观看一位经验丰富的操作员在传统折弯机上加工一个16号不锈钢外壳。实际折弯大约只需十二秒。冲头下降,金属屈服,零件完成。看起来像是最高效率。.
但如果你站在车间里拿着秒表,计算那次折弯前的四十五分钟——寻找正确的分段冲头、试折、垫 shim、报废毛坯——低效就显而易见了。.
那看不见的四十五分钟是一种税,征收在你生产的每一批短期订单上。这正是为什么你的车间总是忙碌但利润迟迟不见增长。要真正摆脱束缚,理解并优化你的 折弯机模具 是第一个关键步骤。.
令人不安的现实是:限制你车间的不是团队折一个凸缘的速度,而是折与折之间发生的一切。人工设置时间、废料和操作员疲劳就像复利税一样运作。每次有人拿起内六角扳手调整后挡料,你就产生成本。每次一个沉重零件需要两位操作员翻转,你又产生成本。最终,有效税率变得不可持续——人工 标准折弯机模具 就不再有经济意义。.
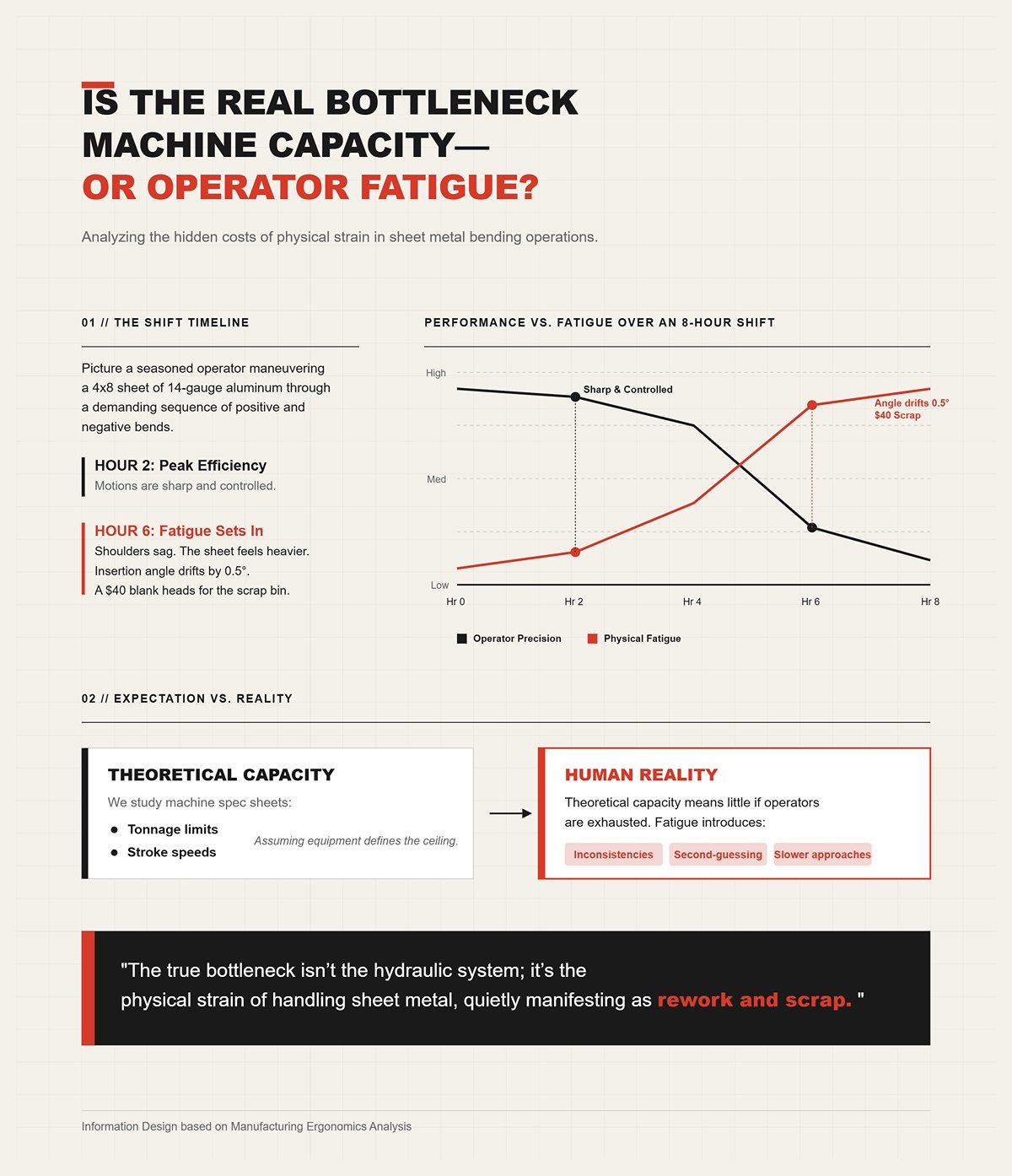
想象一位经验丰富的操作员操控一块4×8的14号铝板,完成一系列正折和反折。班次进行到两小时,动作干净利落可控。到第六小时,肩膀下垂。铝板变得更沉。插入角度偏移半度,突然一个$40毛坯被送往废料桶。.
我们倾向于研究机器规格——吨位限制、行程速度——认为设备定义了上限。但理论产能毫无意义,如果供料的人工操作员已经疲惫。疲劳引入了细微的偏差。疲惫的操作员怀疑后挡料,额外生产一个试件,或减缓冲头接近速度。真正的瓶颈不是液压系统,而是处理钣金的体力负担,悄然表现为返工和废料。.

考虑一个典型的高混合周二计划:五十个支架、十二个电气外壳和五个定制暖通空调面板。在传统设置中,为这三个任务更换分段工装可以轻易耗费一小时。在车间小时工费为$120时,这意味着花费$120却没有折一块金属。.
这是最严厉的工装税形式。在大批量生产中,一小时的设置分摊到一万个零件上几乎不值得一提。在高混合、短批工作中,这一小时可能会抹去整个订单的利润。许多车间老板把换刀称为“简单”,因为交换一个冲头并不算技术难题。但真实成本远不止于物理交换,还包括试折、微调以及工作流的中断。每当机器闲置而操作员用黄铜锤敲击模具以对齐时,低效就在悄然被资助。.
标准液压折弯机可以在不到三秒内完成一轮冲头循环——极快。但仔细观察整个班次,常常发现机器实际折金属的时间不到总时间的20%。折弯速度毫无意义,如果结果角度偏离目标。.
可重复性是唯一真正保障产出的指标。使用人工工装时,可重复性完全取决于操作员在材料回弹变化的情况下,是否能连续几百次将零件以一致方式定位在挡料上。如果第一个零件用时十秒,但下一个用了十五秒,因为操作员停下来仔细检查一个凸缘,那么你的循环时间并不是十秒,而是可变的——而可变性会摧毁效率。.
限制检查:如果你最有经验的操作员明天请病假,你的产量会下降50%,还是你的流程会保持正常?
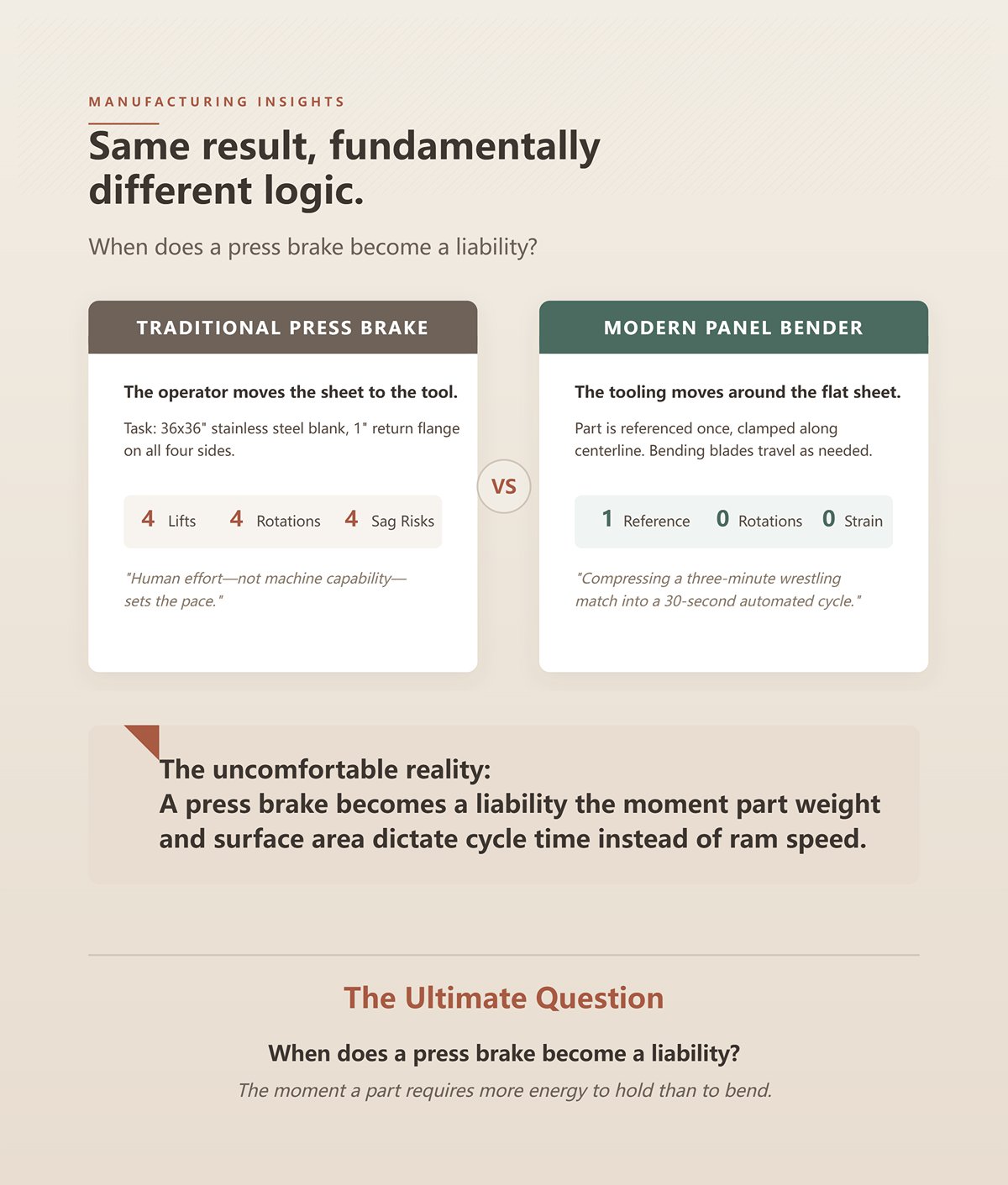
交给操作员一块 36×36 英寸、16 号不锈钢毛坯,并要求在四个边上各折出一英寸高的回折边。在传统折弯机上,机器的逻辑要求操作员将板料移动到模具位置。他们抬起毛坯,对准背靠规,压下滑块,然后将整个笨重的方形板料旋转九十度。四道折弯就需要四次抬起、四次旋转,而且四次都有可能使板料相对于背靠规下垂半度。.
不太舒适的现实是:一旦零件的重量和表面积开始决定循环时间,而不是滑块速度,折弯机就变成了累赘。我们倾向于研究机器规格表——吨位、行程长度、接近速度——并假设设备是瓶颈。实际上,在成形大尺寸面板时,折弯机让操作员成为主要的材料搬运系统,人力——而不是机器能力——决定了生产节奏。.
面板折弯机则完全颠倒了这个公式。它不是迫使操作员将板料穿过模具,而是将板料平放固定,让模具围绕板料移动。零件一次定位,沿中心线夹紧,折弯刀片根据需要移动。最终得到的仍是四边都有折边的托盘——但逻辑的转变消除了操作员的体力消耗,把原本三分钟的“搏斗”缩短为三十秒的自动循环。那么,折弯机何时会成为累赘?那就是当零件需要的握持能量超过折弯所需能量的那一刻。.
想象一个简单的 Z 折或更复杂的错台截面。在折弯机上,先做正折然后立刻做负折,意味着要将板料从模具中取出,完全翻转过来,重新对准背靠规,然后再次压机。如果零件是一块 6 英尺的建筑面板,这样的翻转需要两名操作员和足够的占地空间。而且,每当板料离开背靠规,你都要付出“刀具税”:失去原先的基准点。.
面板折弯机通过其运动机构消除了这种“税”。由于板料始终被平放夹在操控机构中,上、下折弯刀片只是交替工作。需要正折?下刀片向上摆动。需要负折?上刀片向下摆动。板料从不翻转——更重要的是,它始终保持中心线基准。.
这正是精度开始累积的地方。现代面板折弯机不仅因为伺服系统高度精密,能实现折与折之间 ±0.008 英寸的精度和 ±0.004 英寸的重复精度,还因为它们能够实时测量材料厚度和变形。机器会自动补偿那些折弯机操作员需要通过垫片和试折才能调整的变化。通过操控折边而不是翻转板料,你将人为变量彻底从几何公式中剔除。对于大半径等复杂折弯,专用 圆角折弯机模具 即便是在传统折弯机上,也可能是必不可少的。.
限制检查:如果你当前的工艺只是为了在正折和负折之间翻转零件,就需要两个操作员,那么你付费买的是金属加工——还是同步举重?
| 章节 | 内容 |
|---|---|
| 主题 | 正、负折弯:操控折边比翻转板料更优的原因 |
| 场景 | 在折弯机上做 Z 折或错台截面时,先做正折再做负折需要取下板料、翻转、重新对准背靠规并再次压机。大件(例如 6 英尺面板)需要两名操作员和大量场地。每一次离开背靠规都会导致失去原有的基准点(“刀具税”)。. |
| 面板折弯机优势 | 面板折弯机将板料平放夹持在操控机构内。上、下折弯刀片交替工作:下刀片向上摆动完成正折,上刀片向下摆动完成负折。板料始终保持原位并保持中心线基准。. |
| 精度优势 | 现代面板折弯机实现折与折之间 ±0.008 英寸的精度和 ±0.004 英寸的重复精度。它们实时测量材料厚度和变形,并自动补偿变化,无需垫片和试折。. |
| 关键见解 | 通过操控折边而非翻转板料,消除了几何公式中的人为变量,并使精度不断叠加。. |
| 限制检查 | 如果只是为了在两次折弯间翻转零件,就需要两名操作员,那么你付费买的是金属加工——还是同步举重? |
走进一家试图以紧缩预算弥补自动化差距的车间,你通常会看到一台半自动数控折边机。销售宣传很吸引人:你可以拥有面板折弯机的摆折梁运动机构,而无需投入百万资金。操作员将板料送入,摆折梁形成折边,机器会自动调整折弯角度。.
但如果驱动整个过程的仍然是人力,理论产能就毫无意义。半自动折边机要求操作员为每个新边手动旋转零件。你获得了折边动作,但仍保留了与折弯机相同的搬运负担,从而拖慢了生产节奏。.
更糟的是,折弯机通常缺乏折弯压力机的吨位以及真正面板折弯机的中线夹紧速度。其结果是一台在处理厚板材料时力不从心、同时又依赖操作员手动搬运多品种面板的机器。与其说它兼顾了两者优点,不如说往往继承了两者的局限:折弯机的板厚受限和压力机的人工作业负担。在真正的多品种生产中——复杂几何形状决定生产节奏的情况下——部分自动化仅能解决瓶颈的一部分。.
观察一位操作员如何在传统压力机上从标准的90度法兰切换到泪滴形压边。他必须松开冲头,推出模具小车,安装整平模,对齐,运行一块废料以验证压合效果。这就是15分钟的纯粹设置停机时间。如果在一个班次中重复四次,你就牺牲了一小时的有效主轴生产时间作为模具更换的代价。.
多品种钣金的残酷现实是:你的利润率并不是由机器折弯速度决定的,而是由它改变方向的速度决定的。自动化面板折弯机通过多工具运动学解决了这一问题。数控面板折弯机无需人工更换沉重的模具块,而是使用集成式自动换模装置或通用折弯刀片系统,实时重新配置自身。如果下一个轮廓需要在错位折弯后进行大圆角折弯,上下刀片会在毫秒级时间内调整其支点和行程深度。板材保持夹紧;模具围绕它自动调整。压边、圆角和错位折弯可在一次设定中完成——无需人工干预。对于传统压力机,要实现对复杂轮廓的类似灵活性,往往需要投入 特殊折弯机模具.
当工厂分析多轴数控操作时,往往会发现一个残酷事实:在复杂几何结构上收紧公差可以轻易让单件成本翻倍。试图在手动设定下保持±0.005英寸的复合法兰公差意味着试折、废品和无止境的垫片调整。研究机器规格表——吨位限制、行程速度——令人容易误以为硬件定义了上限。但如果操作员疲惫不堪,或只能凭感觉估算材料回弹,那所谓的理论能力就毫无意义。.
当复杂法兰与软件驱动的精度相交时,重心从蛮力转向预测控制。现代面板折弯机在执行最终折弯前,会测量夹紧的特定16号板材的抗拉强度和厚度变化。软件计算出所需的精准过折量,并实时调整机器的运动学参数。.
不过,一次设定自动化也带来了自身的风险。软件精度完全取决于正确配置的后处理器。如果CAM系统的运动学模型与机器的物理约束(例如轴向行程限制或旋转方向)不一致,结果就不会是完美的法兰,而是划伤、周期浪费,甚至多轴碰撞。一次设定自动化在提高生产节拍的同时,也会放大编程错误。但若后处理器调校得当,机器就能自动补偿材料差异,而这些差异原本需要技术娴熟的操作员不断用千分尺检测。.
将一台传统压力机与一台自动化面板折弯机并排放置,连续加工5,000个相同的电气外壳。在设定稳定、操作员熟练的条件下,压力机甚至可能在每分钟冲次数上获胜。从纸面上看,这似乎是最高效率。但当生产计划转为五个外壳、再到十二个暖通支架、再到三个不锈钢定制面板时,会怎样?压力机每分钟冲次数降为零,而操作员则在三次换模间苦苦挣扎。.
在多品种、低批量生产中,原始产能只是虚荣指标。真正驱动盈利的是灵活性。数控面板折弯机将“模具更换税”内化。其多工具运动学可在工件旋转的同时,从尖锐的90度折弯切换到大圆角轮廓——几乎将设置时间降至零。你不再需要为了换模而批量化生产;可以按照装配部门的需求顺序直接生产。结果是减少在制品库存,把多品种波动从排程负担转化为竞争优势。.
约束检视:你是在以机器循环速度衡量工厂产能,还是以每班实际到达发货区的不同成品数量衡量?
走进一家每天处理16号304不锈钢、每班进行四次手动压力机换模的工厂。看着操作员在每次设定中报废前两块毛坯,只为微调回弹。每块料损失$45,加上每次换模20分钟设置时间,该生产线每天在合格件尚未上托盘前,就已默默损失超过$500。这就是最纯粹的“模具更换税”——一种附加在每批多品种生产上的复合惩罚,在机器表面看似繁忙时不断侵蚀利润。自动化阈值很少意味着年产百万件;它意味着要识别出每日这种损耗何时超过每月设备付款成本的精确时刻。.
一位有20年经验的老手可以通过脚底感觉5052铝的屈服点,并凭直觉微调手动后挡料。但那位老手去年退休了,新员工正费力搬运一块40磅的板材,同时倒着看卷尺。残酷的现实是:手动控制只有在操作者出类拔萃时才具成本效益。当熟练劳动力短缺时,对操作员的依赖会将昂贵的波动注入生产计划。缺乏经验的操作员不仅动作更慢——还会反复确认、过度折弯,并用返工延误拖慢整个装配流程。.
我们往往研究机器规格表——吨位限制、行程速度——并假定设备定义了我们的上限。但如果给机器上料的人体力透支,那么所谓的理论能力毫无意义。.
自动数控面板折弯机正面应对这一依赖问题。通过将材料搬运和模具定位交给伺服驱动的机械手,并配合直观的数控控制,它们可将对操作员的依赖降低多达40%。机器测量板材、计算折弯补偿,并以精度执行工序。当你花高薪却产出不合格废料时,手动控制的经济逻辑就崩溃了。既然单件真实成本随着下午3点操作员的精力而波动,为什么还要继续为手动工艺买单?
想象一下,你报价了一批150个复杂的电气外壳。传统观念认为,CNC只有在大批量时才具经济性,而手动折弯机在小批量时更具优势。然而,在高混合板金环境中,这种逻辑就不再成立。在手动折弯机上,要在复杂折边上保持±0.005英寸的公差需要进行试折。在150件的作业中,若在调机时报废3件零件,就已经消耗了2%的材料预算。将这种损失扩展到单周内涉及十个不同零件族时,损耗会迅速增加。.
自动化面板折弯机虽然前期投入惊人——通常是顶级折弯机价格的两倍——但其通用折弯刀片和实时厚度补偿可完全消除试折的需要。机器下线的第一件就是可投产的。将40万美元的资本投资与高价值材料持续3%的废料率相比——再加上无法回收的调机时间——回报周期会从数十年缩短到仅仅几年。你投资的并不是更快的折弯,而是永久消除调机浪费。在车间的哪个环节还能真正买到“零废料保证”?
为自动化折弯单元下采购订单会带来即时的资本冲击。实施通常需要升级旧有的CAM系统、重新培训程序员,并克服操作员的初期抗拒——他们往往比起软件控制的精度,更信任实打实的钢制工具。这种转型摩擦可能会延迟早期收益,使投资在推出的前两个季度中看起来像公司财务上的沉重负担。.
然而,真正的投资回报体现在合同的稳定性上。一旦“模具税”消失,产能就变得数学上可预测。你能够准确知道加工一批50个定制面板需要多久,因为调机时间被消除,废料几乎不存在。这种确定性让你有能力竞争要求苛刻的准时制OEM合同,而手动操作若不维持昂贵的在制品缓冲库存,就难以保障交付。自动化吸收了高混合的可变性,将排程混乱转化为可靠的收益。.
约束检查:如果你的工厂平均每班换型超过四次,废料率超过3%,那么自动化面板折弯机真的是一种昂贵的奢侈品吗?还是在技术工人短缺时代保障利润率的唯一可行方式?若要获得针对你具体业务的详细分析,建议 联系我们 进行咨询。.
想象一下,把一台洁净、恒温控制的CNC面板折弯机放在泥泞的商业施工现场中央。在抛光混凝土地面上,周围堆放着洁净的16号板时,它彰显着最高的效率。但在现实世界中——面对一堆需要完美贴合混凝土挡土墙轮廓的1/2英寸建筑板材——这台价值50万美元的设备很快就成了一件昂贵的摆设。自动化在受控条件下才能发挥优势,而施工现场很少具备这样的条件。我们花了太多时间计算“零调机”折弯的ROI,却忽略了机器的物理极限。总有一个节点,模具成本已无关紧要——因为自动化系统根本无法完成任务。.
我们常常审查规格表——吨位参数、行程速度——仿佛机器定义了界限。然而,有时真正的限制是邮政编码。建筑制造往往意味着将金属配合到“现场公差”的结构上——换句话说,没有什么是真正方正的。在折弯重型结构面板或定制楼梯承梁时,你几乎没有条件去现场测量、更新CAD文件、再将零件送回大型CNC单元加工并运回——只为发现混凝土下沉了八分之一英寸。.
现场需要实时调整。传统液压折弯机或重型便携折弯机可以被运到施工现场,由柴油发电机供电,由制造工直接根据实际间隙操作,而非理论CAD模型。此时你牺牲工厂级精度来换取地理现实。CNC面板折弯机固定在车间地面上,依赖无瑕输入才能产生无瑕输出。当施工现场本身成为变量时,工厂自动化让位于手握卷尺、携带坚固便携折弯机、能随现场情况即时调整的熟练操作员。.
令人不安的事实是,面板折弯机是为钣金而非装甲钢板设计的。其机械优势依赖伺服驱动的刀片绕中央压梁折叠材料。从14号不锈钢饰条转换到1/2英寸A514超高强度钢建筑板时,其基础物理学已发生剧变。.
你不可能用为轻型电气外壳设计的精密机械去折弯半英寸厚的钢板。.
厚板需要巨大、集中的吨位以及专为迫使材料屈服且不破坏晶粒结构的定制V型模具。当将面板折弯机推入这一领域,其几何结构本身就成了负担。自动化折弯刀片要么缺乏足够的力来正确变形板材,要么所需的极端负载会损坏机器精密的内部机构。重型折弯机在这一领域占优,因为其垂直冲压设计本质上简单直接而且极具威力。没有复杂的折叠臂——只有硬化钢冲头压入硬化钢模,凭借几百吨原始液压力量完成工作。.
即使你的零件在技术上符合自动化折弯机的加工范围,你的工厂设施本身也可能排除了它的可能性。一个配备集成物料处理塔的全自动折弯单元占地面积巨大。它通常需要加固混凝土地基以防沉降,专用480V三相高电流电源,以及防尘防碎屑的恒温环境以保护伺服系统。.
相比之下,传统折弯机对环境的适应能力极强。你可以把一台150吨的折弯机放在车间昏暗的角落,接入标准工业电源,它就能可靠地成形厚板并持续运行数十年且维护要求极低。如果你的厂房空间受限、电力服务已满负荷,或资本开支严格受限,那么CNC单元的理论产能就毫无意义。你无法用不存在的空间和电力去购买效率。.
约束检查:你是否在生产那些精致、高混合的几何零件,从而真正值得重构整个工厂基础设施?还是在试图用脆弱的自动化系统解决重型建筑板的课题?
残酷的现实是这样:设备目录的设计目的是向你推销峰值理论产能,而你的生产车间的生存与否取决于最低的真实世界产出。沉迷于翻看规格表很诱人——计算吨位限制和冲程速度,仿佛机器本身就是瓶颈。但机器只是工具。真正的限制来自于你特定的材料种类、零件几何形状和员工队伍。.
一台全自动板料折弯机可以在不需要任何人工更换刀具的情况下每分钟完成17次折弯,并把自己呈现为终极利润提升器。然而,如果你输入了错误的零件,你只是在投资一台高效的废料生成器。为了在不安装价值五十万美元的瓶颈设备的情况下消除刀具成本,停止问机器在孤立状态下能做什么。开始问问,今天在你的车间里,是什么在积极地侵蚀你的利润。.
自动化有一个硬性上限——而且通常是以千分之一英寸来衡量的。.
板料折弯机在将14号铝或不锈钢折成长达10英尺的复杂零件时表现出色。但如果你的核心工作转向10号或1/4英寸钢板,CNC折弯机那精密、伺服驱动的刀片根本无法移动材料。首先要绘制出你的材料厚度范围。单单物理定律就可能在你瞥见价格标签之前就把板料折弯机排除在可选项之外。.
接下来,检查你的零件几何形状。与传统折弯机的宽阔开放高度相比,板料折弯机的喉深相对较浅。如果你在加工深电气外壳或高翻边,这台机器的物理结构会阻止零件在折弯过程中旋转。.
甚至标准的Z形折弯在自动折弯机上也有严格限制。为了避免刀具碰撞,通常需要总高度至少为材料厚度的2.5倍,且翻边长度为厚度的1.5倍。如果你的平均批量包含15个几何深度变化极大的箱型零件,“零设置”的优势就会消失——因为零件根本无法在机器内部旋转。.
限制检查:你的零件真的是薄且平到能在板料折弯机的喉部内旋转,还是你在试图把深的、重号钢板箱体塞进一台专为浅修边工作设计的机器?
在物理原理搞清楚之后,你需要找出操作上的拖累。走到折弯工位,观察操作员一个小时。如果一位经验丰富的钣金工花40分钟拆卸并重建复杂分段刀具,以生产20个零件,那你的瓶颈就是设置时间。这才是真正的刀具成本——而CNC板料折弯机正是在这一点上发挥作用,能在几秒钟内重新配置刀具。.
但如果设置很快,而废料箱里依然堆满了折错的零件或顺序错误的件呢?
那么你面对的是技能稀缺和几何复杂度。折弯机完全依赖操作员的空间判断来正确翻转和旋转毛坯。自动折弯机则把人的双手从流程中移除——一次夹住零件并精确执行每一个正折和反折。但机器的理论产出在喂料人员筋疲力尽时毫无意义。如果你的慢速来自将沉重而简单的零件通过标准90度V型模具加工,自动化不会解决问题。起重机和更智能的物料搬运布局才会解决。.
工厂很少因为缺少工作而失败;它们失败往往是接了消化不了的工作。当你购置一台机器来解决今天的具体痛点时,你的能力就锁定在当下。如果你目前的高混合、16号材料生产可以证明板料折弯机的投资合理,那没问题。但即使是最智能、最灵活的板料折弯机,也只能在其物理极限内吸收高混合的变化。它们无法克服基本的吨位限制。.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 香港中文
香港中文
 繁體中文
繁體中文