১TP১T–১TP২T এর মধ্যে ১TP৩T ফলাফল প্রদর্শন করা হচ্ছে
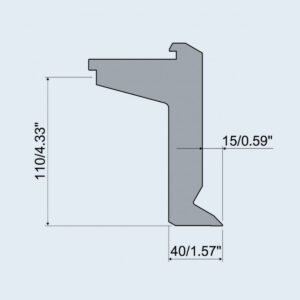
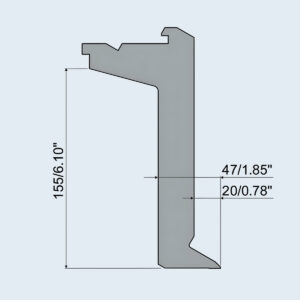
R1 টাইপ, প্যানেল বাঁকানোর যন্ত্র
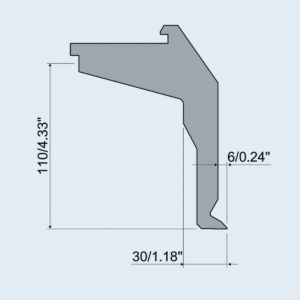
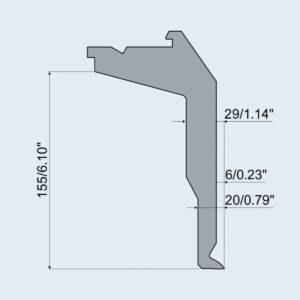
R1 টাইপ, প্যানেল বাঁকানোর যন্ত্র
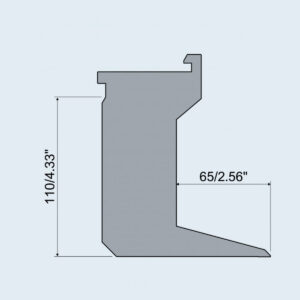
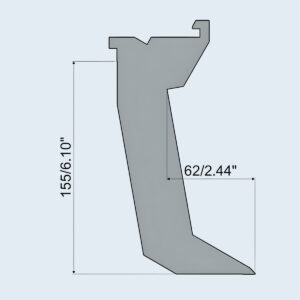
R1 টাইপ, প্যানেল বাঁকানোর যন্ত্র
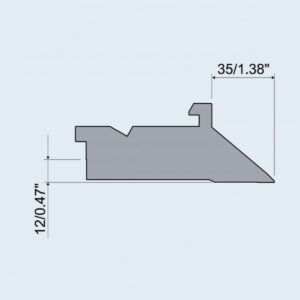
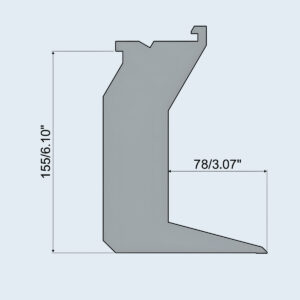
R1 টাইপ, প্যানেল বাঁকানোর যন্ত্র
R1 টাইপ, প্যানেল বাঁকানোর যন্ত্র
R1 টাইপ, প্যানেল বাঁকানোর যন্ত্র
R1 টাইপ, প্যানেল বাঁকানোর যন্ত্র
R1 টাইপ, প্যানেল বাঁকানোর যন্ত্র
R1 টাইপ, প্যানেল বাঁকানোর যন্ত্র
একজন অভিজ্ঞ অপারেটরকে দেখুন যিনি একটি প্রচলিত প্রেস ব্রেকে ১৬-গেজ স্টেইনলেস স্টিল এনক্লোজার তৈরি করছেন। প্রকৃত বেন্ড করতে প্রায় বারো সেকেন্ড লাগে। র্যাম নামছে, ধাতু বাঁকছে, আর অংশটি সম্পূর্ণ হচ্ছে। দেখলে মনে হয় সর্বোচ্চ দক্ষতা।.
কিন্তু যদি আপনি শপ ফ্লোরে দাঁড়িয়ে একটা স্টপওয়াচ দিয়ে সেই বেন্ডের আগে হওয়া পঁইতাল্লিশ মিনিট হিসাব করেন—সঠিক সেগমেন্টেড পাঞ্চ খোঁজা, পরীক্ষামূলক বেন্ড, শিমিং করা, নষ্ট ব্ল্যাঙ্ক—তাহলেই অদক্ষতাটা স্পষ্ট হয়ে উঠবে।.
সেই অদৃশ্য পঁইতাল্লিশ মিনিট হলো প্রতিটি স্বল্প-পরিমাণ উৎপাদনের ওপর আরোপিত এক ধরণের কর। এটাই আপনার শপকে সবসময় ব্যস্ত দেখায়, অথচ আপনার মুনাফা বাড়েও না। সত্যিই মুক্তি পেতে হলে, আপনার প্রেস ব্রেক টুলিং বোঝা এবং অনুকূল করা প্রথম গুরুত্বপূর্ণ ধাপ।.
বাস্তবতা অস্বস্তিকর: আপনার শপের সীমাবদ্ধতা এই নয় যে আপনার দল কত দ্রুত একটি ফ্ল্যাঞ্জ বেঁকাতে পারে। সীমাবদ্ধতা হচ্ছে বেন্ডের মধ্যবর্তী সময়ে যা কিছু ঘটে। ম্যানুয়াল সেটআপ সময়, স্ক্র্যাপ, এবং অপারেটরের ক্লান্তি এক ধরনের যৌগিক করের মতো কাজ করে। যখনই কেউ ব্যাকগেজ ঠিক করতে একটি অ্যালেন রেঞ্চ নেয়, তখনই খরচ হয়। যখনই ভারী উপাদান ঘোরাতে দুইজন অপারেটরের প্রয়োজন হয়, আরেকটি খরচ হয়। শেষপর্যন্ত কার্যকর করের হার এত বেড়ে যায় যে ম্যানুয়াল স্ট্যান্ডার্ড প্রেস ব্রেক টুলিং চালিয়ে যাওয়া আর আর্থিকভাবে যৌক্তিক হয় না।.
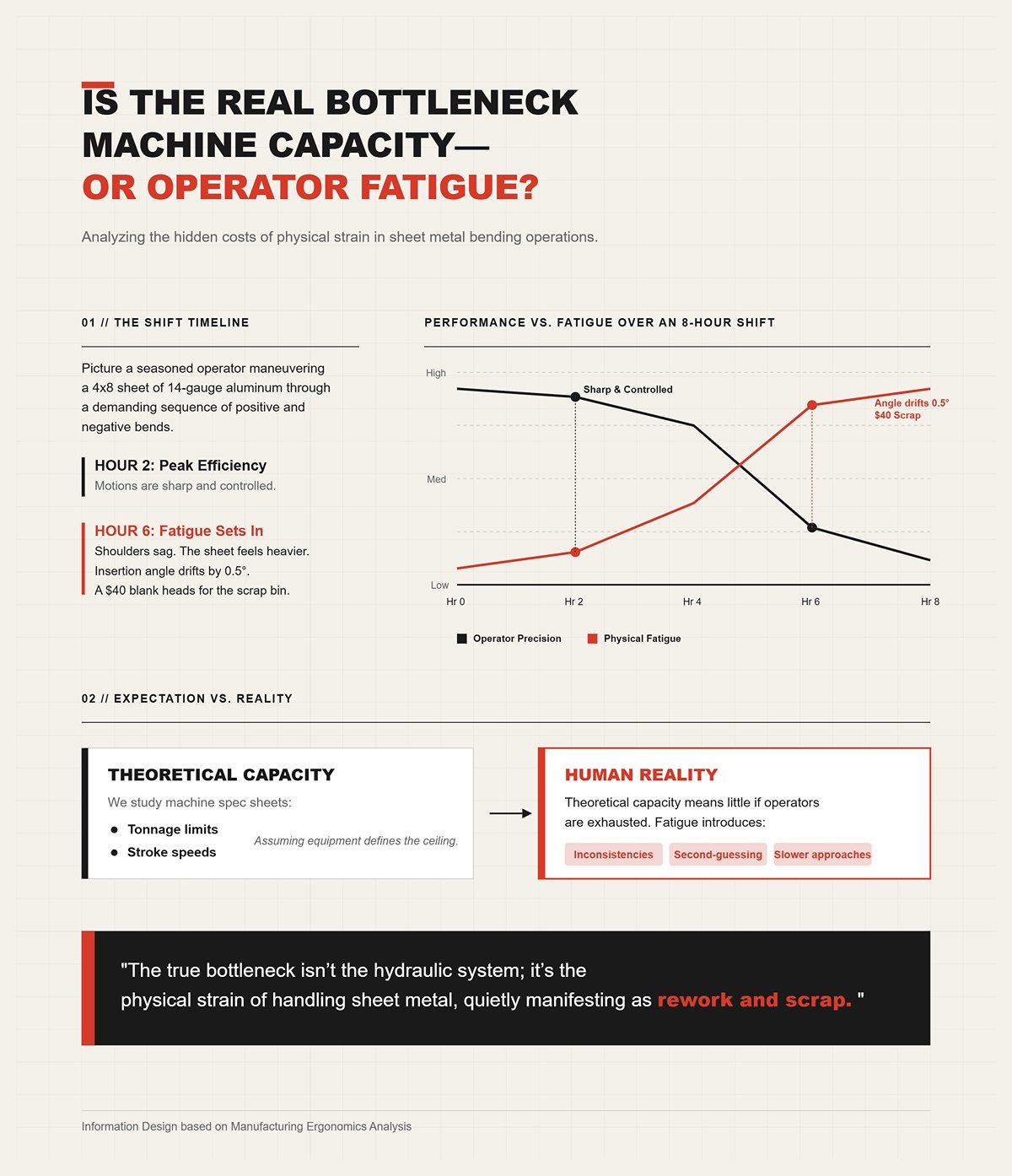
ভাবুন একজন অভিজ্ঞ অপারেটর ৪×৮-এর ১৪-গেজ অ্যালুমিনিয়াম শীট দিয়ে জটিলভাবে পজিটিভ ও নেগেটিভ বেন্ডের ধারাবাহিকতা সম্পন্ন করছেন। শিফটের দুই ঘণ্টা পর, হাতের গতি তীক্ষ্ণ এবং সুনির্দিষ্ট। ছয় ঘণ্টা পর, কাঁধ ঝুঁকে যাচ্ছে। শীট ভারী লাগছে। ইনসারশনের কোণ অর্ধ ডিগ্রি সরে গেছে, আর হঠাৎ করে একটি $40 ব্ল্যাঙ্ক স্ক্র্যাপ বিনে চলে যাচ্ছে।.
আমরা প্রায়ই মেশিনের স্পেসিফিকেশন দেখি—টনেজ সীমা, স্ট্রোক স্পিড—ধরে নিই সরঞ্জামই সীমা নির্ধারণ করে। কিন্তু মানব অপারেটররা যদি ক্লান্ত হয়, তবে তাত্ত্বিক ক্ষমতার কোনো মূল্য নেই। ক্লান্তি সূক্ষ্ম অসঙ্গতি তৈরি করে। একজন ক্লান্ত অপারেটর ব্যাকগেজ নিয়ে সংশয়ে পড়ে, অতিরিক্ত একটি টেস্ট পিস চালায়, অথবা র্যামের গতি ধীরে করে। আসল বাঁধা হাইড্রোলিক সিস্টেম নয়; এটা হলো শিট মেটাল হ্যান্ডলিং-এর শারীরিক চাপ, যা নিঃশব্দে রিওয়ার্ক আর স্ক্র্যাপে প্রতিফলিত হয়।.

ভাবুন একটি সাধারণ হাই-মিক্স মঙ্গলবারের সূচি: পঞ্চাশটি ব্র্যাকেট, বারোটি ইলেকট্রিক্যাল এনক্লোজার, আর পাঁচটি কাস্টম HVAC প্যানেল। প্রচলিত ব্যবস্থায়, ওই তিনটি কাজের জন্য সেগমেন্টেড টুলিং পাল্টাতে সহজেই এক ঘণ্টা লেগে যায়। শপ রেট যদি ঘণ্টায় $120 হয়, তবে সেটি হলো $120 খরচ যেখানে একটি ধাতুর টুকরোও বেঁকানো হয়নি।.
এটাই সবচেয়ে কঠোর আকারে টুলিং ট্যাক্স। হাই-ভলিউম প্রোডাকশনে, দশ হাজার অংশের মধ্যে এক ঘণ্টার সেটআপ সময় প্রায় অদৃশ্য। কিন্তু হাই-মিক্স, স্বল্প-পরিমাণ কাজের ক্ষেত্রে সেই এক ঘণ্টা পুরো কাজের মুনাফাই মুছে দিতে পারে। অনেক শপ মালিক চেঞ্জওভারকে “সহজ” বলেন কারণ একটি পাঞ্চ বদলানো প্রযুক্তিগতভাবে কঠিন নয়। কিন্তু আসল খরচ কেবল শারীরিক বদলে নয়—এর মধ্যে আছে টেস্ট বেন্ড, সূক্ষ্ম সমন্বয়, এবং কাজের প্রবাহে বাধা। যখনই একটি মেশিন স্থির থাকে আর অপারেটর একটি ব্রাস হাতুড়ি দিয়ে ডাই ঠিকভাবে বসানোর চেষ্টা করে, তখনই নিঃশব্দে অদক্ষতার জন্য টাকা যাচ্ছে।.
একটি স্ট্যান্ডার্ড হাইড্রোলিক প্রেস ব্রেক তিন সেকেন্ডেরও কম সময়ে র্যাম সাইকেল সম্পন্ন করতে পারে—অবিশ্বাস্য দ্রুত। কিন্তু শিফটের পুরো সময় ঘনিষ্ঠভাবে দেখলে বোঝা যায়, মেশিনটি প্রকৃতপক্ষে ধাতু বেঁকাচ্ছে সময়ের 20%-এরও কম। বেন্ডের গতি কোন মূল্য রাখে না যদি চূড়ান্ত কোণ নির্ধারিত লক্ষ্যে না থাকে।.
রিপিটেবিলিটিই হলো একমাত্র মেট্রিক যা সত্যিকারের থ্রুপুট রক্ষা করে। ম্যানুয়াল টুলিংয়ের ক্ষেত্রে, রিপিটেবিলিটি সম্পূর্ণ নির্ভর করে অপারেটরের ক্ষমতার ওপর, যাতে তিনি অংশটিকে শত শতবার অভিন্নভাবে স্টপের সাথে স্থাপন করতে পারেন—যদিও উপাদানের স্প্রিংব্যাকে ভিন্নতা থাকে। যদি প্রথম অংশটি করতে দশ সেকেন্ড লাগে, কিন্তু পরেরটি পনের সেকেন্ড লাগে কারণ অপারেটর ফ্ল্যাঞ্জ দ্বিগুণ যাচাই করতে থামে, তবে আপনার সাইকেল টাইম দশ সেকেন্ড নয়। এটি পরিবর্তনশীল—আর পরিবর্তনশীলতা দক্ষতাকে নষ্ট করে।.
সংকোচন পরীক্ষা: যদি আপনার সবচেয়ে অভিজ্ঞ অপারেটর আগামীকাল অনুপস্থিত থাকে, তবে কি আপনার থ্রুপুট 50% কমে যাবে, নাকি আপনার প্রক্রিয়া সঠিক পথে থাকবে?
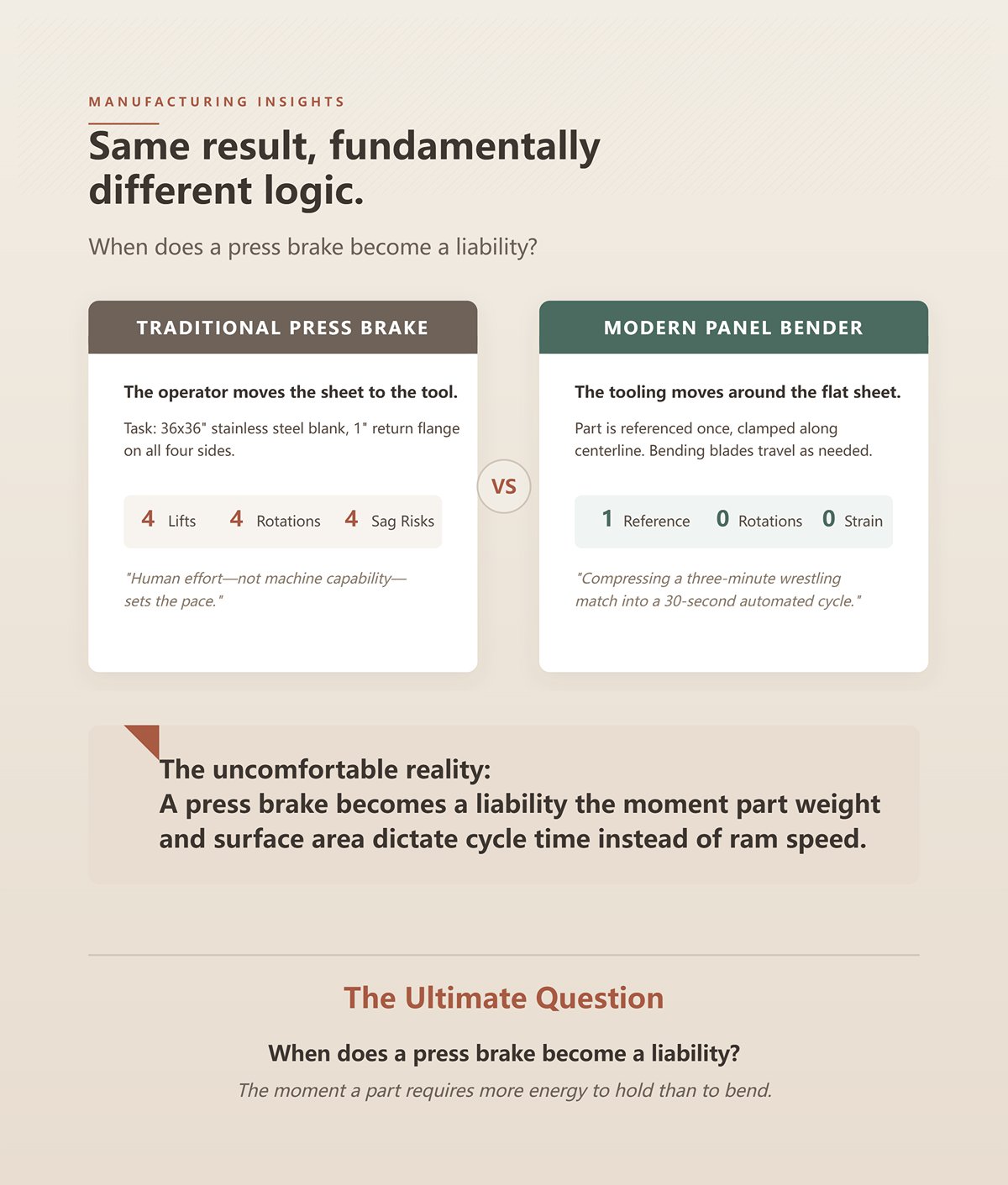
একজন অপারেটরকে ১৬-গেজ স্টেইনলেস স্টিলের ৩৬-ইঞ্চি বাই ৩৬-ইঞ্চি ফাঁকা পাত দিন এবং চারপাশে এক ইঞ্চি রিটার্ন ফ্ল্যাঞ্জ চাইতে বলুন। সাধারণ প্রেস ব্রেকে, মেশিনের লজিক অপারেটরকে শিটটি টুলের দিকে সরাতে বাধ্য করে। তারা ফাঁকা পাতটি তোলে, ব্যাকগেজের সাথে সেট করে, র্যাম সাইকেল করে, তারপর পুরো ভারী বর্গাকার পাতটিকে নব্বই ডিগ্রি ঘোরায়। চারটি বেন্ড মানে চারটি তোলা, চারটি ঘুরানো, এবং চারটি সুযোগ যেখানে শিটটি ব্যাকগেজ থেকে অর্ধ ডিগ্রি ঝুলে যেতে পারে।.
অস্বস্তিকর বাস্তবতা হলো এই: কোনও অংশের ওজন এবং পৃষ্ঠের এলাকা যখন সাইকেল টাইম নির্ধারণ করতে শুরু করে র্যাম স্পিডের পরিবর্তে, তখনই প্রেস ব্রেক দায়ে পরিণত হয়। আমরা সাধারণত মেশিনের স্পেক শিট দেখি—টনেজ ক্যাপাসিটি, স্ট্রোক দৈর্ঘ্য, অ্যাপ্রোচ স্পিড—এবং ধরে নিই যে যন্ত্রপাতি হলো মূল বাধা। কিন্তু বাস্তবে, বড় প্যানেল গঠন করার সময়, প্রেস ব্রেক অপারেটরকে প্রধান উপাদান-হ্যান্ডলিং সিস্টেমে পরিণত করে, এবং মানব প্রচেষ্টা—মেশিনের সক্ষমতা নয়—গতি নির্ধারণ করে।.
একটি প্যানেল বেন্ডার সম্পূর্ণভাবে সেই সমীকরণ উল্টে দেয়। অপারেটরকে টুলিংয়ের মধ্য দিয়ে শিট সরাতে বাধ্য করার পরিবর্তে, এটি শিটটি সমতলভাবে ধরে রাখে এবং টুলিংকে শিটের চারপাশে সরায়। অংশটি একবার রেফারেন্স করা হয়, কেন্দ্ররেখা ধরে ক্ল্যাম্প করা হয়, এবং প্রয়োজন অনুযায়ী বেন্ডিং ব্লেডগুলি চলাচল করে। ফলাফল একই চার-পাশের প্যান—কিন্তু এই লজিক পরিবর্তন অপারেটরের শারীরিক চাপ দূর করে, তিন মিনিটের পরিশ্রমকে একটি ত্রিশ-সেকেন্ডের স্বয়ংক্রিয় সাইকেলে সংকুচিত করে। তাহলে কখন প্রেস ব্রেক দায়ে পরিণত হয়? যখন কোনও অংশ ধরে রাখার জন্য যে শক্তি দরকার তা বাঁকানোর চেয়ে বেশি।.
একটি মৌলিক Z-বেন্ড বা আরও জটিল অফসেট প্রোফাইল বিবেচনা করুন। প্রেস ব্রেকে, ধনাত্মক বেন্ডের পরই একটি ঋণাত্মক বেন্ড তৈরি করতে হলে শিটটি ডাই থেকে টেনে বের করতে হয়, সম্পূর্ণরূপে উল্টাতে হয়, ব্যাকগেজের সাথে পুনরায় সেট করতে হয়, এবং সাইকেল করতে হয়। যদি অংশটি একটি ৬-ফুট স্থাপত্য প্যানেল হয়, তবে সেই উল্টানোতে দুইজন অপারেটর এবং প্রচুর জায়গা প্রয়োজন। আর প্রতিবার শিটটি ব্যাকগেজ থেকে সরানো হলে আপনি একটি টুলিং ট্যাক্স দেন: আপনার মূল রেফারেন্স পয়েন্টের ক্ষতি।.
প্যানেল বেন্ডার তাদের গতিবিদ্যার মাধ্যমে সেই ট্যাক্স দূর করে। কারণ শিটটি ম্যানিপুলেটরের মধ্যে সমতলভাবে ক্ল্যাম্প থাকে, উপরের এবং নিচের বেন্ডিং ব্লেডগুলো সহজভাবে তাদের ভূমিকা অদলবদল করে। ধনাত্মক বেন্ড দরকার? নিচের ব্লেডটি ওপরের দিকে ঘ sweeping করে। ঋণাত্মক বেন্ড দরকার? উপরের ব্লেডটি নিচের দিকে ঘ sweeping করে। শিটটি কখনও উল্টানো হয় না—এবং গুরুত্বপূর্ণভাবে, এটি কখনও তার কেন্দ্ররেখার রেফারেন্স হারায় না।.
এখানেই নিখুঁততা যৌগিক হতে শুরু করে। আধুনিক প্যানেল বেন্ডার ±0.008 ইঞ্চি বেন্ড-টু-বেন্ড নির্ভুলতা এবং ±0.004 ইঞ্চি পুনরাবৃত্তিযোগ্যতা প্রদান করে, শুধুমাত্র তাদের সার্ভো সিস্টেমের সূক্ষ্মতার কারণে নয়, বরং কারণ তারা বাস্তবসময়ে উপাদানের পুরুত্ব এবং বিকৃতি পরিমাপ করে। মেশিনটি স্বয়ংক্রিয়ভাবে সেই বৈচিত্র্যের জন্য ক্ষতিপূরণ দেয়, যা প্রেস ব্রেক অপারেটর শিম এবং টেস্ট বেন্ড দিয়ে সামঞ্জস্য করতেন। শিট উল্টানোর পরিবর্তে ফ্ল্যাঞ্জ নিয়ন্ত্রণ করে, আপনি সম্পূর্ণভাবে জ্যামিতির সমীকরণ থেকে মানব পরিবর্তনশীলটি বাদ দেন। বড় রেডিয়াসের মতো জটিল বেন্ডের জন্য বিশেষায়িত রেডিয়াস প্রেস ব্রেক টুলিং প্রয়োজনীয় হতে পারে, এমনকি ঐতিহ্যবাহী ব্রেকগুলিতেও।.
সীমাবদ্ধতা যাচাই: যদি আপনার বর্তমান প্রক্রিয়ায় কোনও অংশকে ধনাত্মক ও ঋণাত্মক বেন্ডের মধ্যে উল্টাতে দুইজন অপারেটর লাগে, তবে আপনি কি ধাতু তৈরি করার মূল্য দিচ্ছেন না, বরং সিঙ্ক্রোনাইজড ভারোত্তোলনের জন্য?
| অনুচ্ছেদ | বিষয়বস্তু |
|---|---|
| বিষয় | ধনাত্মক এবং ঋণাত্মক বেন্ডিং: কেন ফ্ল্যাঞ্জ নিয়ন্ত্রণ করা শিট উল্টানোকে হারিয়ে দেয় |
| পরিস্থিতি | প্রেস ব্রেকে একটি Z-বেন্ড বা অফসেট প্রোফাইলে, ধনাত্মক বেন্ডের পরে একটি ঋণাত্মক বেন্ড তৈরি করতে হলে শিটটি সরাতে, উল্টাতে, ব্যাকগেজে পুনরায় সেট করতে এবং আবার সাইকেল করতে হয়। বড় অংশগুলি (যেমন ৬ ফুটের প্যানেল) দুইজন অপারেটর এবং প্রচুর জায়গা প্রয়োজন। প্রতিবার ব্যাকগেজ থেকে সরানোর ফলে মূল রেফারেন্স পয়েন্ট হারিয়ে যায় (“টুলিং ট্যাক্স”)।. |
| প্যানেল বেন্ডার সুবিধা | প্যানেল বেন্ডারগুলি শিটটি ম্যানিপুলেটরের মধ্যে সমতলভাবে ক্ল্যাম্প করে রাখে। উপরের এবং নিচের বেন্ডিং ব্লেডগুলো পর্যায়ক্রমে ভূমিকা পালন করে: ধনাত্মক বেন্ডের জন্য নিচের ব্লেডটি ওপরের দিকে ঘ sweeping করে, এবং ঋণাত্মক বেন্ডের জন্য উপরের ব্লেডটি নিচের দিকে ঘ sweeping করে। শিটটি স্থানে থাকে এবং তার কেন্দ্ররেখার রেফারেন্স বজায় রাখে।. |
| নিখুঁততার সুবিধা | আধুনিক প্যানেল বেন্ডার ±0.008 ইঞ্চি বেন্ড-টু-বেন্ড নির্ভুলতা এবং ±0.004 ইঞ্চি পুনরাবৃত্তিযোগ্যতা অর্জন করে। তারা বাস্তবসময়ে উপাদানের পুরুত্ব এবং বিকৃতি পরিমাপ করে এবং বৈচিত্র্যের জন্য স্বয়ংক্রিয়ভাবে ক্ষতিপূরণ দেয়, শিম এবং টেস্ট বেন্ডের প্রয়োজন দূর করে।. |
| মূল অন্তর্দৃষ্টি | শিট উল্টানোর পরিবর্তে ফ্ল্যাঞ্জ নিয়ন্ত্রণ করা মানব পরিবর্তনশীলগুলোকে জ্যামিতির সমীকরণ থেকে সরিয়ে দেয় এবং নিখুঁততা যৌগিকভাবে বৃদ্ধি করে।. |
| সীমাবদ্ধতা যাচাই | যদি বেন্ডের মধ্যে কোনও অংশ উল্টাতে দুইজন অপারেটর লাগে, তবে আপনি কি ধাতু তৈরি করার মূল্য দিচ্ছেন না, বরং সিঙ্ক্রোনাইজড ভারোত্তোলনের জন্য? |
একটি সীমিত বাজেটে অটোমেশন ব্যবধান কমাতে চেষ্টা করছে এমন কোনও কর্মশালায় প্রবেশ করুন, এবং আপনি প্রায়ই একটি আধা-স্বয়ংক্রিয় CNC ফোল্ডার দেখতে পাবেন। বিক্রয় প্রস্তাবটি আকর্ষণীয়: আপনি একটি প্যানেল বেন্ডারের ভাঁজ- বিম গতিবিদ্যা পান সাত-অঙ্কের বিনিয়োগ ছাড়াই। অপারেটর শিটটি ফিড করে, বিমটি ফ্ল্যাঞ্জ তৈরি করে, এবং মেশিনটি স্বয়ংক্রিয়ভাবে বেন্ড কোণ সামঞ্জস্য করে।.
কিন্তু তাত্ত্বিক সক্ষমতার কোনও মূল্য নেই যদি মানব শক্তিই প্রক্রিয়াটি চালাচ্ছে। আধা-স্বয়ংক্রিয় ফোল্ডারগুলিতে অপারেটরকে প্রতিটি নতুন পাশে অংশটি ম্যানুয়ালি ঘুরাতে হয়। আপনি ভাঁজের গতি পান, কিন্তু সেই একই হ্যান্ডলিং বোঝা রয়ে যায় যা একটি প্রেস ব্রেককে ধীর করে।.
এর চেয়েও খারাপ হলো, ফোল্ডারগুলো সাধারণত একটি প্রেস ব্রেকের টনেজ এবং প্রকৃত প্যানেল বেন্ডারের কেন্দ্রীয় ক্ল্যাম্পিং গতির অভাব থাকে। এর ফলে এমন একটি মেশিন তৈরি হয় যা ভারী গেজ ধাতুর সঙ্গে লড়াই করে, অথচ এখনও একজন অপারেটরের ওপর নির্ভর করে হাতে করে বিভিন্ন ধরনের প্যানেল ঘোরানোর জন্য। মাঝামাঝি কোনো অবস্থানে থামার বদলে, আপনি প্রায়ই দুটি দিকের সীমাবদ্ধতাই উত্তরাধিকার সূত্রে পান: ফোল্ডারের পুরুত্ব সীমাবদ্ধতা এবং ব্রেকের হাতেগোনা পরিচালনার ঝামেলা। প্রকৃত উচ্চ-বৈচিত্র্য উৎপাদনে—যেখানে জটিল জ্যামিতিই গতি নির্ধারণ করে—আংশিক স্বয়ংক্রিয়তা কেবল আংশিকভাবে বোতলনেক অপসারণ করে।.
একজন অপারেটরকে দেখুন কিভাবে সে একটি প্রচলিত প্রেস ব্রেকে স্ট্যান্ডার্ড ৯০-ডিগ্রি ফ্ল্যাঞ্জ থেকে টিয়ারড্রপ হেমে স্যুইচ করছে। তাকে পাঞ্চটি আনক্ল্যাম্প করতে হয়, টুলিং কার্ট ঘুরিয়ে আনতে হয়, একটি ফ্ল্যাটেনিং ডাই ইনস্টল করতে হয়, সঠিকভাবে সারিবদ্ধ করতে হয় এবং ক্রাশ যাচাই করার জন্য একটি স্ক্র্যাপ টুকরো চালাতে হয়। এটি ১৫ মিনিটের নিখাদ সেটআপ ডাউনটাইম। একটি শিফটে এটি চারবার করলে আপনি প্রায় এক ঘণ্টা উৎপাদনশীল সময় টুলিং ট্যাক্স হিসেবে ত্যাগ করছেন।.
উচ্চ-মিশ্র শীট মেটালের কঠিন বাস্তবতা হলো এটি: আপনার লাভের সীমা নির্ধারণ করে না মেশিন কত দ্রুত বাঁকাতে পারে—বরং এটি নির্ধারণ করে মেশিন কত দ্রুত দিক পরিবর্তন করতে পারে। স্বয়ংক্রিয় প্যানেল বেন্ডার এটি সমাধান করে মাল্টি-টুল কাইনেমেটিক্সের মাধ্যমে। ভারী টুল ব্লক হাতে বদলানোর পরিবর্তে, একটি CNC প্যানেল বেন্ডার ব্যবহার করে ইন্টিগ্রেটেড টুল চেঞ্জার বা ইউনিভার্সাল বেন্ডিং ব্লেড সিস্টেম যা বাস্তব সময়ে নিজেকে পুনর্গঠন করে। যদি পরবর্তী প্রোফাইলে একটি অফসেট বেন্ডের পর একটি বড় রেডিয়াস প্রয়োজন হয়, উপরের এবং নিচের ব্লেড তাদের পিভট পয়েন্ট এবং স্ট্রোক গভীরতা মিলিসেকেন্ডে সামঞ্জস্য করে। শীটটি ক্ল্যাম্প করা অবস্থায় থাকে। টুলিং তার চারপাশে মানিয়ে নেয়। হেম, রেডিয়াস, এবং অফসেট বেন্ড একক সেটআপে সম্পন্ন হয়—কোনো ম্যানুয়াল হস্তক্ষেপ প্রয়োজন হয় না। প্রচলিত প্রেস ব্রেকের ক্ষেত্রে, জটিল প্রোফাইলের জন্য একই ধরনের বহুমুখিতা অর্জনে প্রায়ই বিনিয়োগ করতে হয় বিশেষ প্রেস ব্রেক টুলিং.
যখন ওয়ার্কশপগুলো মাল্টি-অক্ষ CNC অপারেশন বিশ্লেষণ করে, তারা প্রায়ই একটি কঠিন বাস্তবতা আবিষ্কার করে: জটিল জ্যামিতির টলারেন্স শক্ত করা সহজেই প্রতিটি অংশের খরচ দ্বিগুণ করে দিতে পারে। একটি যৌগিক ফ্ল্যাঞ্জে ±০.০০৫-ইঞ্চ টলারেন্স ধরে রাখার চেষ্টা মানে হলো টেস্ট বেন্ড, স্ক্র্যাপ এবং অন্তহীন শিমিং। মেশিনের স্পেক শিট যেমন টনেজ লিমিট, স্ট্রোক স্পিড ইত্যাদি দেখে ধরে নেওয়া সহজ যে হার্ডওয়্যারই সীমা নির্ধারণ করে। কিন্তু তাত্ত্বিক ক্ষমতা অর্থহীন যদি অপারেটর ক্লান্ত হয় অথবা উপাদানের স্প্রিংব্যাক অনুভব করে আন্দাজে কাজ করতে বাধ্য হয়।.
যখন জটিল ফ্ল্যাঞ্জ সফটওয়্যার-চালিত নির্ভুলতার সঙ্গে মিলিত হয়, তখন দৃষ্টি বদলায় বলপ্রয়োগ থেকে পূর্বাভাসমূলক নিয়ন্ত্রণে। আধুনিক প্যানেল বেন্ডার চূড়ান্ত বেন্ডিংয়ের আগে ক্ল্যাম্প করা নির্দিষ্ট ১৬-গেজ শীটের টেনসাইল শক্তি এবং পুরুত্বের ভিন্নতা মাপে। সফটওয়্যারটি প্রয়োজনীয় সুনির্দিষ্ট ওভারবেন্ড গণনা করে এবং বাস্তবসময়ে মেশিনের কাইনেমেটিক্স সমন্বয় করে।.
তবে, একক-সেটআপ অটোমেশন নিজস্ব ঝুঁকি নিয়ে আসে। সফটওয়্যারের নির্ভুলতা একেবারেই নির্ভর করে সঠিকভাবে কনফিগার করা পোস্ট-প্রসেসরের ওপর। যদি CAM সিস্টেমের কাইনেমেটিক মডেলটি মেশিনের শারীরিক সীমাবদ্ধতা—যেমন অক্ষের ভ্রমণ সীমা বা ঘূর্ণনের দিক—এর সঙ্গে সামঞ্জস্যপূর্ণ না হয়, তাহলে ফলাফল হয় না নিখুঁত ফ্ল্যাঞ্জ। সেটা হয় আঁচড়, অপচয় হওয়া চক্রকাল, অথবা এমনকি একটি মাল্টি-অক্ষ সংঘর্ষ। একক-সেটআপ অটোমেশন যেমন উৎপাদন বাড়ায়, তেমনই এটি প্রোগ্রামিং ভুলও ত্বরান্বিত করে। কিন্তু যখন পোস্ট-প্রসেসর সঠিকভাবে টিউন করা থাকে, মেশিনটি স্বয়ংক্রিয়ভাবে উপাদানের পরিবর্তনশীলতার জন্য ক্ষতিপূরণ দেয় যা অন্যথায় একজন দক্ষ অপারেটরকে মাইক্রোমিটার চেকের মাধ্যমে বারবার যাচাই করতে হতো।.
একটি প্রচলিত প্রেস ব্রেককে একটি স্বয়ংক্রিয় প্যানেল বেন্ডারের পাশে রাখুন এবং ৫,০০০টি অভিন্ন ইলেকট্রিক্যাল এনক্লোজার চালান। সঠিকভাবে সেটআপ করা এবং দক্ষ অপারেটরের সাথে প্রেস ব্রেক হয়তো প্রতি মিনিটে বেশি স্ট্রোক সম্পন্ন করতে পারে। কাগজে, মনে হয় এটি সর্বোচ্চ দক্ষতা। কিন্তু যখন সূচি পরিবর্তন হয়ে পাঁচটি এনক্লোজার, তারপর বারোটি HVAC ব্র্যাকেট, তারপর তিনটি কাস্টম স্টেইনলেস ফেশিয়া তৈরি করতে হয়, তখন কী ঘটে? প্রেস ব্রেক শূন্য স্ট্রোক প্রতি মিনিটে নেমে আসে, যখন অপারেটর তিনটি ভিন্ন টুলিং পরিবর্তনের সঙ্গে সংগ্রাম করে।.
উচ্চ-বৈচিত্র্য, নিম্ন-পরিমাণ উৎপাদনে, কাঁচা থ্রুপুট একটি আত্মতুষ্টির মাপকাঠি মাত্র। প্রকৃত লাভজনকতা আসে বহুমুখিতা থেকে। একটি CNC প্যানেল বেন্ডার টুলিং ট্যাক্সকে নিজে ধারণ করে। এর মাল্টি-টুল কাইনেমেটিক্স একই মুহূর্তে তীক্ষ্ণ ৯০-ডিগ্রি টুল থেকে বড়-রেডিয়াস প্রোফাইলে স্যুইচ করতে পারে, যখন ম্যানিপুলেটর অংশটি ঘোরায়—যার ফলে সেটআপ সময় কার্যত শূন্যে নেমে আসে। আর আপনাকে আর ব্যাচ জব চালাতে হয় না কেবলমাত্র পরিবর্তনকে যুক্তিসঙ্গত দেখানোর জন্য; আপনি অংশগুলি ঠিক সেই ক্রমে চালাতে পারেন যেভাবে অ্যাসেম্বলি বিভাগ চায়। ফলাফল হল কম কাজ-চলতি ইনভেন্টরি এবং উচ্চ-বৈচিত্র্য অস্থিরতাকে একটি সময়সূচি দায় থেকে প্রতিযোগিতামূলক সুবিধায় রূপান্তর।.
সীমাবদ্ধতা যাচাই: আপনি কি আপনার ওয়ার্কশপের সক্ষমতাকে মেশিনের চক্রগতির ভিত্তিতে পরিমাপ করছেন—নাকি শিফট শেষে প্রকৃত সমাপ্ত অংশগুলির সংখ্যার ওপর যা শিপিং ডকে পৌঁছেছে?
একটি ওয়ার্কশপে যান যেখানে প্রতি শিফটে ১৬-গেজ ৩০৪ স্টেইনলেস প্রক্রিয়াকরণ হয় চারটি ম্যানুয়াল প্রেস ব্রেক চেঞ্জওভারের মাধ্যমে। দেখুন অপারেটর কীভাবে প্রতিটি সেটআপের প্রথম দুটি ব্ল্যাঙ্ক স্ক্র্যাপ করছে শুধুমাত্র স্প্রিংব্যাক সূক্ষ্মভাবে সামঞ্জস্য করতে। প্রতি ব্ল্যাঙ্কে ১TP4T৪৫ খরচ এবং প্রতি সেটআপে ২০ মিনিট সেটআপ সময় ধরে, সেই অপারেশনটি প্রতিদিন নীরবে ১TP4T৫০০-এর বেশি হারাচ্ছে একটিও গ্রহণযোগ্য অংশ শিপিং প্যালেটে পৌঁছানোর আগেই। এটিই টুলিং ট্যাক্সের প্রকৃষ্ট রূপ—প্রতিটি উচ্চ-বৈচিত্র্য ব্যাচে আরোপিত একটি যৌগিক জরিমানা, যা ধীরে ধীরে লাভের সীমা ক্ষয় করে যখন মেশিনগুলো ব্যস্ত দেখায়। অটোমেশন সীমা খুব কমই এক মিলিয়ন অভিন্ন অংশ তৈরির বিষয়; এটি সেই সঠিক মুহূর্ত চেনার ব্যাপার, যখন দৈনিক এই ক্ষতি মাসিক যন্ত্রপাতির কিস্তির খরচ অতিক্রম করে।.
একজন ২০ বছরের অভিজ্ঞ কর্মী তার বুটের তলা দিয়ে ৫০৫২ অ্যালুমিনিয়ামের ইয়িল্ড পয়েন্ট অনুভব করতে পারে এবং স্বতঃপ্রবৃত্তভাবে একটি ম্যানুয়াল ব্যাকগেজ সামঞ্জস্য করতে পারে। কিন্তু সেই অভিজ্ঞ কর্মী গত বছর অবসর নিয়েছেন, আর নতুন নিয়োগপ্রাপ্তজন ৪০-পাউন্ডের শীট ঘোরানোর জন্য লড়ছে, উল্টো করে রেখা মাপার ফিতা দেখে চোখ কুঁচকে। কঠিন সত্য হলো: ম্যানুয়াল নিয়ন্ত্রণ তখনই খরচ-কার্যকর, যখন এটি পরিচালনাকারী ব্যক্তি অসাধারণ দক্ষ। দক্ষ শ্রমিকের অভাবে, অপারেটরের ওপর নির্ভরতা আপনার উৎপাদন সূচিতে ব্যয়বহুল অস্থিরতা প্রবর্তন করে। একজন অনভিজ্ঞ অপারেটর শুধু ধীরগতিতে কাজ করে না—সে দ্বিগুণ চিন্তা করে, অতিরিক্ত বাঁকায়, এবং পুনরায় কাজের বিলম্বে পুরো অ্যাসেম্বলি প্রবাহকে ব্যাহত করে।.
আমরা সাধারণত মেশিনের স্পেক শিট—টনেজ সীমা, স্ট্রোক স্পিড—অধ্যয়ন করি এবং ধরে নিই এগুলোই আমাদের সীমা নির্ধারণ করে। কিন্তু তাত্ত্বিক ক্ষমতা অর্থহীন যদি সেই মেশিনে উপকরণ লোড করা মানব পেশিগুলো ক্লান্ত হয়ে পড়ে।.
স্বয়ংক্রিয় CNC প্যানেল বেন্ডার এই নির্ভরশীলতার মুখোমুখি হয় সরাসরি। সার্ভো-চালিত ম্যানিপুলেটরের মাধ্যমে উপাদান হ্যান্ডলিং এবং টুলের অবস্থান নির্ধারণ স্থানান্তর করে, এবং তাদের সহজবোধ্য CNC নিয়ন্ত্রণের সঙ্গে জোড়া লাগিয়ে, তারা অপারেটরের ওপর নির্ভরতা ৪০ শতাংশ পর্যন্ত কমাতে পারে। মেশিন শীট মাপে, বেন্ড অ্যালাউন্স হিসাব করে, এবং সিকোয়েন্সটি নির্ভুলভাবে সম্পাদন করে। দক্ষ মজুরি দিয়ে অপটু স্ক্র্যাপ উৎপাদন করার মুহূর্তেই ম্যানুয়াল নিয়ন্ত্রণের অর্থনৈতিক ভিত্তি ভেঙে যায়। যখন প্রত্যেক অংশের প্রকৃত খরচ বিকেলে ৩টার সময় অপারেটরের শক্তির স্তরের ওপর নির্ভর করে ওঠানামা করে, তখন কেন আপনি এখনও ম্যানুয়াল প্রক্রিয়ায় অর্থ ঢালছেন?
ধরুন আপনি ১৫০টি জটিল বৈদ্যুতিক এনক্লোজারের একটি ব্যাচের কোট দিয়েছেন। প্রচলিত ধারণা হলো, CNC শুধুমাত্র বড় পরিমাণে উৎপাদনে লাভজনক, আর ম্যানুয়াল প্রেস ব্রেক ছোট পরিসরে সুবিধাজনক। কিন্তু এই যুক্তি উচ্চ-মিশ্রণের শীট মেটাল পরিবেশে টেকে না। একটি ম্যানুয়াল ব্রেকে, যৌগিক ফ্ল্যাঞ্জে ±০.০০৫ ইঞ্চি টলারেন্স বজায় রাখতে টেস্ট বেন্ড করতে হয়। ১৫০-পিসের কাজে সেটআপের সময় তিনটি পার্ট নষ্ট হলে, আপনি ইতিমধ্যে আপনার উপকরণ বাজেটের ২ শতাংশ হারিয়ে ফেলেছেন। এক সপ্তাহে ১০টি ভিন্ন পার্ট পরিবারের ক্ষেত্রে এটি গুণ করলে ক্ষতি দ্রুত বাড়তে থাকে।.
একটি স্বয়ংক্রিয় প্যানেল বেন্ডারের প্রাথমিক খরচ বিশাল—প্রায়ই একটি উচ্চমানের প্রেস ব্রেকের দামের দ্বিগুণ। তবে, এর সার্বজনীন বেন্ডিং ব্লেড এবং রিয়েল-টাইম থিকনেস কম্পেনসেশন সম্পূর্ণভাবে টেস্ট বেন্ডের প্রয়োজন দূর করে দেয়। মেশিন থেকে প্রথম যে পিসটি বের হয় সেটিই উৎপাদনযোগ্য। যখন আপনি একটি ১TP4T৪০০,০০০ টাকার মূলধন বিনিয়োগের তুলনা করেন ক্রমাগত ৩ শতাংশ স্ক্র্যাপ হারের সাথে—উচ্চমূল্যের উপকরণের ক্ষেত্রে—এবং টলারেন্স সেটআপে নষ্ট হওয়া সময়ের সাথে, তখন পে-ব্যাক সময়কাল দশক থেকে কয়েক বছরে নেমে আসে। আপনি দ্রুত বেন্ডের জন্য বিনিয়োগ করছেন না; আপনি সেটআপের অপচয় স্থায়ীভাবে দূর করার জন্য বিনিয়োগ করছেন। কর্মশালার আর কোথায় আপনি কার্যকরভাবে শূন্য-স্ক্র্যাপের নিশ্চয়তা কিনতে পারেন?
একটি স্বয়ংক্রিয় বেন্ডিং সেলের জন্য ক্রয়াদেশ প্রদান সাথে সাথেই এক ধরণের মূলধন ধাক্কা তৈরি করে। বাস্তবায়নের জন্য প্রায়ই পুরানো CAM সিস্টেম আপগ্রেড করা, প্রোগ্রামারদের পুনঃপ্রশিক্ষণ করা এবং সেইসব অপারেটরদের প্রতিরোধের মুখোমুখি হওয়া লাগে যারা সফটওয়্যার-নির্ভর নিখুঁততার তুলনায় ইস্পাত সরঞ্জামে বেশি আস্থা রাখে। এই পরিবর্তনের চাপ প্রাথমিক মুনাফা পেতে বিলম্ব ঘটাতে পারে, এবং বাস্তবায়নের প্রথম দুটি ত্রৈমাসিকে দামের ট্যাগ কোম্পানির ঘাড়ে বোঝা মনে হতে পারে।.
তবে, প্রকৃত বিনিয়োগের রিটার্ন স্পষ্ট হয় চুক্তির স্থিতিশীলতায়। একবার টুলিং কর বাদ গেলে, থ্রুপুট গাণিতিকভাবে পূর্বানুমানযোগ্য হয়ে ওঠে। আপনি সঠিকভাবে জানেন ৫০টি কাস্টম ফ্যাসিয়া তৈরিতে কত সময় লাগবে, কারণ সেটআপ সময় বিলুপ্ত হয় এবং স্ক্র্যাপ কার্যত শূন্য। এই স্তরের নিশ্চয়তা আপনাকে এমন জাস্ট-ইন-টাইম OEM চুক্তির জন্য প্রতিযোগিতা করার ক্ষমতা দেয় যা ম্যানুয়াল অপারেশন ব্যয়বহুল WIP ইনভেন্টরি ছাড়া নিশ্চিত করতে পারে না। অটোমেশন উচ্চ-মিশ্রণ পরিবর্তনশীলতা শোষণ করে, সময়সূচির বিশৃঙ্খলাকে নির্ভরযোগ্য রাজস্বে রূপান্তরিত করে।.
বাধা যাচাই: যদি আপনার অপারেশনে প্রতি শিফটে গড়ে চারবারের বেশি পরিবর্তন ঘটে এবং স্ক্র্যাপ হার ৩ শতাংশ ছাড়িয়ে যায়, তাহলে একটি স্বয়ংক্রিয় প্যানেল বেন্ডার সত্যিই কি অপ্রয়োজনীয় বিলাসিতা — নাকি দক্ষ শ্রমের সংকটের যুগে মার্জিন সুরক্ষার একমাত্র কার্যকর উপায়? আপনার নির্দিষ্ট অপারেশনের জন্য বিস্তারিত বিশ্লেষণের উদ্দেশ্যে, বুদ্ধিমানের কাজ হবে আমাদের সাথে যোগাযোগ করুন একটি পরামর্শের জন্য।.
ভাবুন একটি ঝকঝকে, জলবায়ু নিয়ন্ত্রিত CNC প্যানেল বেন্ডারকে নিয়ে গিয়ে সেটিকে একটি কাদামাখা বাণিজ্যিক নির্মাণস্থলের মাঝখানে বসানো হলো। পালিশ করা কংক্রিটের মেঝে, পরিষ্কার ১৬-গেজ শীটের মাঝে থাকলে এটি সর্বোচ্চ কর্মদক্ষতার প্রতীক। কিন্তু বাস্তব জগতে—একটি অর্ধ ইঞ্চি আর্কিটেকচারাল প্লেটের স্তূপের সামনে, যা ঢালাই কংক্রিটের রিটেইনিং ওয়ালের সাথে পুরোপুরি মেলাতে হবে—সেই অর্ধ-মিলিয়ন ডলারের মেশিন মুহূর্তে অত্যন্ত দামী শো-পিাস থেকে এক বিশাল কাগজ চেপে রাখার ভারী বস্তুতে পরিণত হয়। অটোমেশন নিয়ন্ত্রিত পরিবেশে দুর্দান্ত কাজ করে। মাঠে এই সুবিধা সচরাচর থাকে না। আমরা শূন্য-সেটআপ বেন্ডিংয়ের ROI গণনায় এত সময় ব্যয় করি যে মেশিনের বাস্তব সীমাবদ্ধতা উপেক্ষা করি। এমন এক বিন্দু আসে, যেখানে টুলিং খরচ অপ্রাসঙ্গিক—কারণ স্বয়ংক্রিয় সিস্টেমটি কাজটি করতেই পারে না।.
আমরা প্রায়ই স্পেসিফিকেশন শীট বিশ্লেষণ করি—টননেজ রেটিং, স্ট্রোক স্পিড—যেন মেশিনটিই সীমানা নির্ধারণ করে। কিন্তু কখনও কখনও প্রকৃত সীমাবদ্ধতা হলো জিপ কোড। আর্কিটেকচারাল ফ্যাব্রিকেশন প্রায়ই মানে এমন কাঠামোর সাথে ধাতু খাপ খাওয়ানো, যেগুলো ঢালাই, ফ্রেম, বা ওয়েল্ড করা হয় “ফিল্ড টলারেন্সে”—অর্থাৎ কিছুই পুরোপুরি সোজা নয়। যখন ভারী গঠনমূলক ফ্যাসিয়া বা কাস্টম সিঁড়ির স্ট্রিংগার বেন্ড করতে হয়, তখন আপনি সচরাচর "অন-সাইট" মেপে, CAD ফাইল আপডেট করে, সেটিকে বড় CNC সেলে চালিয়ে আবার পাঠিয়ে দেওয়ার বিলাসিতা পান না—শুধু জানতে যে কংক্রিট এক অষ্টম ইঞ্চি বসে গেছে।.
ক্ষেত্রে রিয়েল-টাইম সমন্বয় প্রয়োজন। প্রচলিত হাইড্রোলিক প্রেস ব্রেক বা হেভি-ডিউটি পোর্টেবল বেন্ডারগুলোকে সাইটে নিয়ে যাওয়া যায়, ডিজেল জেনারেটর দ্বারা চালানো যায়, এবং বাস্তবে মাপজোক করা কারিগর দ্বারা চালানো যায়—তাত্ত্বিক CAD মডেল নয়। আপনি কারখানার নিখুঁততাকে ভৌগোলিক বাস্তবতার জন্য ত্যাগ করেন। একটি CNC প্যানেল বেন্ডার আপনার ওয়ার্কশপে স্থিরভাবে বসানো, নিখুঁত ইনপুটের উপর নির্ভর করে নিখুঁত আউটপুট দিতে। যখন কাজের স্থানই পরিবর্তনশীল হয়ে যায়, তখন কারখানার অটোমেশন জায়গা ছাড়ে অভিজ্ঞ অপারেটরকে—যার হাতে টেপ মেজার, একটি মজবুত পোর্টেবল ব্রেক, এবং তৎক্ষণাৎ সিদ্ধান্ত নেওয়ার দক্ষতা থাকে।.
অস্বস্তিকর বাস্তবতা হলো, প্যানেল বেন্ডারগুলো শীট মেটালের জন্য ডিজাইন করা হয়েছে—আর্মার প্লেটের জন্য নয়। এর যান্ত্রিক সক্ষমতা নির্ভর করে সার্ভো-চালিত ব্লেডের উপর, যা একটি কেন্দ্রীয় হোল্ড-ডাউন বিমের চারপাশে উপাদান ভাঁজ করে। যখন আপনি ১৪-গেজ স্টেইনলেস ট্রিম থেকে ১/২ ইঞ্চি A514 অতিউচ্চ-শক্তির ইস্পাত প্লেটে যান স্থাপত্যিক বৈশিষ্ট্যের জন্য, তখন অন্তর্নিহিত পদার্থবিদ্যা নাটকীয়ভাবে বদলে যায়।.
একই সূক্ষ্ম-সামঞ্জস্যিত প্রক্রিয়া ব্যবহার করে আপনি আধা ইঞ্চি ইস্পাত প্লেট বেন্ড করতে পারবেন না, যা হালকা বৈদ্যুতিক এনক্লোজার গঠনের জন্য তৈরি।.
ভারী প্লেটের জন্য বিশাল, ঘন টননেজ এবং বিশেষভাবে ডিজাইনকৃত V-ডাই দরকার, যা উপাদানকে বিকৃত করতে সক্ষম অথচ এর দানার গঠন নষ্ট না করে। একটি প্যানেল বেন্ডারকে এই ক্ষেত্রে ঠেলে দিলে এর নিজের জ্যামিতিই দুর্বলতায় পরিণত হয়। স্বয়ংক্রিয় ব্লেড হয় যথেষ্ট শক্তি প্রয়োগ করতে পারে না, নয়তো প্রয়োজনীয় অতিরিক্ত লোড মেশিনের সূক্ষ্ম অভ্যন্তরীণ যন্ত্রাংশ নষ্ট করার ঝুঁকি তৈরি করে। হেভি-ডিউটি প্রেস ব্রেক এখানে প্রাধান্য পায়, কারণ তাদের উল্লম্ব র্যাম ডিজাইন মৌলিকভাবে সরল এবং অত্যন্ত কার্যকর। কোনো জটিল ফোল্ডিং আর্ম নেই—শুধু কঠিন ইস্পাত পাঞ্চ একটি কঠিন ইস্পাত ডাইয়ের মধ্যে শত শত টন কাঁচা হাইড্রোলিক শক্তি দিয়ে ঠেলে দেয়।.
যদিও আপনার অংশগুলো প্রযুক্তিগতভাবে স্বয়ংক্রিয় বেন্ডারের প্রসেসিং সীমার মধ্যে পড়ে, আপনার স্থাপনাই এটি বাতিল করতে পারে। একটি সম্পূর্ণ স্বয়ংক্রিয় বেন্ডিং সেল, ইন্টিগ্রেটেড ম্যাটেরিয়াল-হ্যান্ডলিং টাওয়ারসহ, একটি বড় জায়গা দখল করে। এটি প্রায়শই শক্ত ভিত্তির জন্য কংক্রিট রিইনফোর্সমেন্ট, ৪৮০V তিন-ফেজ শক্তি সরবরাহের সঙ্গে যথেষ্ট অ্যাম্পিয়ারেজ ক্ষমতা, এবং ধুলো ও আবর্জনা থেকে সংবেদনশীল সার্ভো সিস্টেম রক্ষা করতে জলবায়ু নিয়ন্ত্রিত পরিবেশ প্রয়োজন।.
অন্যদিকে, প্রচলিত প্রেস ব্রেক তাদের পরিবেশের প্রতি আশ্চর্যজনকভাবে সহনশীল। আপনি ১৫০-টন প্রেস ব্রেককে কারখানার কোনায় বসাতে পারেন, স্ট্যান্ডার্ড শিল্পবিদ্যুৎ সংযোগ করতে পারেন, এবং দশকের পর দশক স্বল্প রক্ষণাবেক্ষণেই ভারী প্লেট নির্ভরযোগ্যভাবে আকার দিতে পারবেন। যদি আপনার স্থানের সীমাবদ্ধতা থাকে, বিদ্যুৎ সরবরাহ ইতিমধ্যেই পূর্ণ ক্ষমতায় চলে, বা আপনার মূলধন ব্যয় কঠোরভাবে নিয়ন্ত্রিত, তাহলে CNC সেলের তাত্ত্বিক থ্রুপুট প্রাসঙ্গিক হয় না। আপনি সেই স্থান ও বিদ্যুৎ ছাড়া দক্ষতা কিনতে পারবেন না যা আপনার নেই।.
বাধা যাচাই: আপনি কি কোমল, উচ্চ-মিশ্রণ জ্যামিতি তৈরি করছেন যা সত্যিই আপনার পুরো কর্মশালা অবকাঠামো পুনরায় নকশা করার উপযুক্ত কারণ সৃষ্টি করে—নাকি আপনি একটি ভঙ্গুর স্বয়ংক্রিয় সিস্টেম দিয়ে ভারী স্থাপত্য প্লেট সমাধানের চেষ্টা করছেন?
কঠিন বাস্তবতা হলো এই: যন্ত্রপাতির ক্যাটালগগুলো তৈরি করা হয় আপনাকে শীর্ষস্থানীয় তাত্ত্বিক ক্ষমতা বিক্রি করার জন্য, অথচ আপনার কর্মশালা বেঁচে থাকে আর মরে যায় বাস্তব জগতের ন্যূনতম উৎপাদনক্ষমতার ওপর। স্পেসিফিকেশন শিট নিয়ে গভীর বিশ্লেষণ করা প্রলুব্ধকর—যন্ত্রের টনেজ সীমা আর স্ট্রোক গতি গণনা করা যেন যন্ত্রটাই সংকীর্ণতার কারণ। কিন্তু একটি যন্ত্র কেবল একটি সরঞ্জাম। প্রকৃত সীমাবদ্ধতা হলো আপনার নির্দিষ্ট উপাদান মিশ্রণ, অংশের গঠন এবং কর্মীবাহিনী।.
একটি সম্পূর্ণ স্বয়ংক্রিয় প্যানেল বেন্ডার প্রতি মিনিটে ১৭টি বেন্ড দিতে পারে কোনো ম্যানুয়াল টুলিং পরিবর্তন ছাড়াই, নিজেকে উপস্থাপন করে চূড়ান্ত মুনাফা-বর্ধক হিসেবে। কিন্তু আপনি যদি এতে ভুল অংশ দেন, তবে আপনি কেবল একটি অত্যন্ত দক্ষ স্ক্র্যাপ তৈরি মেশিনে বিনিয়োগ করেছেন। আধা-মিলিয়ন ডলারের সংকীর্ণতা তৈরি না করে টুলিং খরচ দূর করতে হলে, প্রশ্ন করা বন্ধ করুন যে একটি মেশিন একা কী করতে পারে। শুরু করুন প্রশ্ন করা—আপনার কর্মশালার মুনাফাকে আজ ঠিক কী ক্ষয় করছে।.
স্বয়ংক্রিয়তার একটি কঠিন সীমা আছে—এবং তা প্রায়শই হাজার ভাগের এক ইঞ্চিতে মাপা হয়।.
প্যানেল বেন্ডারগুলো উজ্জ্বল করে যখন তারা ১৪-গেজ অ্যালুমিনিয়াম বা স্টেইনলেস স্টিলকে ১০ ফুট পর্যন্ত লম্বা জটিল অংশে ভাঁজ করে। কিন্তু যদি আপনার মূল কাজটি ১০-গেজ বা ১/৪-ইঞ্চি প্লেটের দিকে চলে যায়, তবে CNC ফোল্ডারের সূক্ষ্ম সার্ভো-চালিত ব্লেডগুলি উপাদান সরাতে পারবে না। প্রথমে আপনার উপাদানের পুরুত্বের সীমা নির্ধারণ করুন। কেবল পদার্থবিজ্ঞানের নিয়মই একটি প্যানেল বেন্ডারকে বিবেচনা থেকে বাদ দিতে পারে, আপনি দামের ট্যাগ দেখার আগেই।.
এরপর, আপনার অংশের জ্যামিতি পরীক্ষা করুন। প্যানেল বেন্ডারগুলোর তুলনামূলকভাবে স্বল্প গভীর গলা থাকে, যেখানে ঐতিহ্যবাহী প্রেস ব্রেকের আছে বিস্তৃত খোলা উচ্চতা। আপনি যদি গভীর বৈদ্যুতিক এনক্লোজার বা উঁচু ফ্ল্যাঞ্জ তৈরি করছেন, তাহলে মেশিনের শারীরিক কাঠামোই অংশটিকে বেন্ডের সময় ঘোরাতে বাধা দিতে পারে।.
এমনকি সাধারণ Z-বেন্ডগুলো স্বয়ংক্রিয় ফোল্ডারে কঠোর সীমাবদ্ধতা নিয়ে আসে। টুলিং সংঘর্ষ এড়াতে, সাধারণত কমপক্ষে ২.৫× উপাদান পুরুত্বের মোট উচ্চতা এবং ১.৫× পুরুত্বের ফ্ল্যাঞ্জ দৈর্ঘ্য প্রয়োজন হয়। যদি আপনার গড় ব্যাচে থাকে ১৫টি অত্যন্ত ভিন্নধর্মী অংশ যেগুলোর গভীর বাক্স জ্যামিতি আছে, তবে “জিরো সেটআপ” সুবিধাটি মিলিয়ে যায়—কারণ অংশটি মেশিনের ভিতরে ঘোরাতে পারে না।.
সীমাবদ্ধতা যাচাই: আপনার অংশগুলো কি সত্যিই এতটা পাতলা এবং চ্যাপ্টা যে তারা প্যানেল বেন্ডারের গলার মধ্যে ঘুরতে পারে, নাকি আপনি গভীর, ভারী-গেজ বাক্সগুলোকে এমন মেশিনে চালানোর চেষ্টা করছেন যা হালকা ট্রিম কাজের জন্য তৈরি?
একবার পদার্থবিজ্ঞানের বিষয়টি পরিষ্কার হয়ে গেলে, আপনাকে কার্যকরী জটিলতাটি সনাক্ত করতে হবে। বেন্ডিং সেলে যান এবং এক ঘণ্টা ধরে অপারেটরকে পর্যবেক্ষণ করুন। যদি একজন অভিজ্ঞ নির্মাতা ২০টি অংশের উৎপাদনের জন্য ৪০ মিনিট ব্যয় করেন জটিল টুলিং খুলে এবং পুনর্গঠন করতে, তবে আপনার সংকীর্ণতা হলো সেটআপ সময়। সেটিই আসল টুলিং কর—এবং এখানেই একটি CNC প্যানেল বেন্ডার নিজের মূল্য প্রমাণ করে, সেকেন্ডের মধ্যে নিজের টুলিং পুনঃবিন্যাস করে।.
কিন্তু যদি সেটআপ দ্রুত হয় এবং স্ক্র্যাপ বিন এখনো ভুলভাবে বেন্ড হওয়া অংশে ভরে যাচ্ছে তাহলে কী হবে?
তাহলে আপনি দক্ষতার ঘাটতি এবং জ্যামিতিক জটিলতার মুখোমুখি। একটি প্রেস ব্রেক সম্পূর্ণভাবে নির্ভর করে অপারেটরের স্থানিক বিচারবুদ্ধির ওপর, যাতে সে সঠিকভাবে ফ্ল্যাট অংশ উল্টাতে এবং ঘোরাতে পারে। একটি স্বয়ংক্রিয় বেন্ডার মানুষকে এই প্রক্রিয়া থেকে সরিয়ে দেয়—একবার অংশটি ক্ল্যাম্প করে প্রতিটি ধনাত্মক ও ঋণাত্মক বেন্ড নিখুঁতভাবে সম্পন্ন করে। কিন্তু একটি মেশিনের তাত্ত্বিক উৎপাদন হার অর্থহীন, যদি সেটি যারা খাওয়াচ্ছে তারা ক্লান্ত থাকে। যদি আপনার ধীরগতি আসে ভারী, সহজ অংশগুলোকে সাধারণ ৯০-ডিগ্রি ভি-ডাই দিয়ে চালানোর কারণে, স্বয়ংক্রিয়তা তা ঠিক করবে না। একটি জিব ক্রেন এবং আরও বুদ্ধিদীপ্ত উপাদান হ্যান্ডলিং বিন্যাসই সমাধান।.
ওয়ার্কশপগুলো সাধারণত কাজের অভাবে ব্যর্থ হয় না; তারা ব্যর্থ হয় সেই কাজে হাত দেওয়ায় যা তারা ঠিকমতো সামাল দিতে পারে না। আপনি যখন আজকের নির্দিষ্ট সমস্যা সমাধানের জন্য একটি মেশিন কেনেন, তখন আপনার সক্ষমতাগুলো বর্তমানেই স্থির থাকে। যদি আপনার বর্তমান উচ্চ-বৈচিত্র্যময়, ১৬-গেজ উৎপাদন একটি প্যানেল বেন্ডারকে ন্যায্যতা দেয়, তবে বিনিয়োগটি যুক্তিসঙ্গত। কিন্তু সবচেয়ে বুদ্ধিমান, নমনীয় প্যানেল বেন্ডাররাও কেবল তাদের শারীরিক সীমার মধ্যে উচ্চ-বৈচিত্র্য সামলাতে দক্ষ। তারা মৌলিক টনেজ সীমাবদ্ধতা অতিক্রম করতে পারে না।.
 English
English
 العربية
العربية
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
