal és geometriai összetettséggel küzd. Egy élhajlító teljes mértékben az operátor térbeli ítélőképességére támaszkodik, hogy a nyerslapot helyesen forgassa és fordítsa. Egy automatizált hajtogató kiveszi a munkát az emberi kezekből—egyszerűen befogja az alkatrészt, és minden pozitív és negatív hajlítást precízen végrehajt. De egy gép elméleti áteresztőképessége semmit sem ér, ha az azt etető emberek kimerültek. Ha a lassulás abból ered, hogy nehéz, egyszerű alkatrészeket visz át egy szabványos 90 fokos V-szerszámba, az automatizálás nem fogja megoldani. Ilyenkor egy forgódaru és egy okosabb anyagmozgatási elrendezés segít.
A műhelyek ritkán buknak el a munka hiánya miatt; inkább azért, mert olyan munkát vállalnak, amit nem tudnak feldolgozni. Ha egy gépet vásárol, hogy megoldja a mai konkrét fájdalom-pontot, a képességeit a jelenhez köti. Ha a jelenlegi nagy változatosságú, 16-os mérővastagságú gyártás indokol egy panelhajlítót, a beruházás értelmes. De még a legintelligensebb, legrugalmasabb panelhajlítók is csak a fizikai korlátjaikon belül képesek kezelni a nagy változatosságot. Nem tudnak átlépni alapvető tonnahatárokat.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
