Prikazujem 1–9 od 42 rezultata
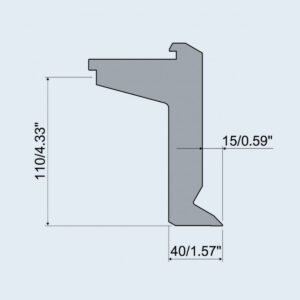
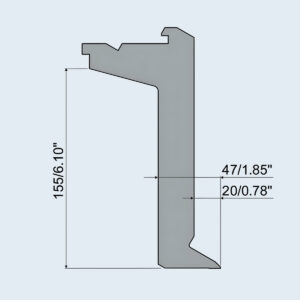
R1 Tip, Alati za savijanje panela
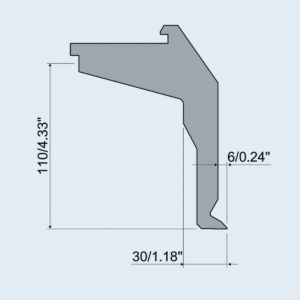
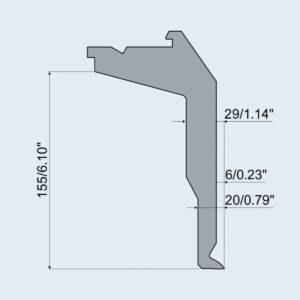
R1 Tip, Alati za savijanje panela
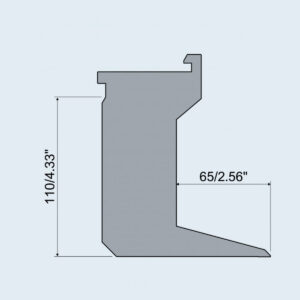
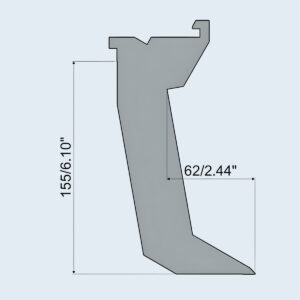
R1 Tip, Alati za savijanje panela
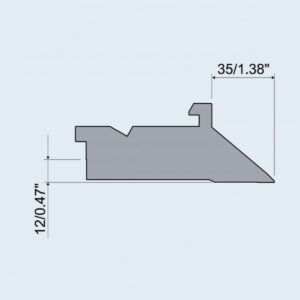
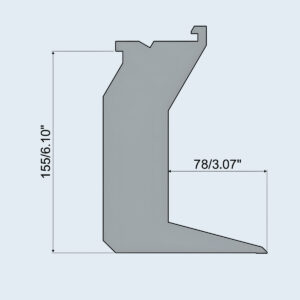
R1 Tip, Alati za savijanje panela
R1 Tip, Alati za savijanje panela
R1 Tip, Alati za savijanje panela
R1 Tip, Alati za savijanje panela
R1 Tip, Alati za savijanje panela
R1 Tip, Alati za savijanje panela
Posmatrajte iskusnog operatera kako formira kućište od nerđajućeg čelika debljine 16-gauge na konvencionalnoj prese za savijanje. Samo savijanje traje možda dvanaest sekundi. Klip se spušta, metal popušta i deo je gotov. Izgleda kao vrhunska efikasnost.
Ali stanite na fabrički pod sa štopericom i uračunajte četrdeset pet minuta koji prethode tom savijanju – potragu za odgovarajućim segmentiranim udarcima, probna savijanja, podlaganje, odbačene prazne komade – i neefikasnost postaje očigledna.
Tih nevidljivih četrdeset pet minuta predstavlja porez koji se nameće na svaku kratku seriju koju proizvedete. Upravo zato se vaša radionica stalno čini zauzetom dok vam profitne marže ne rastu. Da biste se zaista oslobodili, razumevanje i optimizacija vašeg Alati za abkant prese je prvi ključni korak.
Neprijatna realnost je sledeća: vašu radionicu ne ograničava to koliko brzo vaš tim može da savije ivicu. Ograničava je sve što se dešava između savijanja. Ručno vreme podešavanja, škart i zamor operatera funkcionišu kao složeni porez. Svaki put kada neko uzme imbus ključ da podešava zadnji graničnik, nastaje trošak. Svaki put kada težak deo zahteva dvojicu operatera da ga okrenu, nastaje još jedan trošak. Na kraju, efektivna poreska stopa postaje neodrživa – i ručno Standardni alat za presu jednostavno prestaje da ima finansijskog smisla.
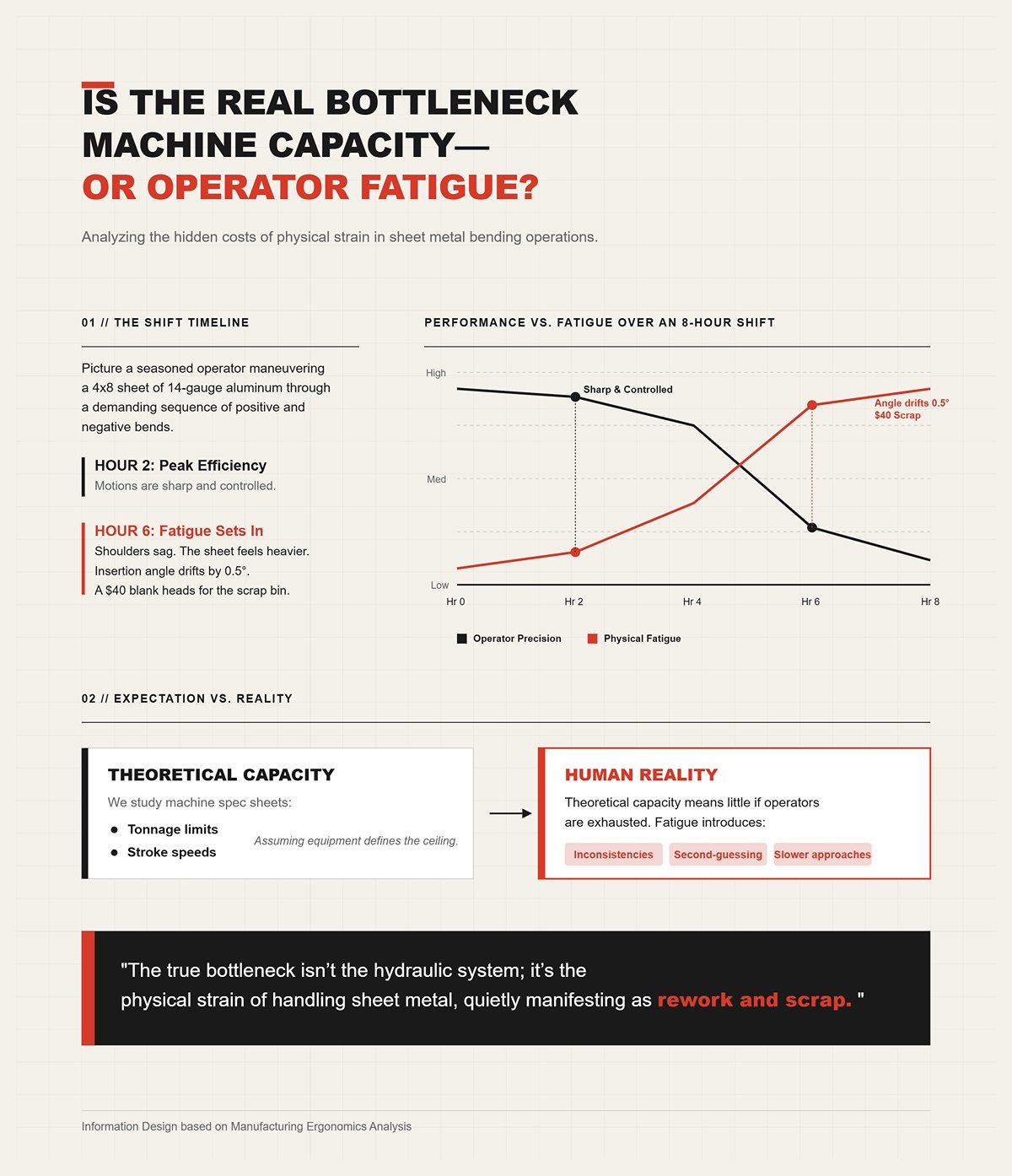
Zamislite iskusnog operatera koji manevriše pločom aluminijuma 4×8 i 14-gauge kroz zahtevnu sekvencu pozitivnih i negativnih savijanja. Dva sata nakon početka smene, pokreti su precizni i kontrolisani. Nakon šestog sata, ramena opuštena. Ploča deluje teža. Ugao umetanja odstupa za pola stepena i odjednom jedan $40 komad završava u otpadu.
Mi obično proučavamo tehničke liste mašina – granice tonáže, brzinu hoda – pod pretpostavkom da oprema definiše plafon. Ali teoretski kapacitet malo znači ako su ljudski operateri koji hrane mašinu iscrpljeni. Zamor unosi suptilne nedoslednosti. Umoran operater preispituje zadnji graničnik, pravi dodatni probni komad ili usporava spuštanje klipa. Pravo usko grlo nije hidraulični sistem; to je fizički napor rukovanja limom, koji se tiho ispoljava kroz popravke i škart.

Zamislite tipičan utorak sa velikim brojem proizvoda: pedeset nosača, dvanaest električnih kućišta i pet prilagođenih HVAC panela. U konvencionalnom podešavanju, zamena segmentiranog alata za ta tri posla lako može da potraje sat vremena. Po fabričkoj stopi od $120 po satu, to je $120 potrošeno bez savijenog ijednog dela metala.
Ovo je porez na alat u svom najstrožem obliku. U proizvodnji velikih serija, sat vremena podešavanja raspoređen na deset hiljada delova jedva se primećuje. U radu sa velikim brojem različitih kratkih serija, taj isti sat može obrisati celokupnu maržu posla. Mnogi vlasnici radionica nazivaju promene “jednostavnim” zato što zamena udarca tehnički nije teška. Ali stvarni trošak daleko prevazilazi fizičku zamenu. On uključuje probna savijanja, fino podešavanje i prekid toka rada. Svaki minut u kojem mašina miruje dok operater poravnava matricu mesinganom čekićem, neefikasnost se tiho finansira.
Standardna hidraulična presa za savijanje može završiti ciklus klipa za manje od tri sekunde – izuzetno brzo. Ipak, pažljiviji pogled na celu smenu često otkriva da mašina aktivno savija metal manje od 20% vremena. Brzina savijanja ne znači ništa ako krajnji ugao nije precizan.
Ponovljivost je jedina mera koja zaista štiti protok. Kod ručnih alata, ponovljivost u potpunosti zavisi od sposobnosti operatera da identično pozicionira deo uz graničnike – stotine puta uzastopno – uprkos varijacijama u elastičnom povratu materijala. Ako prvi deo traje deset sekundi, a sledeći petnaest jer operater zastaje da dvaput proveri ivicu, tada vaš ciklus ne traje deset sekundi. On je promenljiv – a promenljivost ubija efikasnost.
Provera ograničenja: Ako vaš najiskusniji operater sutra ne dođe na posao, da li vaš protok opada za 50%, ili vaš proces ostaje na pravom putu?
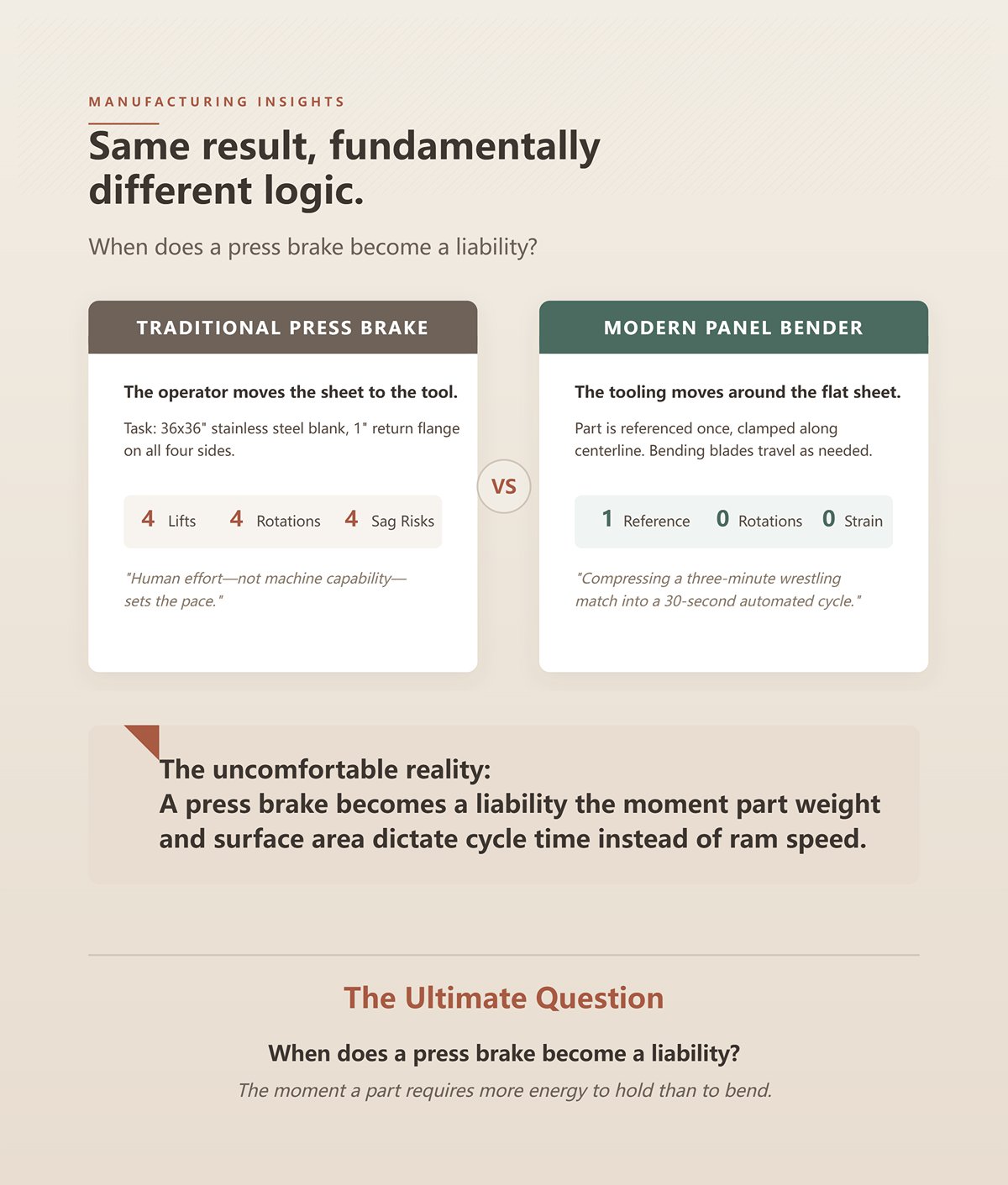
Predajte operateru praznu ploču od nerđajućeg čelika dimenzija 36 puta 36 inča debljine 16 gage i zatražite povratni preklop od jednog inča na sve četiri strane. Na tradicionalnoj prese sa savijanjem, logika mašine zahteva da operater pomera lim ka alatu. On podiže ploču, naslanja je na zadnji graničnik, pokreće klip, a zatim fizički rotira čitav glomazni kvadrat za devedeset stepeni. Četiri savijanja zahtevaju četiri podizanja, četiri rotacije i četiri prilike da se lim samo za pola stepena spusti sa zadnjeg graničnika.
Neugodna realnost je sledeća: presa sa savijanjem postaje opterećenje onog trenutka kada težina i površina dela počnu da diktiraju vreme ciklusa umesto brzine klipa. Imamo tendenciju da proučavamo tehničke listove mašina—kapacitet toniranja, dužinu hoda, brzinu približavanja—i pretpostavljamo da je oprema usko grlo. U praksi, prilikom formiranja velikih panela, presa za savijanje pretvara operatera u primarni sistem za rukovanje materijalom, a ljudski napor—ne sposobnost mašine—određuje tempo rada.
Panel bender potpuno preokreće tu jednačinu. Umesto da forsira operatera da pomera lim kroz alat, on drži lim ravnim i pomera alat oko lima. Deo se referencira jednom, steže duž svoje centralne linije, i oštrice za savijanje se kreću po potrebi. Rezultat je isti četvorostrani panel—ali promena logike eliminiše fizički napor operatera, pretvarajući ono što je nekada bila tro-minutna fizička borba u automatski ciklus od trideset sekundi. Dakle, kada presa sa savijanjem postaje teret? Onog trenutka kada je potrebno više energije da se deo drži nego da se savije.
Razmotrite osnovno Z-savijanje ili složeniji profil pomaka. Na presi, proizvodnja pozitivnog savijanja praćenog negativnim zahteva vađenje lima iz kalupa, njegovo potpuno okretanje, ponovno poravnavanje sa zadnjim graničnikom i novi ciklus. Ako je deo arhitektonski panel dužine 6 stopa, to okretanje zahteva dva operatera i dosta prostora na podu. I svaki put kada lim napusti zadnji graničnik, plaćate “porez na alat”: gubitak svoje originalne referentne tačke.
Panel bender-i eliminišu taj porez kroz svoju kinematiku. Pošto lim ostaje stegnut ravan unutar manipulatora, gornje i donje oštrice za savijanje jednostavno menjaju uloge. Potrebno vam je pozitivno savijanje? Donja oštrica se pomera nagore. Potrebno je negativno savijanje? Gornja oštrica se pomera nadole. Lim se nikada ne okreće—a što je ključno, nikada ne gubi svoju centralnu referencu.
Ovo je mesto gde preciznost počinje da se umnožava. Moderni panel bender-i postižu tačnost savijanja od ±0.008 inča i ponovljivost od ±0.004 inča ne samo zato što su njihovi servo sistemi visoko usavršeni, već zato što mere debljinu materijala i deformaciju u realnom vremenu. Mašina automatski kompenzuje varijacije koje bi operater prese morao da ispravlja pomoću podmetača i probnih savijanja. Manipulisanjem preklopom umesto okretanja lima, potpuno uklanjate ljudski faktor iz geometrijske jednačine. Za složena savijanja poput velikih radijusa, specijalizovani Alat za presu sa radijusom mogu biti od suštinskog značaja, čak i na tradicionalnim presama.
Provera ograničenja: Ako vaš trenutni proces zahteva dva operatera samo da okrenu deo između pozitivnog i negativnog savijanja, da li plaćate za obradu metala—ili za sinhronizovano dizanje tegova?
| Odeljak | Sadržaj |
|---|---|
| Tema | Pozitivno i negativno savijanje: Zašto je manipulisanje preklopom bolje od okretanja lima |
| Scenarijo | Kod Z-savijanja ili profila sa pomakom na presi, proizvodnja pozitivnog savijanja praćenog negativnim zahteva vađenje lima, njegovo okretanje, ponovno poravnavanje sa zadnjim graničnikom i ponovni ciklus. Veliki delovi (npr. paneli dugi 6 stopa) zahtevaju dva operatera i značajan prostor na podu. Svako uklanjanje sa zadnjeg graničnika rezultira gubitkom originalne referentne tačke (“porez na alat”). |
| Prednost panel bendera | Panel bender-i drže lim stegnut ravno unutar manipulatora. Gornje i donje oštrice za savijanje menjaju uloge: donja oštrica se pomera nagore za pozitivna savijanja, a gornja nadole za negativna. Lim ostaje na mestu i zadržava svoju centralnu referencu. |
| Prednosti preciznosti | Moderni panel bender-i postižu tačnost savijanja od ±0.008 inča i ponovljivost od ±0.004 inča. Oni mere debljinu materijala i deformaciju u realnom vremenu i automatski kompenzuju varijacije, uklanjajući potrebu za podmetačima i probnim savijanjima. |
| Ključna napomena | Manipulisanje preklopom umesto okretanja lima uklanja ljudske varijable iz geometrijske jednačine i povećava preciznost. |
| Provera ograničenja | Ako su potrebna dva operatera samo da okrenu deo između savijanja, da li plaćate za obradu metala—ili za sinhronizovano dizanje tegova? |
Uđite u radionicu koja pokušava da smanji jaz u automatizaciji uz ograničen budžet i često ćete naići na poluautomatski CNC folder. Prodajni argument zvuči primamljivo: dobijate kinematiku savijajuće grede kao kod panel bendera, ali bez investicije od sedam cifara. Operater ubacuje lim, greda formira preklop, a mašina automatski podešava ugao savijanja.
Ali teorijski kapacitet malo znači ako ljudska snaga i dalje pokreće proces. Poluautomatski folderi zahtevaju da operater ručno rotira deo za svaku novu stranu. Dobijate pokret savijanja, ali zadržavate isti teret rukovanja koji usporava presu sa savijanjem.
Još gore, folderi obično nemaju tonažu hidraulične prese niti brzinu stezanja po središnjoj liniji kao pravi panel binder. Rezultat je mašina koja se muči sa debelim limovima, a i dalje zavisi od operatera koji ručno manipuliše panelima visokog varijeteta. Umesto da se nađeš na sredini, često naslediš ograničenja oba: ograničenu debljinsku sposobnost foldera i teret ručnog rukovanja kod prese. U pravoj proizvodnji visokog varijeteta—gde složene geometrije određuju tempo—delimična automatizacija uklanja samo deo uskog grla.
Pogledajte operatera kako prelazi sa standardnog 90-stepenog savijanja na oblik "suza" na konvencionalnoj presi. Mora da otpusti alat, dovuče kolica s alatima, postavi matricu za poravnavanje, uskladi je i napravi probni komad da proveri kvalitet sabijanja. To je 15 minuta čistog zastoja zbog podešavanja. Ponovite to četiri puta u jednoj smeni i izgubili ste sat produktivnog rada vretena zbog “poreza” na alate.
Gorka istina u obradi lima visokog varijeteta je sledeća: vaša marža nije određena time koliko brzo mašina može da savija—već koliko brzo može da promeni pravac. Automatski panel binderi to rešavaju pomoću kinematike sa više alata. Umesto ručne zamene teških blokova alata, CNC panel binder koristi integrisani menjač alata ili univerzalni sistem sečiva koji se rekonfiguriše u realnom vremenu. Ako sledeći profil zahteva pomereno savijanje pa veliki radijus, gornje i donje sečivo podešavaju tačke okretanja i dubine hoda u milisekundama. Lim ostaje stegnut. Alati se prilagođavaju oko njega. Savijanje ivica, radijusa i pomerenih uglova završava se u jednom podešavanju—bez ručne intervencije. Kod tradicionalnih presa, postizanje slične svestranosti za složene profile često zahteva ulaganje u Specijalni alat za presu.
Kada radionice analiziraju CNC operacije sa više osa, često otkrivaju surovu realnost: zatezanje tolerancija kod složenih geometrija lako može udvostručiti cenu po komadu. Pokušaj da se održi tolerancija od ±0,005 inča na složenoj ivici uz ručno podešavanje znači probna savijanja, škart i beskrajno podlaganje. Lako je fokusirati se na tehničke listove mašina—ograničenja tonaže, brzine hoda—i pretpostaviti da hardver određuje gornju granicu. Ali teorijski kapacitet je nebitan ako je operater umoran ili primoran da procenjuje vraćanje materijala “po osećaju”.
Kada se složene ivice ukrštaju sa softverski vođenom preciznošću, fokus se pomera sa “sirove snage” na prediktivnu kontrolu. Moderni panel binderi mere zateznu čvrstoću i varijacije debljine konkretnog lima od 16 gauge koji je stegnut pre nego što naprave konačno savijanje. Softver izračunava tačno potrebno “pre-savijanje” i podešava kinematiku mašine u realnom vremenu.
Ipak, automatizacija u jednom podešavanju nosi sopstveni rizik. Preciznost softvera u potpunosti zavisi od pravilno konfigurisanog postprocesora. Ako se kinematički model CAM sistema ne podudara sa fizičkim ograničenjima mašine—kao što su hod ose ili pravci rotacije—rezultat neće biti savršena ivica. To može dovesti do oštećenja, gubitka vremena ciklusa ili čak sudara više osa. Automatizacija u jednom podešavanju uvećava programske greške jednako efikasno kao što množi produktivnost. Ali kada je postprocesor pravilno podešen, mašina automatski kompenzuje varijacije materijala koje bi inače zahtevale stalnu proveru mikrometrom od visoko obučenog operatera.
Postavite konvencionalnu presu pored automatskog panel bindera i pustite ih da obrade 5.000 identičnih električnih kućišta. Uz dobro podešavanje i uigranog operatera, presa bi čak mogla pobediti u broju hodova po minutu. Na papiru to izgleda kao vrhunska efikasnost. Ali šta se dešava kada se raspored promeni na pet kućišta, zatim dvanaest HVAC nosača, pa tri prilagođena prohromska panela? Presa pada na nula hodova po minutu dok se operater bori kroz tri odvojene izmene alata.
U proizvodnji visokog varijeteta i male serije, sirova produktivnost je “mereći ego”. Svestranost je ono što zaista pokreće profitabilnost. CNC panel binder “upija” porez na alate. Njegova kinematika sa više alata može da pređe sa oštrog alata od 90 stepeni na profil sa velikim radijusom u istom trenutku kada manipulator rotira deo—efektivno smanjujući vreme podešavanja na nulu. Više niste primorani da serijski grupišete poslove samo da biste opravdali izmene alata; možete obrađivati delove tačno onim redosledom koji odeljenje montaže zahteva. Rezultat je manje zaliha u procesu i pretvaranje nestabilnosti visokog varijeteta iz problema rasporeda u konkurentsku prednost.
Provera ograničenja: Da li kapacitet svoje radionice merite brzinom ciklusa mašine—ili brojem različitih, gotovih delova koji zaista stignu do otpreme na kraju smene?
Uđite u radionicu koja obrađuje 16-gauge 304 prohrom sa četiri ručne izmene prese po smeni. Posmatrajte operatera kako baca u škart prva dva komada pri svakom podešavanju samo da bi fino podesio savijanje. Po $45 po komadu, plus 20 minuta podešavanja po izmeni, ta operacija tiho gubi više od $500 dnevno pre nego što ijedan ispravan deo stigne na paletu za otpremu. Ovo je porez na alat u svom najčistijem obliku—kompozitna kazna primenjena na svaku seriju visokog varijeteta, koja postepeno nagriza marže dok mašine izgledaju zauzeto. Prag automatizacije retko znači proizvodnju milion identičnih delova. Radi se o prepoznavanju tačnog trenutka kada ovaj dnevni gubitak premaši cenu mesečne rate opreme.
Veteran sa 20 godina iskustva može da oseti granicu elastičnosti aluminijuma 5052 kroz đonove svojih cipela i da ručno podesi naslon prese samo po instinktu. Ali taj veteran se prošle godine penzionisao, a novi radnik se muči da manipuliše limom od 18 kg dok zuri u metar okrenut naopako. Neprijatna istina je sledeća: ručna kontrola je isplativa samo kada je osoba koja je koristi izuzetna. Kada je kvalifikovane radne snage malo, zavisnost od operatera unosi skupu varijabilnost u vaš proizvodni plan. Neiskusan operater ne radi samo sporije—on se preispituje, previše savija i guši ceo tok montaže kašnjenjima zbog dorade.
Skloni smo da proučavamo tehničke listove mašina—ograničenja tonaže, brzine hoda—i pretpostavljamo da oprema određuje našu granicu. Ali teorijski kapacitet je besmislen ako su ljudski mišići koji tovare mašinu iscrpljeni.
Automatizovani CNC panel binderi direktno se suočavaju sa ovom zavisnošću. Prenošenjem rukovanja materijalom i pozicioniranja alata na servo pogonjene manipulatore, uparene sa intuitivnim CNC kontrolama, mogu smanjiti zavisnost od operatera i do 40 procenata. Mašina meri lim, izračunava dodatak za savijanje i izvodi sekvencu sa preciznošću. Finansijski argument za ručnu kontrolu se raspada onog trenutka kada plaćate kvalifikovane plate za proizvodnju nekvalitetnog škarta. Zašto nastaviti da finansirate ručni proces kada prava cena po delu varira u zavisnosti od nivoa energije operatera u 15:00?
Zamislite da ste dali ponudu za seriju od 150 složenih električnih ormara. Uobičajeno shvatanje kaže da se CNC isplati tek pri velikim serijama, dok ručne prese pobeđuju kod kratkih serija. Ta logika se ruši u okruženju obrade lima sa velikim brojem različitih delova. Na ručnoj presi, držanje tolerancije od ±0,005 inča na složenom preklopu zahteva probna savijanja. Ako tokom podešavanja na poslu od 150 komada oštetite tri dela, već ste potrošili 2 posto budžeta za materijal. Pomnožite to sa deset različitih familija delova u jednoj nedelji i gubici brzo rastu.
Automatizovani panel bender ima značajnu početnu cenu—često dvostruko veću od vrhunske prese. Međutim, njegov univerzalni nož za savijanje i kompenzacija debljine u realnom vremenu potpuno eliminišu potrebu za probnim savijanjem. Prvi komad sa mašine spreman je za proizvodnju. Kada uporedite kapitalno ulaganje od 400.000 dolara sa stalnom stopom škarta od 3 posto kod materijala visoke vrednosti—uz nepovratno vreme podešavanja potrebno za postizanje tolerancija—period povrata se skraćuje sa nekoliko decenija na samo nekoliko godina. Ne ulažete u brža savijanja; ulažete u trajno uklanjanje otpada iz podešavanja. Gde još na radionici možete praktično kupiti garanciju na nulti škart?
Izdavanje narudžbenice za automatizovanu ćeliju za savijanje donosi trenutni „šok kapitala“. Implementacija često zahteva nadogradnju zastarelih CAM sistema, obuku programera i suočavanje sa početnim otporom operatera koji više veruju čeličnim alatima nego preciznosti vođenoj softverom. Ove prelazne poteškoće mogu odložiti rane rezultate, zbog čega cena u prvim dvema tromesečjima deluje kao teret oko vrata kompanije.
Pravi povrat investicije, međutim, otkriva se u stabilnosti ugovora. Kada se ukine „porez na alate“, protok postaje matematički predvidiv. Znate tačno koliko će trajati serija od 50 prilagođenih fasada jer nema vremena podešavanja i škart je praktično nepostojeći. Taj nivo sigurnosti omogućava vam da se takmičite za zahtevne „just-in-time“ OEM ugovore koje ručne operacije teško mogu garantovati bez održavanja skupih zaliha delimično završenog proizvoda. Automatizacija apsorbuje varijabilnost velikog broja različitih delova, pretvarajući haos u rasporedu u pouzdan prihod.
Provera ograničenja: Ako vaša proizvodnja u proseku ima više od četiri promene u smeni sa stopom škarta većom od tri posto, da li je automatizovani panel bender zaista skupa ekstravagancija—ili jedini održivi način da zaštitite marže u eri nedostatka kvalifikovane radne snage? Za detaljnu analizu prilagođenu vašoj specifičnoj proizvodnji, preporučljivo je Kontaktirajte nas za konsultaciju.
Zamislite da postavite besprekoran, klimatizovan CNC panel bender usred blatnjavog gradilišta komercijalnog objekta. Na poliranom betonskom podu, okružen čistim limovima debljine 16 gage-a, predstavlja vrhunac efikasnosti. Ali u stvarnom svetu—pred gomilom ploča od 1/2 inča za arhitektonske radove koje se moraju savršeno oblikovati prema izlivenom zidu od betona—taj izložbeni primerak od pola miliona dolara brzo postaje vrlo skup držač za papire. Automatizacija briljira pod kontrolisanim uslovima. Terenska realnost ih retko pruža. Toliko vremena trošimo računajući ROI savijanja bez podešavanja da zaboravljamo na fizička ograničenja mašine. Dolazi trenutak kada su troškovi alata nebitni—jer automatizovani sistem jednostavno ne može da obavi zadatak.
Skloni smo da proučavamo tehničke liste—kapacitet sile, brzine hoda—kao da mašina definiše granicu. Međutim, ponekad je prava prepreka poštanski broj. Arhitektonska proizvodnja često podrazumeva prilagođavanje metala konstrukcijama izlivenim, sklopljenim ili zavarenim po “terenskim tolerancijama”—drugim rečima, ništa nije savršeno pod pravim uglom. Kada savijate teške konstruktivne fasade ili prilagođene nosače stepenica, retko imate luksuz da izmerite na licu mesta, ažurirate CAD fajlove, proterate deo kroz veliki CNC i pošaljete ga nazad—samo da otkrijete da se beton slegao za tri milimetra.
Teren zahteva podešavanje u realnom vremenu. Tradicionalne hidraulične prese ili robusni prenosivi benderi mogu se dovesti na gradilište, napajati dizel generatorom i rukovati tako da majstor meri stvarni zazor—a ne teoretski CAD model. Žrtvujete fabrički nivo preciznosti zbog geografske realnosti. CNC panel bender je vezan za pod u vašoj radionici, zavisi od savršenih ulaznih podataka da bi dao savršen izlaz. Kada gradilište samo postane promenljiva, fabrička automatizacija ustupa mesto veštom operateru sa metrom, čvrstom prenosivom presom i procenom da savije na licu mesta.
Neprijatna istina je da su panel benderi konstruisani za lim—ne za oklopne ploče. Njihova mehanička prednost oslanja se na servo pokretane noževe koji savijaju materijal oko centralne grede za fiksiranje. Kada pređete sa lajsne od nerđajućeg čelika debljine 14 gage-a na ploču od 1/2 inča A514 čelika ultra-visoke čvrstoće za arhitektonske elemente, osnovna fizika se dramatično menja.
Ne možete saviti ploču od pola inča pomoću iste fino podešene mehanike dizajnirane za presavijanje laganog električnog ormara.
Teška ploča zahteva ogromnu, visoko koncentrisanu silu i specijalne V-matrice sposobne da nateraju materijal da popusti bez narušavanja njegove strukture zrna. Kada panel bender gurnete u ovu oblast, njegova geometrija postaje nedostatak. Automatizovani noževi ili nemaju dovoljno sile da pravilno deformišu ploču, ili ekstremna opterećenja potrebna za to rizikuju oštećenje složenih unutrašnjih mehanizama. Teške prese ovde pobeđuju jer njihov vertikalni ram ima fundamentalno jednostavan i brutalno efikasan dizajn. Nema složenih presavijajućih ruku—samo kaljeni čelični udarni alat koji udara u kaljenu čeličnu matricu sa stotinama tona sirove hidraulične snage.
Čak i ako vaši delovi tehnički spadaju u okvir mogućnosti obrade automatizovanog bendera, vaša hala može ga onemogućiti. Potpuno automatizovana ćelija za savijanje sa integrisanim tornjevima za rukovanje materijalom zauzima značajnu površinu. Često zahteva ojačane betonske temelje da bi se sprečilo sleganje, namensko trofazno napajanje od 480V sa velikim kapacitetom struje i klimatizovano okruženje radi zaštite osetljivih servo sistema od prašine i krhotina.
Nasuprot tome, tradicionalne prese su izuzetno tolerantne prema okruženju. Možete postaviti presu od 150 tona u mračni ugao radionice, povezati je na standardno industrijsko napajanje i očekivati da će decenijama pouzdano savijati tešku ploču uz minimalno održavanje. Ako vam je prostor ograničen, električni priključci su već maksimalno opterećeni, ili su kapitalni troškovi strogo ograničeni, teoretska produktivnost CNC ćelije postaje nebitna. Ne možete kupiti efikasnost prostorom i snagom koje jednostavno nemate.
Provera ograničenja: Da li proizvodite osetljive, raznovrsne geometrije koje uistinu opravdavaju reinženjering cele vaše radionice—ili pokušavate da rešite izazov teške arhitektonske ploče krhkim automatizovanim sistemom?
Surova stvarnost je sledeća: katalozi opreme su osmišljeni da vam prodaju vršni teoretski kapacitet, dok vaš proizvodni pogon živi i umire od minimalnog kapaciteta u stvarnim uslovima. Primamljivo je proučavati tehničke listove—računati granice nosivosti i brzine hoda kao da je sama mašina usko grlo. Ali mašina je samo alat. Prava prepreka je vaš specifični miks materijala, geometrije delova i radne snage.
Potpuno automatizovani panelni savijač može da isporuči 17 savijanja u minuti bez ikakvih ručnih promena alata, predstavljajući se kao ultimativni generator profita. Ipak, ako mu ubacite pogrešne delove, samo ste investirali u visoko efikasan generator otpada. Da biste eliminisali “porez na alate” bez instaliranja polumilionskog uskog grla, prestanite da pitate šta mašina može da uradi u izolaciji. Počnite da pitate šta danas aktivno nagriza vaše marže na proizvodnom podu.
Automatizacija ima čvrsto ograničenje—a često se meri u hiljaditim delovima inča.
Panelni savijači briljiraju kada savijaju aluminijum debljine 14 gauge ili nerđajući čelik u složene delove do 3 metra dužine. Ali ako se vaš osnovni rad pomeri ka materijalu debljine 10 gauge ili pločama od 1/4 inča, nežne, servo-pokretane oštrice CNC savijača jednostavno neće pomeriti materijal. Počnite mapiranjem opsega debljine vaših materijala. Samo zakoni fizike mogu eliminisati panelni savijač iz razmatranja pre nego što pogledate cenu.
Zatim pregledajte geometriju vaših delova. Panelni savijači imaju relativno plitke dubine grla u poređenju sa širokim otvorenim visinama tradicionalne pres-savijalice. Ako izrađujete duboka električna kućišta ili visoke prirubnice, fizička arhitektura mašine može sprečiti okretanje dela tokom sekvence savijanja.
Čak i standardna Z-savijanja dolaze sa strogim ograničenjima na automatizovanom savijaču. Da biste izbegli sudaranje alata, obično vam je potrebna minimalna ukupna visina od najmanje 2,5× debljine materijala i dužine prirubnica od 1,5× debljine. Ako se vaš prosečan serijski rad sastoji od 15 vrlo raznovrsnih delova sa dubokim kutijastim geometrijama, prednost “nulte postavke” nestaje—jer deo jednostavno ne može da se okrene unutar mašine.
Provera ograničenja: Da li su vaši delovi zaista dovoljno tanki i ravni da bi se mogli okretati unutar grla panelnog savijača, ili pokušavate da provučete duboke, teške kutije kroz mašinu projektovanu za plitke delove?
Kada fizika ima smisla, potrebno je precizno locirati operativno usko grlo. Izađite do stanice za savijanje i posmatrajte operatera sat vremena. Ako iskusan radnik troši 40 minuta na rastavljanje i ponovno postavljanje složenog niza alata za seriju od 20 delova, vaše usko grlo je vreme postavljanja. To je pravi “porez na alate”—i upravo tu CNC panelni savijač briljira, rekonfigurišući alat za nekoliko sekundi.
Ali šta ako je postavljanje brzo, a kontejner za otpad se i dalje puni delovima savijenim na pogrešan način ili u pogrešnoj sekvenci?
Tada se suočavate sa nedostatkom veština i geometrijskom složenošću. Pres-savijač u potpunosti zavisi od prostorne procene operatera kako bi obradio i rotirao prazni komad ispravno. Automatizovani savijač uklanja ljudske ruke iz procesa—stežući deo jednom i izvodeći svako pozitivno i negativno savijanje sa preciznošću. Ali teoretski kapacitet mašine ne znači ništa ako su ljudi koji je opslužuju iscrpljeni. Ako usporenje nastaje pomeranjem teških, jednostavnih delova kroz standardni V-kalup od 90 stepeni, automatizacija to neće popraviti. Rešenje bi bilo dizalica sa krakom i pametniji raspored rukovanja materijalom.
Radionice retko propadaju zbog nedostatka posla; propadaju jer prihvate posao koji ne mogu da obrade. Kada kupite mašinu da rešite današnji konkretan problem, vezujete svoje mogućnosti za sadašnjost. Ako vaš trenutni visoko-raznovrsni rad sa 16 gauge materijalom opravdava panelni savijač, investicija ima smisla. Ali čak i najinteligentniji, najsvestraniji panelni savijači odlično podnose raznovrsnost samo u svojim fizičkim granicama. Oni ne mogu prevazići fundamentalna ograničenja sile.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
