Showing all 9 results

Laser Ceramic Ring, Laser Accessories

Laser Ceramic Ring, Laser Accessories

Laser Ceramic Ring, Laser Accessories

Laser Ceramic Ring, Laser Accessories

Laser Ceramic Ring, Laser Accessories

Laser Ceramic Ring, Laser Accessories

Laser Ceramic Ring, Laser Accessories

Laser Ceramic Ring, Laser Accessories

Laser Ceramic Ring, Laser Accessories
Last month a kid on second shift bragged that his new “reinforced” ceramic ring survived a nozzle crash. He held it up like a trophy. Meanwhile the cutting head above it was whining like a dying gearbox and the capacitive height sensor was reading ghosts.
He thought he’d won because the $30 part didn’t shatter.
That’s the mistake.
The ceramic ring sits between your nozzle and the cutting head. It looks like a spacer. It measures like a spacer. It even installs like a spacer. So you assume its job is to hold things straight and survive heat.
But the engineers who designed that head didn’t spend months picking alumina just because it’s cheap and white. They picked a material that is hard, electrically stable, and—this is the part you keep ignoring—brittle. Brittle on purpose. Because when 3 kilograms of moving head clips a tipped-up sheet at 1200 mm/min, something has to give. The ring is designed to crack, shear, and dump that kinetic punch before it climbs into the sensor housing and lens cartridge. This principle of a sacrificial, calibrated failure point is not unique to laser heads; it’s a core concept in precision tooling design, similar to how specialized Press Brake Toolings are engineered for specific performance and safety windows.
If the ring walks away intact, where did that energy go?
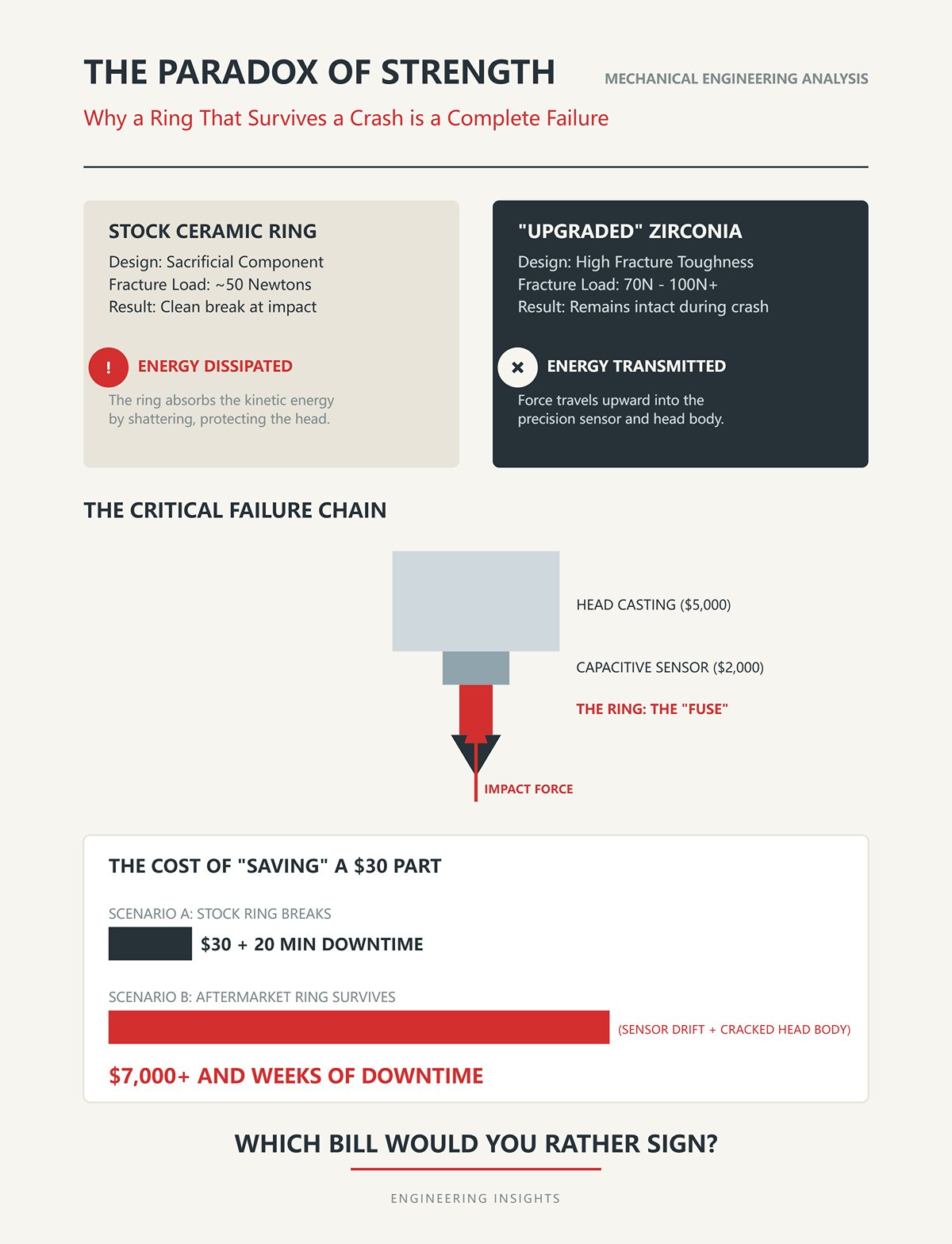
Picture the moment of impact. The nozzle catches a warped edge. The Z-axis doesn’t have time to retract. The force spikes past the ring’s rated load—let’s say 50 newtons in a typical setup—and the stock ceramic fractures. Clean break. The nozzle drops. You curse, spend $30, and you’re cutting again in 20 minutes.
Now swap in your “stronger” aftermarket ring. Zirconia blend. Higher fracture toughness. It doesn’t crack at 50 newtons. Or 70. So the force keeps traveling. Up through the threaded nozzle body. Into the sensor mount. Into the head casting. Threads strip. Sensor faces dent. I’ve seen $2,000 capacitive sensors drift out of spec from one hit. I’ve seen a $5,000 head body crack at the mounting ear.
You saved a ring. You sacrificed the head.
Which bill would you rather sign?

Let’s do the math you don’t want to do. OEM ceramic ring: $30. Aftermarket “reinforced” ring: $10. You feel clever pocketing $20.
Then a minor crash happens. The reinforced ring holds. The shock loads the height sensor. It still powers on, so you keep running. Two days later your cut height starts drifting 0.3 mm. Edges bevel. Dross builds. You chase gas pressure, focus, nozzle concentricity. Finally you swap the sensor. $2,000. Plus downtime.
I once tore down a head after a “small bump.” Autopsy time. The ring was pristine. The sensor’s internal ceramic substrate had spiderweb cracks. The lens cartridge threads were galled. The impact had nowhere to dissipate, so it burrowed upward and wrecked everything expensive. Total invoice: $6,480 in parts, not counting three days offline.
You still think the ring’s job is to survive?
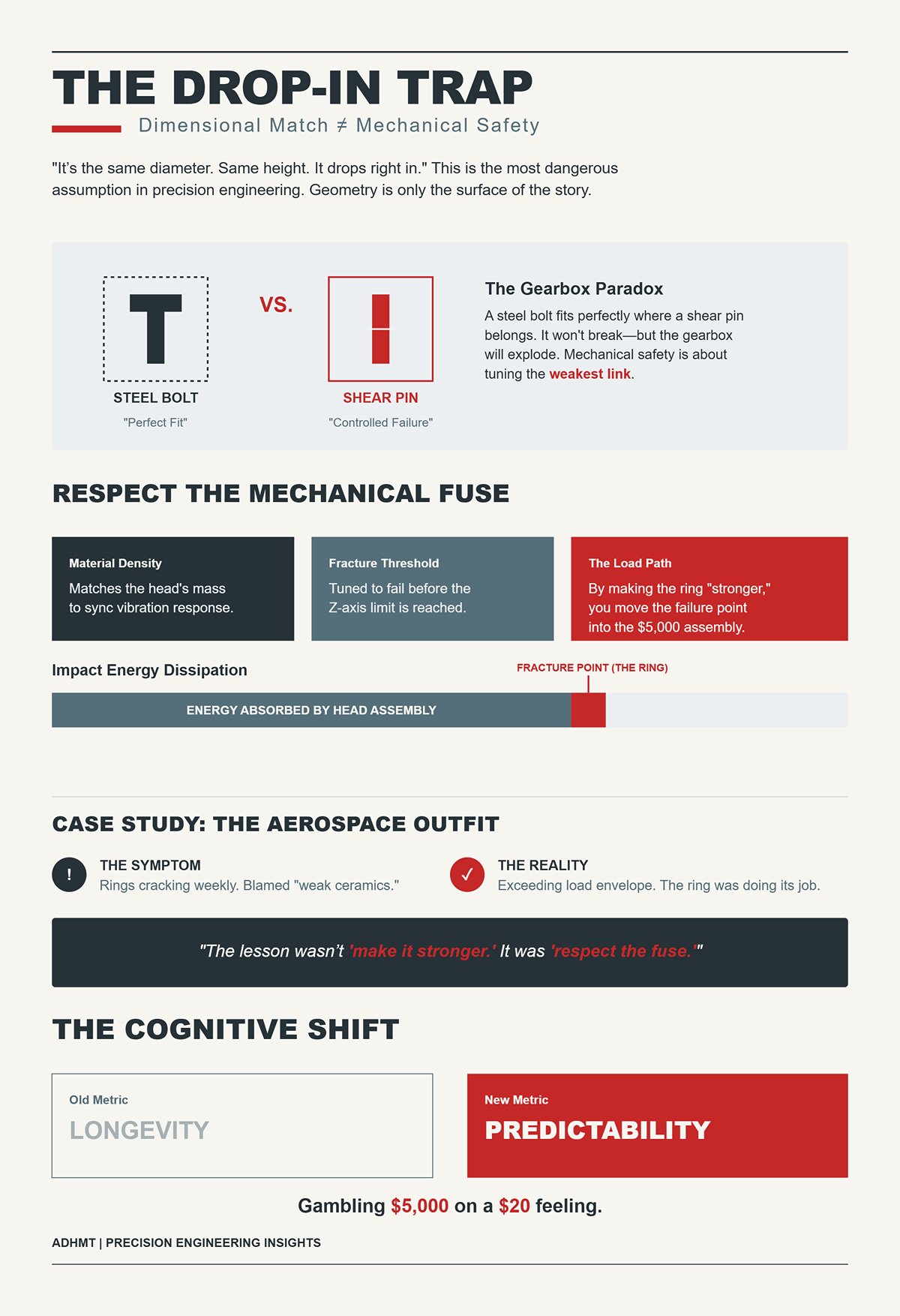
I know what you’re going to say. “It’s the same diameter. Same height. It drops right in.”
So does a steel bolt in place of a shear pin. It fits perfectly—until the gearbox explodes.
Mechanical safety isn’t about geometry alone. It’s about controlled failure. The OEM ring’s material, density, and fracture behavior are tuned to the head’s mass and the Z-axis response time. Change that fracture threshold and you’ve changed the load path. You’ve moved the weak link higher into the assembly without realizing it.
An aerospace outfit I consulted for kept cracking rings weekly. They blamed “weak ceramics.” Turned out they were exceeding the specified load envelope. When they matched parameters to the ring’s rating, failures normalized—and the heads stopped taking collateral damage. The lesson wasn’t “make it stronger.” It was “respect the fuse.”
So here’s the cognitive shift I need you to make: stop judging a ceramic ring by how long it lasts, and start judging it by how predictably it fails.
Because if you don’t understand how impact energy travels through that head, you’re gambling five grand on a $20 feeling.
You want to know how to tell if a ceramic ring will protect the head or quietly set you up for a $5,000 mistake.
Start with a crash you’ve already seen. Nozzle kisses a tipped sheet. The Z-axis is moving down at feed, maybe 800–1200 mm/min. Head mass around 2–3 kg. That motion doesn’t stop because you’re hopeful. It stops because something absorbs the energy. In a stock setup, the ring fractures at a known load. The force curve spikes, the ceramic cracks, the nozzle drops a fraction of a millimeter, and the energy gets spent shattering crystal structure instead of climbing the assembly.
If the ring doesn’t crack at that load, the energy doesn’t vanish. It travels.
Where, exactly?
Picture the stack-up in your hands. Nozzle threads into the retaining nut. Retaining nut bears on the ceramic ring. Ring seats against the lower face of the capacitance sensor housing. Sensor housing bolts into the head body. Above that sits your lens cartridge and the casting that costs more than your first car.
Impact hits the nozzle tip first. That force vector runs straight up the nozzle’s threaded shank. Threads convert axial force into radial pressure. If the ring shatters, it interrupts that column. If it doesn’t, the ring behaves like a rigid washer and the load continues into the sensor face.
Capacitive sensors aren’t bricks. Inside is a thin conductive electrode bonded to a ceramic substrate, separated by insulating layers. They’re built to measure microns of gap change, not swallow shock loads. A hard, non-fracturing ring means the sensor body takes the compressive hit. The mounting screws see shear. The threads in the aluminum head casting see strip-out torque as the whole stack tries to tilt.
You ever see bent sensor pins and wonder how they got that way when “it was just a light bump”?
That’s how.
On the bench, stripped M20 nozzle threads tell a story. Aluminum female threads torn, not worn. That’s overload, not age. Same with sensor mounting holes that oval out. The head didn’t “wear out.” It got shock-loaded past what the design assumed would ever reach it.
Here’s the mechanical difference. Brittle alumina has low fracture toughness. That sounds bad until you realize fracture toughness is the energy required to propagate a crack. Low toughness means it takes less energy to start and grow that crack. In a crash, that’s exactly what you want. Energy goes into creating new crack surfaces—microscopic shards, audible snap—and the load drops off sharply after failure.
A tougher zirconia blend resists crack growth. Great for wear resistance. Terrible for fusing. Instead of a sharp failure and unload, you get a rising load curve that peaks higher before anything gives. The ring survives. The next weakest element doesn’t.
And the next weakest element is never the $30 part.
It’s the $2,000 sensor or the $5,000 head casting with fine threads cut directly into it. Once those threads gall and strip, there’s no “quick swap.” You’re helicoiling or replacing major components. You saved $20 on a ring and turned a controlled fracture into structural damage.
So when you inspect a crashed head and the ring is pristine but the threads are chewed, don’t call that durability.
Call it a failed fuse.
But mechanical shock isn’t the only way a bad ring hurts you.
| Section | Content |
|---|---|
| Title | Shatter vs. Transfer: Why Stripped Threads and Bent Pins Are Symptoms of Bad Ceramics |
| Observation: Stripped Threads | Stripped M20 nozzle threads show aluminum female threads torn, not worn—indicating overload rather than age. Sensor mounting holes that oval out are also signs of shock-loading beyond design assumptions. |
| Core Mechanical Difference | Brittle alumina has low fracture toughness, meaning less energy is required to initiate and propagate cracks. |
| Behavior of Brittle Alumina | In a crash, energy is absorbed by creating new crack surfaces (microscopic shards, audible snap), causing the load to drop sharply after failure. |
| Behavior of Tougher Zirconia | Tougher zirconia resists crack growth, which improves wear resistance but is problematic for fusing. Instead of sharp failure and unloading, the load curve rises higher before failure occurs. |
| Consequence of Higher Load Transfer | If the ring survives, the next weakest component fails instead. |
| Real-World Impact | The next weakest component is often a $2,000 sensor or a $5,000 head casting with fine threads. Once threads gall and strip, repair requires helicoiling or replacing major components. |
| Cost Trade-Off | Saving $20 on a ring can turn a controlled fracture into structural damage. |
| Key Insight | A pristine ring with damaged threads after a crash is not durability—it is a failed fuse. |
| Closing Point | Mechanical shock is not the only way a bad ring can cause damage. |
I’ve pulled rings that looked fine after months of cutting stainless at 6 kW. No obvious cracks. But under magnification, you see microfractures from thermal cycling—rapid heat during pierce, rapid cooling from assist gas. Even zirconia does this. Those microcracks change the dielectric properties of the ring.
Capacitance height control works by measuring the electrical field between the nozzle and the sheet. The ceramic ring is part of that insulating path. Change its dielectric constant or introduce conductive contamination from a cheap, impure mix, and the baseline capacitance shifts. Not a lot. A few tenths of a millimeter equivalent in standoff.
That’s enough.
Mid-cut, your height drifts 0.2–0.3 mm. Edges bevel. Dross increases. You chase focus, gas pressure, alignment. You blame the operator. Meanwhile the ring’s insulation is breaking down, letting stray currents nibble at the copper sensor electrode. Arc discharge leaves tiny pits. Signal gets noisy.
A ring that’s “stronger” mechanically but inconsistent electrically is just moving the failure from crash day to production day.
Now you’ve got two variables to judge: how it fails under impact, and how it behaves as a dielectric under heat and plasma.
So the real question isn’t “Is this ring tougher?”
It’s “Does this material fail at the load the head was designed around—and stay electrically stable until it does?”
You want something practical, not marketing copy.
On my bench sits a 3‑ton arbor press and a dial indicator. When a new batch of rings shows up—OEM or aftermarket—I don’t admire the finish. I set one on a flat steel puck, bring the ram down onto an old nozzle, and watch the gauge. At a certain load, a good alumina ring doesn’t groan. It snaps. Clean. Audible. The needle spikes, then drops as the ceramic fractures and the stack relaxes. That drop is the whole point. Energy spent making crack surfaces instead of climbing into the head.
Do the same with a “high‑toughness” zirconia ring and you’ll feel something different through the handle. It pushes back. The load climbs higher. Sometimes it survives loads that would have shattered alumina. Great for a pump seal. Dangerous in a laser head, because that extra force is exactly what your sensor block and casting were never designed to see.
And that’s just the mechanical side. Electrically, I megger the ring dry at 500 V and log insulation resistance, then bake it to simulate a few hundred pierces and test again. A stable dielectric holds its numbers. A cheap blend drifts. If the insulation resistance collapses after heat cycling, your capacitance baseline will wander long before the ring ever cracks.
So when we say “zirconia vs. alumina,” we’re not arguing strength. We’re deciding how and when it fails—and whether it stays electrically invisible until that moment.
Pick up a 95% or 99% alumina ring and look at the fracture surface after a press test. It’s granular, matte, almost chalky. That texture is intergranular fracture—cracks propagating along grain boundaries. Low fracture toughness, typically around 3–4 MPa√m for dense alumina. Translation: it doesn’t need much energy to start and run a crack.
In a crash, that’s a feature.
The nozzle drives axial load into the ring. Stress concentrates at microscopic flaws—every ceramic has them. In alumina, once a crack nucleates, it runs fast. The ring loses stiffness abruptly. The force path breaks. The load transmitted upstream drops in milliseconds. You hear the snap and curse, but your $5,000 head casting is still square.
Now here’s the part junior operators miss. That brittleness has to be consistent. If the supplier changes grain size or sintering temperature, fracture load shifts. Too low and the ring shatters during a heavy pierce vibration. Too high and it behaves more like a structural washer. That’s why OEMs spec purity and density tightly. But the engineers who designed that head didn’t spend months picking alumina just because it’s cheap and white. They were tuning a calibrated failure point.
How do you know your alumina ring is in that window? You don’t guess. You destructively test samples and compare the break load to a known OEM baseline, then correlate that to actual crash data from your machines.
Because if you don’t control the break point, what are you really installing?
Zirconia looks impressive on paper. Fracture toughness 7–10 MPa√m when stabilized with yttria. Transformation toughening, they call it—stress at a crack tip triggers a phase change that expands slightly and clamps the crack shut. It resists propagation. It absorbs energy.
That same mechanism is why it can betray you.
Under a sudden axial shock, zirconia doesn’t immediately let the crack run. It elastically stores energy first. The load curve keeps climbing. If it finally fails, it may do so at a much higher force than alumina would have. If it doesn’t fail, the next weakest component yields—threads strip, sensor housings shear, mounting screws bend.
I’ve seen it. An aftermarket “premium zirconia” ring came in after a light sheet tip-up. The ring was intact. He held it up like a trophy. The head body below it wasn’t celebrating—M20 internal threads torn clean, aluminum smeared and galled. Repair ticket: $4,870 for a new lower casting and sensor block. The ring survived. The head didn’t.
There’s another wrinkle. Zirconia needs stabilization with yttrium oxide to prevent phase transformations that cause volume changes and cracking over time. Get the chemistry wrong and you introduce delayed microcracking. Now you have a ring that is tough in impact testing but develops internal damage from thermal cycling, quietly altering its dielectric behavior.
So toughness isn’t automatically evil. In a high‑power, high‑thermal‑shock environment, zirconia’s resistance to thermal cracking can be an advantage. The line gets crossed when its impact survival exceeds the load envelope the head was designed to shed at the ring.
Where is that envelope for your specific machine?
Let’s leave crashes aside for a minute and talk heat.
Alumina’s coefficient of thermal expansion sits around 7–8 × 10⁻⁶ /K. Yttria‑stabilized zirconia is closer to 10–11 × 10⁻⁶ /K. Steel nozzle nuts and aluminum housings expand at different rates again. Every pierce at 6 kW spikes local temperature; assist gas cools it just as fast. That’s thermal cycling, dozens of times per minute on thin sheet.
If the ring expands more than the surrounding metal, it changes clamping force. Too much expansion and you preload the sensor face harder when hot, shifting capacitance baseline. Too little and you lose contact pressure, inviting micro-arcing and contamination. Either way, your height control drifts.
There’s data showing mixed alumina‑zirconia ceramics can have lower laser ablation thresholds than either pure material. In plain English: they erode more easily under beam exposure. If a hybrid ring sits too close to stray reflections during pierce, you can literally ablate the surface at lower energies, roughening it. Roughness traps conductive debris. Dielectric constant shifts. Signal noise increases.
That’s how a material choice meant to “improve strength” ends up affecting cut quality months before any crash happens.
When they matched parameters to the ring’s rating, failures normalized—and the heads stopped taking collateral damage. Not because the material was strongest, but because its fracture load, thermal expansion, and dielectric stability were aligned with the head’s design limits.
So the practical test isn’t “Is zirconia better than alumina?”
It’s this: under your machine’s crash speed, clamping torque, and power level, does the ring break before the casting yields—and does it stay electrically boring until that exact moment?
Last year a junior from second shift asked me exactly what you’re asking: “How do I know the right break load for my head?”
I handed him a damaged ring from a Precitec ProCutter and a torque sheet. The OEM spec called for a clamping force that translates—through thread pitch and seating geometry—to roughly a 50 N axial load limit before fracture. That number isn’t printed on the ring. It’s buried in the system design: thread engagement length, sensor preload, casting yield strength. The ring is tuned to fail before those upstream parts see permanent deformation.
So how do you determine yours?
You don’t start with “alumina or zirconia.” You start with brand, head model, and the maximum axial load the OEM expects during a crash at your machine’s deceleration profile. Then you test sample rings destructively and see where they actually let go. If your aftermarket ring survives 80–100 N in the same fixture where the OEM part snaps at 50 N, you just moved the fuse rating up 60%. The casting didn’t get stronger. The sensor block didn’t get thicker. Only the sacrificial part changed.
Now you’ve got a fuse that won’t blow when the panel overloads.
Take three heads on my bench: a Precitec, a Raytools, and a Bodor-branded unit built around a Chinese capacitive height system. All dimensionally similar. All thread-compatible with the right adapter. All very different in how they manage load and signal.
Precitec tends to run tighter control on ceramic density and grain size. That consistency gives a narrow fracture window—when the crack starts, it runs clean. Raytools designs often tolerate slightly different preload, and the sensor stack-up changes how much axial force transfers through the ring before electronics register a collision. Bodor systems, especially on cost-optimized machines, may rely more heavily on the ring’s dielectric stability because the signal filtering isn’t as robust.
But the engineers who designed that head didn’t spend months picking alumina just because it’s cheap and white. They were tuning three things at once: mechanical shatter point, dielectric constant stability, and thermal expansion against the metal stack.
Swap in a “universal” ring that only matches the threads and outer diameter, and you ignore that tuning. If its density is higher and porosity lower, fracture load climbs. If its conductive adhesive softens under heat, the stainless collar can loosen, copper pins can micro-arc, and now your control throws intermittent collision alarms. You think the ring is “sensitive.” In reality, it’s electrically unstable long before it ever sees a crash.
And when a real crash comes, which spec do you think matters more—the thread pitch, or the calibrated failure load?
An electronics manufacturer I consulted for saw a 40% jump in ceramic ring failures when they pushed higher-temperature cycles without adjusting ramp rates. Same material. Same supplier. Different thermal profile. Once they slowed heating, failures dropped and downtime followed.
That wasn’t a strength problem. It was thermal shock—rapid temperature gradients building internal tensile stress until microcracks linked up and the ring shattered below its nominal load rating.
Now apply that to lasers. At 3 kW cutting mild steel, your pierce cycles are shorter, thermal gradients modest. At 12 kW on thick plate, the ring sits inches from a plasma storm. Reflected energy, spatter adhesion, rapid gas cooling. Expansion and contraction every few seconds.
If you jump to a tougher zirconia ring just to “handle heat,” you might solve premature thermal cracking. Good. But if that same ring now survives axial shocks the OEM expected it to shed, you’ve traded nuisance breaks for catastrophic ones.
There’s a counterexample that matters. An aerospace outfit kept blowing rings on a high-power line. They didn’t switch to a stronger material. They adjusted pierce dwell and acceleration parameters to stay within the ceramic’s limits. When they matched parameters to the ring’s rating, failures normalized—and the heads stopped taking collateral damage.
So yes, power level changes the equation. But it changes how you run the machine first, and what fracture window you select second. It does not give you permission to install a ring that outlives the casting.
If heat is pushing you out of the safe window, do you upgrade material—or fix the process that’s exceeding the envelope?
Flat 2D cutting is predictable. Z-axis moves, occasional tip-ups, mostly axial loads. A ring rated to break at 50 N behaves like a clean fuse.
Move to 3D beveling or robotic multi-axis work and the head sees compound acceleration—side loads, torsion, rapid vector changes. The peak force spikes can exceed static ratings even without a true collision.
Here’s the trap. Install a “stronger” ring to prevent nuisance shatter during aggressive 3D moves. It survives those spikes. Great. Until a genuine misalignment drives the nozzle into a fixture. Instead of the ring cracking at 50 N, it holds to 90 N. The force path climbs upstream. Threads strip. Sensor housings shear. You just converted a $60 sacrificial part into a $5,000 rebuild.
Worse, if the adhesive or conductive layer in that ring degrades under repeated thermal cycling, you can get signal instability that mimics collision events. The control reacts, Z-axis snaps upward, and your operators start blaming phantom crashes. Now you’re chasing ghosts created by a ring that “fit perfectly.”
In multi-axis work, the solution isn’t brute strength. It’s matching fracture load to the highest legitimate acceleration spike your program produces—measured, not guessed—so the ring survives normal dynamics but still fails before structural yield in a real impact.
You don’t buy the toughest ring. You buy the one that breaks at the right moment for your brand, your power, and your motion profile.
Anything else is just moving the explosion upstream.
You want to know the “right” fracture load for your machine without slamming a nozzle into a clamp and gambling a $5,000 head to find out.
Good. That means you’re finally thinking like a mechanic instead of a shopper.
Here’s the part nobody tells you: you don’t start by breaking rings. You start by eliminating the junk that lies about how it will break. Because if a ring is electrically unstable, poorly bonded, or dimensionally crooked, any fracture rating stamped on the box is theater. And theater doesn’t protect a casting when 800 mm/min of Z‑axis meets steel.
This is where we slow down.
Because spotting low-grade ceramics isn’t about finding the cheapest part to avoid. It’s about protecting the calibrated failure window your OEM already engineered into the head stack. If the ring can’t behave predictably in normal operation, you’ll never get a clean, controlled shatter in a real crash. You’ll get noise, drift, and then a surprise that travels upstream.
So how do you screen them before they screen your budget?
Flip the ring over and look at the copper pins. Then push them.
If they don’t move, you’ve got a glued contact—usually silver adhesive bonding the copper needle to a stainless plate through the ceramic body. It’s cheap. It works. Until heat and moisture creep in and that adhesive softens, oxidizes, or micro-cracks.
Now your capacitance signal drifts.
Capacitive height control works by measuring tiny changes in electrical field between nozzle and workpiece. Stable dielectric constant in the ceramic. Stable conductivity through the pins. Break either one and the control starts chasing ghosts. Z jumps. Operators blame “sensitivity.” The ring hasn’t crashed. It’s already lying.
Spring-loaded pins cost more for a reason. They maintain mechanical preload against the contact surface, so thermal cycling doesn’t shear the conductive path. No adhesive layer to embrittle. No hidden delamination.
But don’t get cocky—spring pins won’t save you from bad installation or a mis-matched fracture load. They just remove one variable from the system so when the ring finally does shatter, it’s from force, not electrical rot.
If your conductivity is unstable before impact, how confident are you in the load path during impact?
Everyone loves a glossy white ring. He held it up like a trophy.
Smooth doesn’t mean stable.
Alumina is inherently more brittle than zirconia. That’s material science, not opinion. But I’ve seen “premium zirconia” rings with perfect shine and lousy parallelism—faces not truly flat to each other—so when you torque them down, stress concentrates at one edge. Microcracks start before the first pierce.
Surface scratches matter less than geometry. Parallel faces distribute preload evenly; warped ones build internal tensile stress the moment you snug the screws. Add thermal gradients from a 12 kW pierce cycle and those microcracks link up early—or worse, unpredictably.
But the engineers who designed that head didn’t spend months picking alumina just because it’s cheap and white. They balanced dielectric stability, expansion rate against the stainless stack, and a fracture point that runs clean when it goes.
You’re not judging beauty. You’re judging whether this part will crack along a controlled plane—or spiderweb and hang on just long enough to transfer force into threads that cost $1,200 to replace.
So what happens when the ring is fine—but you install it wrong?
Most “low-grade” failures I see aren’t material defects.
They’re torque wrenches used like breaker bars.
Ceramic hates uneven compression. Overtighten one screw and you preload the ring beyond what the designer assumed. Now its effective fracture load is lower in one direction, higher in another. In a glancing crash, it might not shatter at all. Force climbs into the sensor housing. Threads strip. Stainless collars deform.
I did an autopsy on a Raytools head last year. Ring intact. Casting cracked clean through the sensor bore. Repair ticket: $4,860 in parts, two weeks down. The ring was a “heavy-duty upgrade.”
It survived. That was the problem.
Then there’s calibration. After replacement, you must recalibrate capacitance so the control knows the new dielectric baseline. Skip it, and the system may react late to a real collision because it’s compensating for offset error. That delay can be milliseconds.
Milliseconds are enough.
You asked how to verify fracture load without sacrificing components. Start by installing a ring that behaves electrically and mechanically exactly as designed. Torque to spec. Calibrate. Then, and only then, compare supplier fracture ratings against your OEM window and motion profile.
If the ring can’t pass these basic sanity checks on the bench, why would you trust it to fail correctly at 50 newtons instead of 90?
Next question: how do you actually confirm that supplier rating without turning your head into scrap?
You want to know how to validate a supplier’s fracture load without detonating a $5,000 head.
Good. That’s the first intelligent question you’ve asked.
You don’t test it in the machine. You build a controlled load fixture off the machine—flat steel platen, dial indicator, and a calibrated force gauge pressing through a dummy nozzle stub that mimics your head’s load path. You increase force slowly, dead-center, and record the break point and the fracture pattern. Not once. Five times from the same batch.
You’re not looking for hero numbers. You’re looking for a tight window and a clean shatter.
If one ring goes at 48 N, the next at 72 N, and the third spiderwebs without separating, that supplier doesn’t have a fracture rating. They have a suggestion. And a suggestion is how kinetic energy migrates upstream into cast aluminum and fine-pitch threads that cost $1,200 per repair attempt.
Here’s the non-obvious part: you’re not validating strength. You’re validating predictability under your preload. Because the moment you torque that ring into the stack, you’ve changed its effective break behavior. Your bench test has to replicate that compression, or you’re just crushing ceramics for entertainment.
Now ask yourself: if a supplier won’t give you sample rings to destroy in a fixture you control, what does that tell you about their confidence in batch consistency?
Most buyers still start with thread pitch and outer diameter.
That’s shopping.
Engineers start with failure mode. Does it crack cleanly along a plane and drop conductivity instantly, or does it microfracture and hang on while transferring load into the sensor housing? That difference is the gap between a $38 consumable and a $4,800 rebuild.
But the engineers who designed that head didn’t spend months picking alumina just because it’s cheap and white. They tuned dielectric stability, thermal expansion against stainless, and a fracture load that behaves like a fuse in a control panel—blows fast, isolates damage, ends the event.
If you install a “stronger” zirconia ring because the spec sheet brags about toughness, you may be moving the explosion upstream. Zirconia can absorb more energy before it lets go. Energy doesn’t vanish. It transfers. Into the head.
So the question stops being “Will this fit my Raytools or Precitec?” and becomes “When it fails at 800 mm/min of Z travel, where does the energy go?”
Unit price is a distraction.
A $22 ring that varies ±20 N in fracture load is not cheaper than a $36 ring that stays within ±5 N. It’s a lottery ticket taped to a five-grand casting.
When you vet a supplier, you ask for three things: their fracture test method, their batch tolerance, and how they control sintering consistency. If they can’t describe fixture geometry and loading rate, they’re not engineering failure—they’re breaking samples until something cracks.
Then you dig into assembly. If it’s zirconia with silver-glued copper pins, what’s the adhesive spec? Cure profile? Shear strength after thermal cycling? I’ve seen conductive glue soften, pins shift, capacitance drift, and operators blame “sensitivity” while the ring quietly stops acting like a fuse. By the time it actually crashes, the signal delay alone is enough to let force spike past the intended window.
When they matched parameters to the ring’s rating, failures normalized—and the heads stopped taking collateral damage. That wasn’t magic material. That was controlled behavior meeting controlled process.
If a supplier talks about hardness but can’t talk about controlled destruction, you’re not buying protection. You’re buying risk wrapped in ceramic. This is why partnering with a specialist like Jeelix, who understands the engineering behind critical consumables and tooling, is crucial for risk mitigation.
So how do you structure purchases so that one bad batch doesn’t gamble with your only head?
Stop treating rings as interchangeable white donuts in a drawer.
Qualify one spec. One supplier. One fracture window validated in your fixture under your torque. Then lock it. Lot trace it. Store it like it matters.
You don’t bulk-buy the “heavy-duty upgrade” because it was on promotion. You don’t mix alumina and zirconia in the same bin because they both fit M14 threads. You standardize so your failure behavior is boring and repeatable.
And here’s the lens I want you to carry forward: the ceramic ring is not there to survive your mistakes. It’s there to end them cheaply.
Every decision—supplier, material, inventory depth—either preserves that sacrificial function or undermines it. If the ring survives the crash, something else pays.
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
