Viser 1–9 af 42 resultater
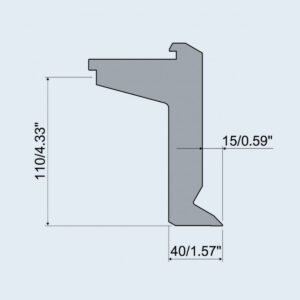
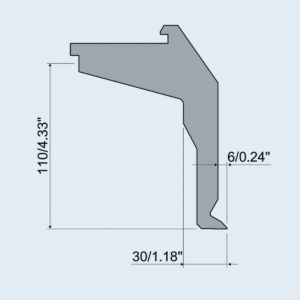
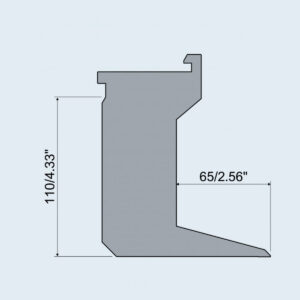
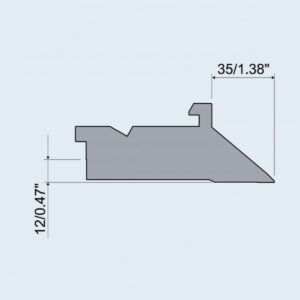
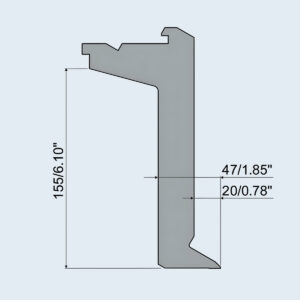
R1-type, panelbøjeværktøjer
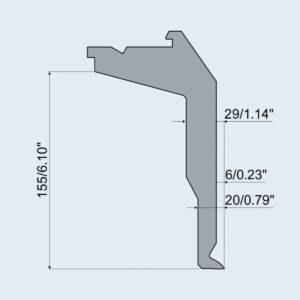
R1-type, panelbøjeværktøjer
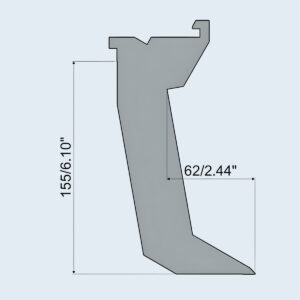
R1-type, panelbøjeværktøjer
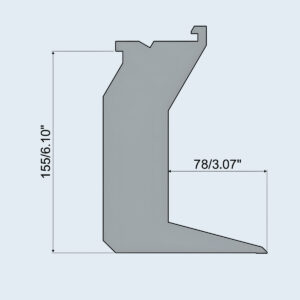
R1-type, panelbøjeværktøjer
R1-type, panelbøjeværktøjer
R1-type, panelbøjeværktøjer
R1-type, panelbøjeværktøjer
R1-type, panelbøjeværktøjer
R1-type, panelbøjeværktøjer
Se en erfaren operatør forme et kabinet i rustfrit stål, 16-gauge, på en traditionel kantpresser. Selve bøjningen tager måske tolv sekunder. Stemplet bevæger sig ned, metallet giver efter, og delen er færdig. Det ser ud som top-effektivitet.
Men stå på værkstedsgulvet med et stopur og medregn de femogfyrre minutter, der gik forud for den bøjning—søgen efter de rigtige segmenterede stempelpunches, prøvebøjninger, shimning, kasserede emner—så bliver ineffektiviteten tydelig.
De usete femogfyrre minutter er en skat, der pålægges hver eneste kortserie-produktion, du laver. Det er præcis derfor, dit værksted altid føles travlt, mens dine marginer nægter at vokse. For virkelig at bryde fri, er forståelse og optimering af din Kantpresseudstyr det første afgørende skridt.
Den ubehagelige sandhed er denne: dit værksted er ikke begrænset af, hvor hurtigt dit team kan bøje en flange. Det er begrænset af alt det, der sker mellem bøjningerne. Manuel opsætningstid, spild og operatørtræthed fungerer som en sammensat skat. Hver gang nogen griber en unbrakonøgle for at justere baganslaget, påløber en omkostning. Hver gang en tung komponent kræver, at to operatører vender den, påløber en anden. Til sidst bliver den effektive skattesats uholdbar—og manuel Standard kantbukkeværktøj holder simpelthen op med at give økonomisk mening.
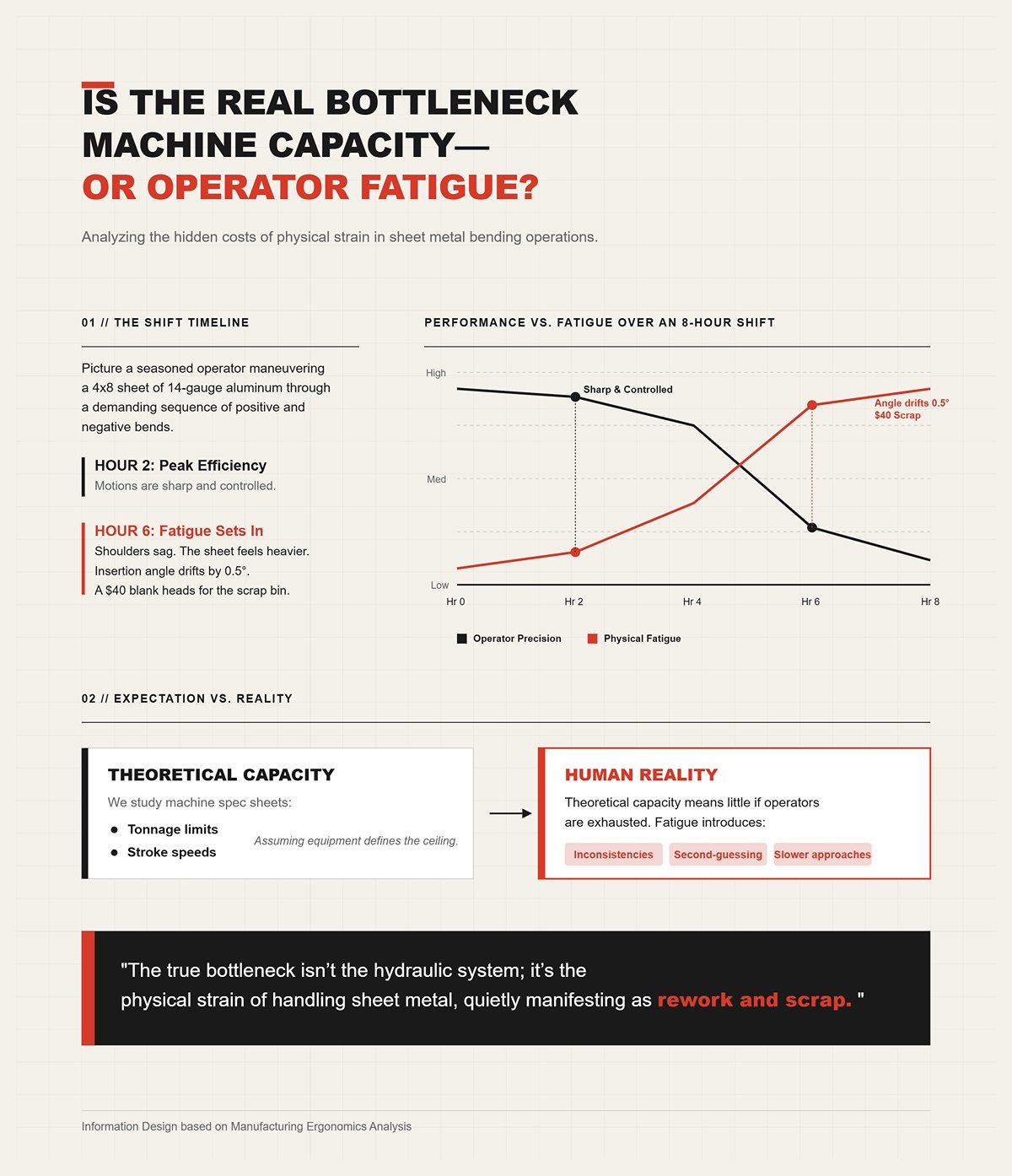
Forestil dig en rutineret operatør, der manøvrerer en 4×8-plade af 14-gauge aluminium gennem en krævende sekvens af positive og negative bøjninger. To timer inde i skiftet er bevægelserne skarpe og kontrollerede. Efter seks timer hænger skuldrene. Pladen føles tungere. Indføringsvinklen afviger med en halv grad, og pludselig er en $40-plade på vej mod skrotkassen.
Vi har en tendens til at studere maskinspecifikationer—tonnagegrænser, slaglængder—og antage, at udstyret definerer loftet. Men teoretisk kapacitet betyder lidt, hvis de menneskelige operatører, der fodrer maskinen, er udmattede. Træthed introducerer subtile uregelmæssigheder. En træt operatør tvivler på baganslaget, kører et ekstra testemne eller sænker stemplets tilnærmelse. Den sande flaskehals er ikke det hydrauliske system; det er den fysiske belastning ved håndtering af plademetal, som stille viser sig som genarbejde og spild.

Overvej en typisk tirsdagsplan med høj variation: halvtreds beslag, tolv elektriske kabinetter og fem specialfremstillede HVAC-paneler. I en traditionel opsætning kan udskiftning af segmenteret værktøj til disse tre opgaver nemt tage en time. Ved en værkstedsrate på $120 i timen er det $120 brugt uden at bøje et eneste stykke metal.
Dette er værktøjsskatten i sin mest brutale form. I produktion med højt volumen er en times opsætning fordelt over ti tusinde dele knap mærkbar. I højvariabel, kortseriearbejde kan den samme time udslette hele jobbets margin. Mange værkstedsejere kalder skift “enkle”, fordi udskiftning af en punch teknisk set ikke er svært. Men den reelle omkostning går langt ud over den fysiske udveksling. Den omfatter prøvebøjninger, finjustering og forstyrrelser i arbejdsgangen. Hvert minut en maskine står stille, mens en operatør justerer en matrice med en messinghammer, bliver ineffektivitet stille finansieret.
En standard hydraulisk kantpresser kan fuldføre en stempelcyklus på under tre sekunder—rasende hurtig. Alligevel viser et nærmere kig på et helt skift ofte, at maskinen aktivt bøjer metal i mindre end 20% af tiden. Bøjningshastighed betyder intet, hvis den resulterende vinkel er forkert.
Gentagelsesnøjagtighed er den eneste måling, der virkelig beskytter gennemløb. Med manuelt værktøj afhænger gentagelsesnøjagtighed helt af operatørens evne til at placere delen mod anslagene identisk—hundredvis af gange i træk—på trods af variationer i materialets tilbagespring. Hvis den første del tager ti sekunder, men den næste tager femten, fordi operatøren stopper for at dobbeltchecke en flange, så er din cyklustid ikke ti sekunder. Den er variabel—og variabilitet dræber effektivitet.
Begrænsningstjek: Hvis din mest erfarne operatør melder sig syg i morgen, falder din gennemløb så med 50%, eller forbliver din proces på sporet?
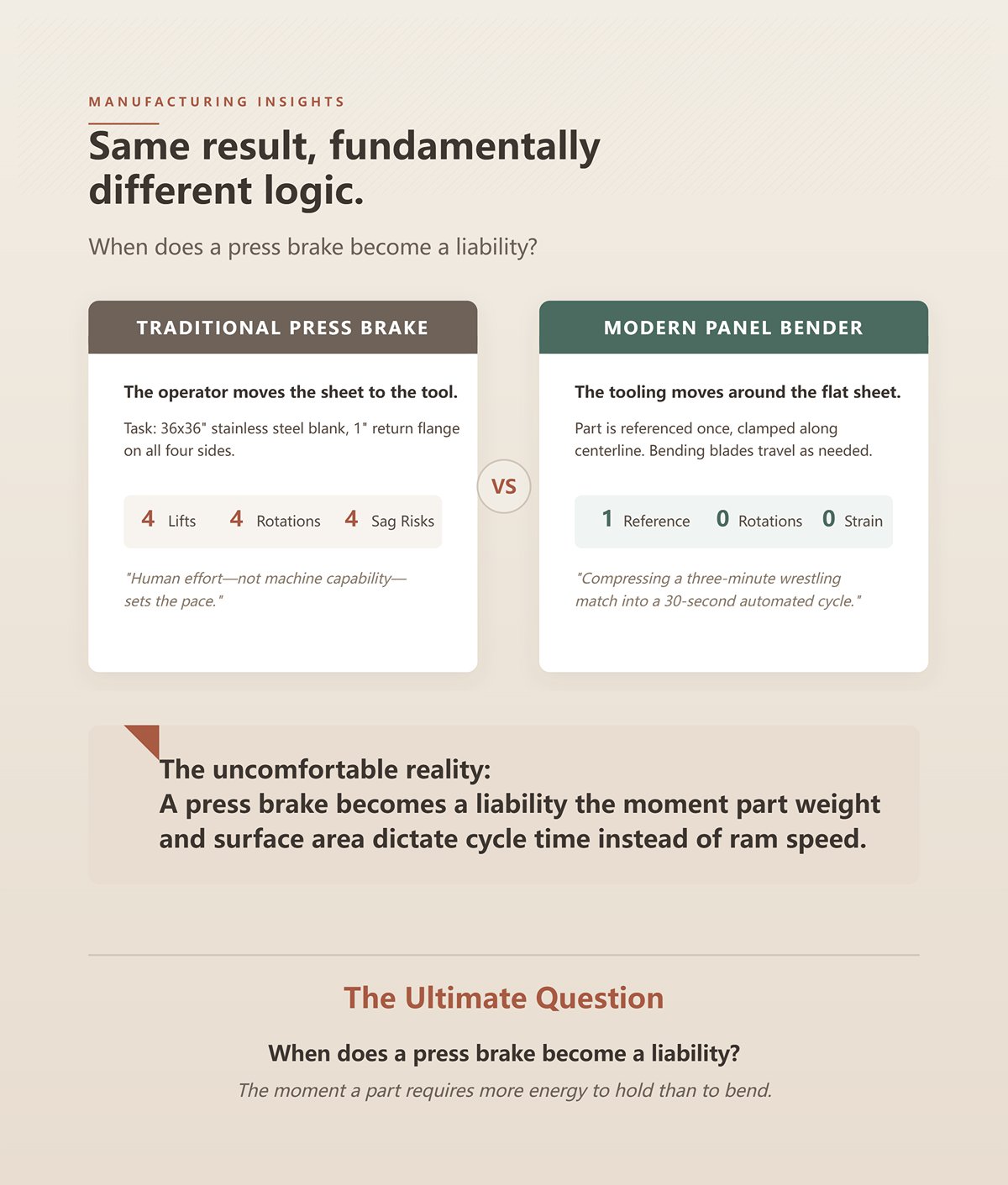
Ræk en operatør et 36‑x‑36‑tommer råemne af 16‑gauge rustfrit stål og bed om en én‑tommer returflange på alle fire sider. På en traditionel kantpresse kræver maskinens logik, at operatøren flytter pladen til værktøjet. De løfter råemnet, registrerer det mod baganslaget, cykler stemplet, og roterer derefter fysisk hele den uhåndterlige firkant halvfems grader. Fire bukninger kræver fire løft, fire rotationer og fire chancer for, at pladen kan hænge bare en halv grad væk fra baganslaget.
Den ubehagelige realitet er denne: en kantpresse bliver en belastning i det øjeblik, delens vægt og overfladeareal begynder at diktere cyklustiden i stedet for stemplets hastighed. Vi har en tendens til at studere maskinens specifikationsark – kapacitet i ton, slaglængde, tilgangshastighed – og antage, at udstyret er flaskehalsen. I praksis, når man former store paneler, gør kantpressen operatøren til det primære materiale‑håndteringssystem, og menneskelig indsats – ikke maskinens evne – bestemmer tempoet.
En panelbukker vender fuldstændigt op på den ligning. I stedet for at tvinge operatøren til at flytte pladen gennem værktøjet, holder den pladen fladt og flytter værktøjet rundt om pladen. Emnet bliver referencepunkteret én gang, klemt fast langs centerlinjen, og bukkeklingerne bevæger sig som nødvendig. Resultatet er den samme fire‑sidedes bakke – men logikskiftet eliminerer operatørens fysiske belastning og komprimerer det, der tidligere var en tre minutters brydekamp, til en tredive sekunders automatiseret cyklus. Så hvornår bliver en kantpresse en belastning? I det øjeblik en del kræver mere energi at holde end at bukke.
Overvej en grundlæggende Z‑buk eller en mere kompleks offsetprofil. På en kantpresse betyder en positiv buk straks efterfulgt af en negativ buk, at pladen skal tages ud af stansen, vendes helt om, registreres mod baganslaget og cykles igen. Hvis delen er et 6‑fod arkitektonisk panel, kræver den vending to operatører og masser af gulvplads. Og hver gang pladen forlader baganslaget, betaler du en værktøjsskat: tabet af dit oprindelige referencepunkt.
Panelbukkere eliminerer den skat gennem deres kinematik. Fordi pladen forbliver klemt fladt i en manipulator, skifter de øvre og nedre bukkeklinger simpelthen roller. Har du brug for en positiv buk? Den nedre klinge fejer opad. Har du brug for en negativ buk? Den øvre klinge fejer nedad. Pladen vender aldrig – og, kritisk, den mister aldrig sit centerlinjereferencepunkt.
Dette er, hvor præcision begynder at multiplicere. Moderne panelbukkere leverer buk‑til‑buk nøjagtighed på ±0,008 tommer og gentagelsesnøjagtighed på ±0,004 tommer, ikke kun fordi deres servosystemer er meget raffinerede, men fordi de måler materialetykkelse og deformation i realtid. Maskinen kompenserer automatisk for variationer, som en kantpresseoperatør ellers ville jagte med kiler og prøvebukninger. Ved at manipulere flangen i stedet for at vende pladen fjerner du den menneskelige variabel fra geometri‑ligningen fuldstændigt. Til komplekse buk som store radier kan specialiserede Radius kantbukkeværktøj være essentielle, selv på traditionelle kantpressere.
Begrænsningskontrol: Hvis din nuværende proces kræver to operatører blot for at vende en del mellem en positiv og negativ buk, betaler du så for metalbearbejdning – eller for synkroniseret vægtløftning?
| Afsnit | Indhold |
|---|---|
| Emne | Positive og negative bukninger: Hvorfor det at manipulere flangen er bedre end at vende pladen |
| Scenario | I en Z‑buk eller offsetprofil på en kantpresse kræver en positiv buk efterfulgt af en negativ buk, at pladen fjernes, vendes, registreres på ny mod baganslaget og cykles igen. Store dele (f.eks. 6‑fod paneler) kræver to operatører og betydelig gulvplads. Hver fjernelse fra baganslaget medfører tab af det oprindelige referencepunkt (“værktøjsskat”). |
| Panelbukkerfordel | Panelbukkere holder pladen klemt fladt i en manipulator. De øvre og nedre bukkeklinger skifter roller: den nedre klinge fejer opad for positive buk, og den øvre klinge fejer nedad for negative buk. Pladen forbliver på plads og bevarer sin centerlinjereference. |
| Præcisionsfordele | Moderne panelbukkere opnår buk‑til‑buk nøjagtighed på ±0,008 tommer og gentagelsesnøjagtighed på ±0,004 tommer. De måler materialetykkelse og deformation i realtid og kompenserer automatisk for variationer, hvilket eliminerer behovet for kiler og prøvebukninger. |
| Nøgleindsigt | Ved at manipulere flangen i stedet for at vende pladen fjernes menneskelige variabler fra geometri‑ligningen og præcisionen multipliceres. |
| Begrænsningskontrol | Hvis der kræves to operatører blot for at vende en del mellem buk, betaler du så for metalbearbejdning – eller for synkroniseret vægtløftning? |
Gå ind i et værksted, der forsøger at lukke automationsgabet på et stramt budget, og du vil ofte finde en semi‑automatiseret CNC‑folder. Salgsargumentet er tiltalende: du får folding‑bjælkens kinematik som en panelbukker uden investering i millionklassen. Operatøren indfører pladen, bjælken former flangen, og maskinen justerer automatisk bukhøjden.
Men teoretisk kapacitet betyder lidt, hvis menneskelig muskelkraft stadig driver processen. Semi‑automatiserede foldere kræver, at operatøren manuelt roterer delen for hver ny side. Du opnår foldningsbevægelsen, men bevarer den samme håndteringsbyrde, der sænker en kantpresse.
Endnu værre er det, at foldemaskiner typisk mangler den tonnage, som en kantpresse har, og den centrallinje-klemningshastighed, som en ægte panelbukker tilbyder. Resultatet er en maskine, der kæmper med grovpladsmateriale, mens den stadig afhænger af, at en operatør manuelt manøvrerer paneler med høj variation. I stedet for at lande midt imellem får du ofte begge begrænsninger: begrænset tykkelseskapacitet fra foldemaskinen og den manuelle håndteringsbyrde fra kantpressen. I ægte høj-variationsproduktion—hvor komplekse geometrier sætter tempoet—fjerner delvis automatisering kun en del af flaskehalsen.
Se en operatør skifte fra en standard 90-graders flange til en dråbeformet omslag på en konventionel kantpresse. De skal løsne stemplet, rulle over til værktøjsvognen, installere et planeringsværktøj, justere det og køre et skrotstykke for at verificere knusningen. Det er 15 minutters ren opstillings-nedetid. Gentag det fire gange på et skift, og du har ofret en time af produktiv maskintid til værktøjsafgiften.
Den barske sandhed i høj-variations pladearbejde er denne: din margin er ikke defineret af, hvor hurtigt en maskine kan bukke—den er defineret af, hvor hurtigt den kan skifte retning. Automatiserede panelbukkere løser dette med multitools-kinematik. I stedet for at udskifte tunge værktøjsblokke manuelt, bruger en CNC-panelbukker et integreret værktøjsskiftesystem eller et universelt bukkebladssystem, der omkonfigurerer sig selv i realtid. Hvis den næste profil kræver et offset-buk efterfulgt af en stor radius, justerer de øvre og nedre blade deres drejepunkter og slagdybder på millisekunder. Pladen forbliver fastklemt. Værktøjerne tilpasser sig omkring den. Omslag, radius og offset-buk udføres i én enkelt opstilling—ingen manuel indgriben nødvendig. For traditionelle kantpresser kræver opnåelse af tilsvarende alsidighed til komplekse profiler ofte investering i Special kantbukkeværktøj.
Når værksteder analyserer multi-akse CNC-operationer, opdager de ofte en barsk realitet: at stramme tolerancer på komplekse geometrier kan nemt fordoble prisen pr. del. At forsøge at holde en ±0,005-tommer tolerance på en sammensat flange med en manuel opstilling betyder testbuk, skrot og endeløs shimming. Det er fristende at studere maskinens specifikationsark—tonnagegrænser, slag-hastigheder—og antage, at hardware definerer loftet. Men teoretisk kapacitet er irrelevant, hvis operatøren er udmattet eller tvunget til at gætte materialets tilbagespring ved føling.
Når komplekse flanger krydser med softwarestyret præcision, skifter fokus fra rå kraft til prædiktiv kontrol. Moderne panelbukkere måler trækstyrken og tykkelsesvariationen af den specifikke 16-gauge plade, der er fastklemt, før den udfører det endelige buk. Softwaren beregner den præcise overbukning, der er nødvendig, og justerer maskinens kinematik i realtid.
Når det er sagt, introducerer enkelt-opstillings-automatisering sin egen risiko. Softwarepræcision afhænger helt af en korrekt konfigureret post-processor. Hvis CAM-systemets kinematiske model ikke stemmer overens med maskinens fysiske begrænsninger—såsom aksebevægelsesgrænser eller rotationsretninger—er resultatet ikke en fejlfri flange. Det er ridser, spildt cyklustid eller endda et multi-akse sammenbrud. Enkelt-opstilling automatisering forstørrer programmeringsfejl lige så effektivt, som den multiplicerer gennemløbet. Men når post-processoren er korrekt indstillet, kompenserer maskinen automatisk for materialevariabilitet, der ellers ville kræve konstante mikrometer-checks fra en højt kvalificeret operatør.
Placer en konventionel kantpresse ved siden af en automatiseret panelbukker og kør 5.000 identiske elektriske kabinetter. Med en finindstillet opstilling og en stabil operatør kan kantpressen måske endda vinde slag-pr.-minut-konkurrencen. På papiret ser det ud som top-effektivitet. Men hvad sker der, når planen skifter til fem kabinetter, derefter tolv HVAC-beslag og derefter tre specialfremstillede rustfri fascias? Kantpressen falder til nul slag pr. minut, mens operatøren kæmper sig igennem tre separate værktøjsskift.
I høj-variations, lav-volumen produktion er rå gennemløb en forfængelighedsmål. Alsidighed er det, der faktisk driver rentabilitet. En CNC-panelbukker internaliserer værktøjsafgiften. Dens multitools-kinematik kan skifte fra et skarpt 90-graders værktøj til en stor-radius profil i det samme øjeblik, manipulatoren roterer delen—reducerer reelt opstillingstiden til nul. Du er ikke længere tvunget til at batchkøre opgaver blot for at retfærdiggøre værktøjsskift; du kan køre dele i nøjagtig den rækkefølge, som montageafdelingen kræver. Resultatet er mindre igangværende lager og en transformation af høj-variations volatilitet fra en planlægningsbyrde til en konkurrencefordel.
Begrænsningskontrol: Måler du din værksteds kapacitet ud fra maskinens cyklushastighed—eller ud fra antallet af forskellige, færdige dele, der rent faktisk når forsendelsesdokken ved skiftets afslutning?
Gå ind i et værksted, der bearbejder 16-gauge 304 rustfrit stål med fire manuelle kantpresse-opstillinger pr. skift. Se operatøren skrotte de første to emner af hver opstilling blot for at finjustere tilbagespringet. Ved $45 pr. emne plus 20 minutters opstillingstid pr. skift, mister operationen stille og roligt mere end $500 om dagen, før en enkelt godkendt del når forsendelsespallen. Dette er værktøjsafgiften i sin reneste form—en løbende straf pålagt hvert høj-variations batch, der støt eroderer marginerne, mens maskinerne ser travle ud. Automatiseringsgrænsen handler sjældent om at producere en million identiske dele. Det handler om at anerkende det præcise øjeblik, hvor denne daglige dræn overstiger omkostningerne ved en månedlig maskinbetaling.
En 20-års veteran kan mærke flydepunktet for 5052 aluminium gennem sålerne af sine støvler og justere et manuelt bagstop på instinkt alene. Men den veteran gik på pension sidste år, og den nye medarbejder kæmper med at manøvrere en 40-punds plade, mens han skeler til et målebånd på hovedet. Den ubehagelige sandhed er denne: manuel styring er kun rentabel, når personen, der betjener den, er exceptionel. Når kvalificeret arbejdskraft er en mangelvare, injicerer operatørafhængighed dyr variabilitet i din produktionsplan. En uerfaren operatør arbejder ikke bare langsommere—de tvivler, overbukker og kvæler hele montageflowet med rework-forsinkelser.
Vi har en tendens til at studere maskinens specifikationsark—tonnagegrænser, slag-hastigheder—og antage, at udstyret definerer vores loft. Men teoretisk kapacitet er meningsløs, hvis de menneskelige muskler, der læsser maskinen, er udmattede.
Automatiserede CNC-panelbukkere konfronterer denne afhængighed direkte. Ved at overføre materialehåndtering og værktøjspositionering til servodrevne manipulatorer og parre dem med intuitive CNC-styringer, kan de reducere operatørafhængighed med op til 40 procent. Maskinen måler pladen, beregner bukketillæg og udfører sekvensen med præcision. Det økonomiske argument for manuel styring falder fra hinanden i det øjeblik, du betaler kvalificerede lønninger for at producere ukvalificeret skrot. Hvorfor fortsætte med at understøtte en manuel proces, når den reelle delpris svinger med operatørens energiniveau klokken 15:00?
Forestil dig, at du har afgivet et tilbud på 150 komplekse elektriske kabinetter. Almindelig visdom siger, at CNC først bliver økonomisk rentabelt ved høje styktal, mens manuelle kantpresser vinder ved små serier. Den logik bryder dog sammen i et miljø med mange varianter inden for pladebearbejdning. På en manuel kantpresser kræver det prøverbøjninger at holde en tolerance på ±0,005 tommer på en sammensat flange. Hvis du skroter tre emner under opsætningen på en ordre på 150 styk, har du allerede brændt 2 procent af dit materialebudget af. Gange det op med ti forskellige emnefamilier på en enkelt uge, og tabene vokser hurtigt.
En automatiseret panelbukker har en betydelig startomkostning — ofte det dobbelte af prisen på en topklasse kantpresser. Men dens universelle bukkeblad og realtidskompensation for materialetykkelse fjerner behovet for prøverbøjninger helt. Det allerførste emne fra maskinen er produktionsklart. Når du sammenligner en kapitalinvestering på $400.000 med en vedvarende skrotningsrate på 3 procent for materialer af høj værdi — sammen med den uoprettelige opsætningstid, der bruges på at finjustere tolerancer — skrumper tilbagebetalingstiden fra årtier til blot få år. Du investerer ikke i hurtigere bøjninger; du investerer i en permanent eliminering af opsætningstab. Hvor ellers på produktionsgulvet kan du reelt købe en garanti for nul skrot?
At afgive en indkøbsordre på en automatiseret bukkecelle giver et øjeblikkeligt kapitalchok. Implementeringen kræver ofte opgradering af ældre CAM-systemer, omskoling af programmører samt håndtering af den indledende modstand fra operatører, der har større tillid til massivt stålværktøj end til softwarestyret præcision. Denne overgangsmodstand kan forsinke de tidlige gevinster og få prisen til at føles som en byrde om virksomhedens hals i de første to kvartaler efter udrulningen.
Den reelle investeringsafkast viser sig derimod i kontraktstabilitet. Når værktøjsomkostningen forsvinder, bliver gennemløbet matematisk forudsigeligt. Du ved præcist, hvor lang tid et parti på 50 kundetilpassede fronter vil tage, fordi opsætningstiden er elimineret, og skrot praktisk talt ikke eksisterer. Det niveau af sikkerhed gør dig i stand til at konkurrere om krævende just-in-time OEM-kontrakter, som manuelle operationer har svært ved at garantere uden at opretholde kostbare buffere af igangværende arbejde. Automatisering absorberer variationen i højmix-produktion og omdanner planlægningskaos til pålidelig omsætning.
Begrænsningstjek: Hvis din produktion i gennemsnit har mere end fire omstillinger pr. skift med skrotningsrater over tre procent, er en automatiseret panelbukker så virkelig en dyr luksus — eller er det den eneste levedygtige måde at beskytte marginerne på i en tid med mangel på kvalificeret arbejdskraft? For en detaljeret analyse tilpasset din specifikke drift er det klogt at Kontakt os til en konsultation.
Forestil dig at tage en ren, klimakontrolleret CNC-panelbukker og placere den midt på en mudret byggeplads. På et poleret betongulv omgivet af rene plader i 16 gauge repræsenterer den maksimal effektivitet. Men ude i den virkelige verden — foran en stabel 1/2-tommer arkitektoniske plader, der skal følge formen på en støbt betonmur — forvandler det halve millioner dyre udstillingsstykke sig hurtigt til en meget dyr papirvægt. Automatisering udmærker sig under kontrollerede forhold. Felten tilbyder sjældent sådanne forhold. Vi bruger så meget tid på at beregne ROI ved nulopsætningsbøjning, at vi overser maskinens fysiske begrænsninger. Der kommer et punkt, hvor værktøjsomkostninger er irrelevante — fordi det automatiske system simpelthen ikke kan udføre opgaven.
Vi har en tendens til at granske specifikationsark — kraftangivelser, slaghastigheder — som om maskinen definerer grænsen. Nogle gange er den reelle begrænsning imidlertid postnummeret. Arkitektonisk fremstilling betyder ofte, at metal skal tilpasses til strukturer, der er støbt, indrammet eller svejset til “felt-tolerancer” — med andre ord, intet er perfekt vinkelret. Når du bøjer tunge facader eller specialfremstillede trappestrenge, har du sjældent luksusen at måle på stedet, opdatere CAD-filer, køre delen gennem en stor CNC-celle og sende den tilbage — blot for at opdage, at betonen har sat sig en ottendedel tomme.
Feltarbejde kræver justering i realtid. Traditionelle hydrauliske kantpresser eller tunge transportable bukkere kan trækkes ud på en byggeplads, forsynes med en dieselgenerator og betjenes af en håndværker, der måler den faktiske åbning — ikke en teoretisk CAD-model. Du ofrer fabriksniveau-præcision for geografisk realitet. En CNC-panelbukker er fastmonteret på dit værkstedsgulv og afhænger af fejlfri input for at levere fejlfri output. Når byggepladsen i sig selv bliver den variable faktor, må fabriksautomatisering vige for en dygtig operatør med et målebånd, en robust transportabel bukker og dømmekraften til at bøje på stedet.
Den ubehagelige sandhed er, at panelbukkere er konstrueret til pladestål — ikke panserplade. Deres mekaniske fordel afhænger af servodrevne blade, der folder materialet omkring en central hold-down-bjælke. Når du går fra 14-gauge rustfri trimdele til 1/2-tommer A514 ultrahøjstyrke stålplade til arkitektoniske elementer, ændrer fysikken sig dramatisk.
Du kan ikke bøje en halv tomme stålplade med den samme fintunede mekanik, der er designet til at folde et let elektrisk kabinet.
Tunge plader kræver enorm, stærkt koncentreret pressekraft og specialdesignede V-dorner, der kan tvinge materialet til at flyde uden at beskadige dets kornstruktur. Skubber du en panelbukker ind på dette område, bliver dens egen geometri en ulempe. De automatiske blade mangler enten kraften til at deformere pladen korrekt, eller også risikerer de ekstreme belastninger at skade maskinens komplekse interne mekanismer. Tunge kantpresser sejrer på dette område, fordi deres lodrette rammedesign er fundamentalt enkelt og brutalt effektivt. Der er ingen komplekse foldarme — kun et hærdet stålpunselslag ned i en hærdet stålmatrice med hundredvis af tons rå hydraulisk kraft.
Selv hvis dine emner teknisk set ligger inden for en automatiseret bukkers kapacitetsgrænser, kan dit anlæg udelukke den. En fuldautomatisk bukkecelle med integrerede materialehåndteringstårne optager et betydeligt areal. Den kræver ofte forstærkede betongulve for at forhindre sætning, dedikeret 480V trefaset strøm med høj amperekapacitet og et klimakontrolleret miljø for at beskytte følsomme servosystemer mod støv og snavs.
Til sammenligning er traditionelle kantpresser bemærkelsesværdigt tolerante over for deres omgivelser. Du kan placere en 150-tons presser i et dunkelt hjørne af værkstedet, tilslutte standard industristrøm og forvente, at den former tunge plader pålideligt i årtier med minimal vedligeholdelse. Hvis dit anlæg har trang plads, din strømforsyning allerede er maksimeret, eller dine kapitaludgifter er stramt begrænsede, bliver den teoretiske gennemløbskapacitet for en CNC-celle irrelevant. Du kan ikke købe effektivitet med plads og strøm, som du simpelthen ikke har.
Begrænsningstjek: Producerer du sarte, højmiks-geometrier, der virkelig retfærdiggør at ombygge hele din værkstedsinfrastruktur — eller forsøger du at løse en udfordring med tung, arkitektonisk plade ved hjælp af et skrøbeligt automatiseret system?
Den hårde realitet er denne: udstyrskataloger er designet til at sælge dig den maksimale teoretiske kapacitet, mens dit produktionsgulv lever og dør efter den minimale, virkelige gennemstrømning. Det er fristende at fordybe sig i specifikationsark—beregne tonnagegrænser og slagfrekvenser som om maskinen i sig selv var flaskehalsen. Men en maskine er kun et værktøj. Den sande begrænsning er din specifikke blanding af materialer, emnegeometrier og arbejdskraft.
En fuldautomatisk pladebukker kan måske levere 17 buk pr. minut uden manuelle værktøjsskift og præsentere sig selv som den ultimative profitforstærker. Men hvis du fodrer den med de forkerte emner, har du blot investeret i en yderst effektiv skrotgenerator. For at fjerne værktøjsskatten uden at installere en halvmillion-dollars flaskehals, skal du holde op med at spørge, hvad en maskine kan gøre isoleret set. Begynd at spørge, hvad der aktivt udhuler dine marginer på gulvet i dag.
Automatisering har et hårdt loft—og det måles ofte i tusindedele af en tomme.
Pladebukkere udmærker sig, når de folder 14-gauge aluminium eller rustfrit stål i komplekse dele op til 10 fod lange. Men hvis dit kernearbejde bevæger sig mod 10-gauge eller 1/4-tommer plade, kan de delikate, servodrevne klinger på en CNC-folder simpelthen ikke flytte materialet. Begynd med at kortlægge dit område for materialetykkelser. Fysikkens love alene kan udelukke en pladebukker, før du overhovedet kigger på prisskiltet.
Undersøg derefter din emnegeometri. Pladebukkere har relativt lav halsdybde sammenlignet med den store åbnehøjde på en traditionel kantpresser. Hvis du former dybe elektriske kabinetter eller høje flanger, kan maskinens fysiske arkitektur forhindre emnet i at rotere under bukkesekvensen.
Selv standard Z-buk kommer med strenge begrænsninger på en automatiseret folder. For at undgå værktøjskollisioner kræver du typisk en minimum totalhøjde på mindst 2,5× materialetykkelsen og flangelængder på 1,5× tykkelsen. Hvis din gennemsnitlige batch består af 15 meget varierede dele med dybe boksgeometrier, forsvinder fordelen ved “nul opsætning”—fordi delen simpelthen ikke kan rotere inde i maskinen.
Begrænsningstjek: Er dine dele virkelig tynde og flade nok til at rotere inden for en pladebukkers hals, eller prøver du at presse dybe, kraftige bokse gennem en maskine, der er konstrueret til lavprofilsarbejde?
Når fysikken giver mening, skal du identificere den operationelle modstand. Gå ud til bukkeafsnittet og observer operatøren i en time. Hvis en erfaren producent bruger 40 minutter på at nedtage og genopbygge komplekst iscenesat værktøj for en serie på 20 dele, er din flaskehals opsætningstiden. Det er den reelle værktøjsskat—og det er præcis dér, en CNC-pladebukker viser sin værdi ved at konfigurere sit værktøj på få sekunder.
Men hvad hvis opsætningen er hurtig, og skrotspanden stadig bliver fyldt med dele, der er bukket forkert eller i forkert rækkefølge?
Så står du med mangel på færdigheder og geometrisk kompleksitet. En kantpresser afhænger fuldstændig af operatørens rumlige dømmekraft for at vende og rotere emnet korrekt. En automatiseret bukker fjerner menneskehænder fra sekvensen—den holder emnet fast én gang og udfører hver positiv og negativ buk med præcision. Men en maskines teoretiske kapacitet betyder intet, hvis folkene, der betjener den, er udmattede. Hvis din afmatning skyldes flytning af tunge, ligetil dele gennem en standard 90-graders V-matrice, vil automatisering ikke løse det. En svingkran og et smartere materialehåndteringslayout vil.
Værksteder fejler sjældent på grund af mangel på arbejde; de fejler, fordi de påtager sig arbejde, de ikke kan fordøje. Når du køber en maskine for at løse et specifikt problem i dag, låser du dine kapaciteter til nutiden. Hvis din nuværende høj-varians 16-gauge produktion retfærdiggør en pladebukker, giver investeringen mening. Men selv de mest intelligente, fleksible pladebukkere absorberer kun høj-variabel produktion inden for deres fysiske grænser. De kan ikke overvinde fundamentale tonnagesbegrænsninger.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
