265 sonuçtan 1–9 arası gösteriliyor
Abkant Zımba, Trumpf Abkant Takımı
Abkant Zımba, Trumpf Abkant Takımı
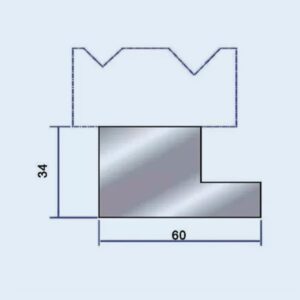
Abkant Pres Alt Kalıp Tutucu
Abkant Kalıbı, Wila Abkant Takımları
Abkant Pres Zımbası, Wila Abkant Pres Takımları

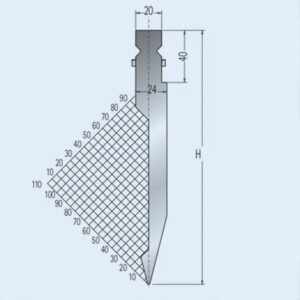
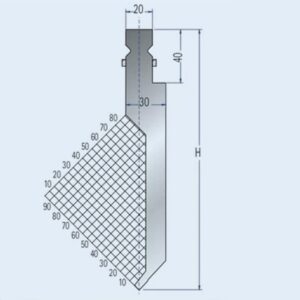
Abkant Kalıbı, Trumpf Abkant Takımı

Abkant Kalıbı, Trumpf Abkant Takımı

Abkant Pres Alt Kalıp Tutucu
Abkant Zımba, Trumpf Abkant Takımı
Abkant pres kas gücünü—saf gücü ve hareketi—sağlarken, zekâyı sağlayan kalıplamadır. Bu kritik fark, satın alma sürecinde genellikle gözden kaçar ve daha sonra bilançoda tatsız bir sürpriz olarak yeniden ortaya çıkar. Makineyi satın almak üretim işine giriş biletinizse, kalıplarınızın kalitesi, bu işte kârlı olacak kadar uzun süre kalıp kalamayacağınızı belirler. Yüksek kaliteli Abkant Pres Takımları hassasiyet ve uzun ömür sağlayan çözümler için, baştan yüksek kaliteli seçenekleri dikkate almak, ileride oluşabilecek maliyetli sorunların önüne geçebilir.
“Teklif Şoku” genellikle kurulum sonrası ilk deneme sırasında yaşanır. Makine yerleştirilir, güç verilir ve ekip karmaşık parçaları şekillendirmeye hazırdır—ancak satın alma kapsamında gelen “standart paket”in gerekli hassasiyeti sağlayamadığı ortaya çıkar. Bu eksiklik tesadüf değildir; sermaye harcamaları (CapEx) ile işletme giderleri (OpEx) arasındaki gerilim tarafından şekillenen takım tezgahı pazarının yapısından kaynaklanır.
Makine üreticilerinin ilan edilen fiyatı cazip tutmak için birçok nedeni vardır. Çünkü yüksek kaliteli, hassas taşlanmış kalıplar standart setlerden üç ila beş kat daha pahalı olabilir; bu yüzden bunları ilk fiyat teklifine dahil etmek CapEx’i alıcının bütçesinin ötesine itebilir. Bunun sonucunda, kalıplar genellikle sonradan düşünülür ya da harcanabilir bir OpEx kalemi olarak yeniden sınıflandırılır—böylece temel yatırım kararından fiilen ayrılmış olur.
Makine ile kullanım amacı arasında da içkin bir uyumsuzluk vardır. 200 tonluk bir abkant pres çok yönlü, uzun ömürlü bir ekipmandır. Ancak kalıplama son derece uygulamaya özgüdür. Üretici, derin kutu kurulumlarına mı, yüksek mukavemetli çelik için özel yarıçaplara mı, yoksa ince kozmetik paneller için ezme kalıplarına mı ihtiyacınız olacağını öngöremez. Sonuç olarak, tonajı sağlasa da bunu kontrol edecek hassas geometriden yoksun bir teslimat gerçekleşir—ve son kullanıcı bunu beklenmedik, maliyetli ek alımlarla kapatmak zorunda kalır.
“Teklif Şoku”nu dengelemek için düşük maliyetli kalıplar seçmek, tüm üretim sürecinde verimliliği zedeleyen zincirleme bir reaksiyonu tetikler. Bu yalnızca kalıbın ömrüyle ilgili değildir—metal şekillendirmenin fizik yasalarına doğrudan etki eder.
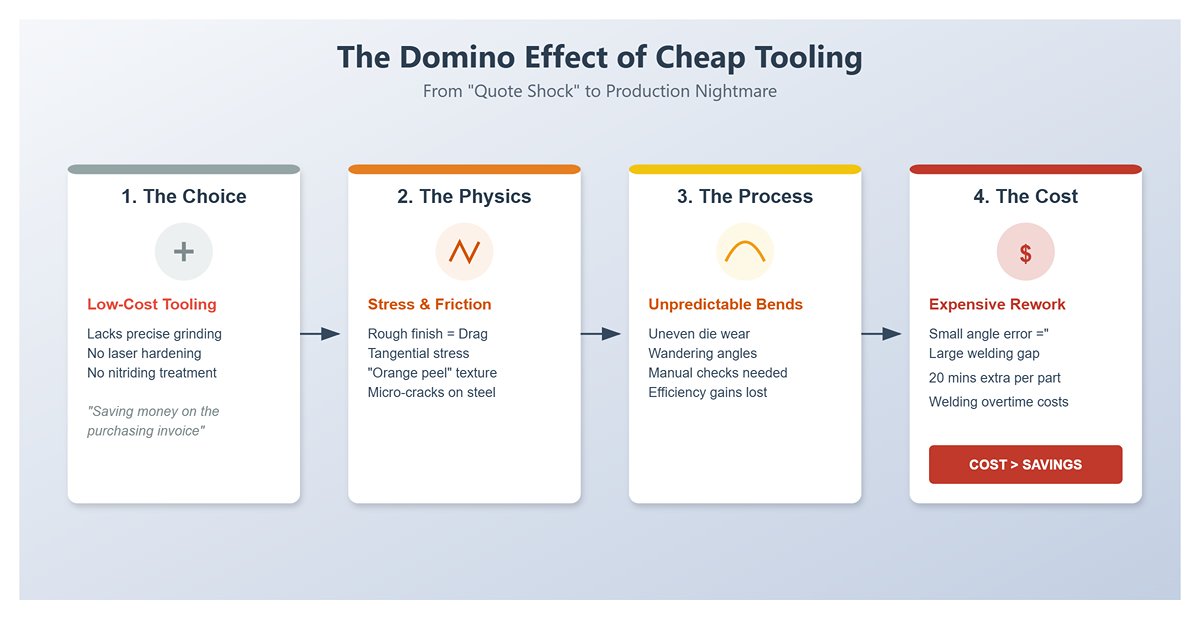
Düşük maliyetli kalıplarda, yüksek kaliteli seçeneklerde standart olan hassas taşlama ve gelişmiş yüzey işlemleri—örneğin lazer sertleştirme veya nitrasyon—genellikle bulunmaz. Bu eksiklik daha pürüzlü bir yüzey oluşturur ve bükme sırasında sürtünmeyi artırır. Mikroskobik ölçekte, bu ek sürtünme malzemeyi gereksiz teğetsel gerilime maruz bırakır. Operatörler bunu genellikle bükme yarıçapı boyunca “portakal kabuğu” yüzeyi olarak veya yüksek mukavemetli çeliklerle çalışırken çekme tarafında oluşan ince çatlaklar olarak gözlemler.
Bir sonraki sonuç, öngörülemeyen geri esnemedir. Hassas kalıplar, bir malzemenin bükme sonrası elastik geri kazanımını tahmin ve kontrol etmek için tam geometrilere dayanır. Ancak ucuz kalıplar, özellikle daha az dayanıklı malzemelerden yapıldıkları için, kalıp omuzlarında düzensiz aşınır. Bu omuzlar planlanan yarıçaplarını düzensiz biçimde kaybettikçe, malzemenin direnci değişir ve bükü açıları sapar. Bu da operatörleri her üçüncü parçayı manuel olarak kontrol edip ayarlamaya zorlar ve modern, yüksek hızlı bir abkant presin verimlilik kazanımlarını ortadan kaldırır.
En maliyetli sonuç yeniden işlemedir. Abkant presindeki görünüşte küçük bir açısal fark, kaynak aşamasında önemli bir boşluğa dönüşür. Bu boşluğu doldurup taşlamak için bir kaynakçının ekstra yirmi dakika harcaması, uygun fiyatlı bir kalıptan sağlanan tasarruftan çok daha maliyetlidir. Tasarruf, satın alma faturasına yansır ancak gerçek maliyetler kaynak bölümündeki fazla mesai saatlerinde gizlidir.
Aşırı hassasiyet gerektiren işler veya paslanmaz çelik gibi yüksek kaliteli malzemelerle çalışırken, doğru Panel Bükme Takımları ve hassas kalıpları seçmek geri esneme ve yeniden işleme oranlarını önemli ölçüde azaltabilir.
Kusurlar ortaya çıktığında, refleks olarak suç genellikle makinenin kalibrasyonuna atılır. Oysa gerçekte doğru kaynağı belirlemek, “Altın Üçgen” olarak bilinen yapılandırılmış bir teşhis yöntemi gerektirir; bu yöntem Makine, Kalıplama ve Malzeme arasındaki dinamik ilişkiyi inceler.
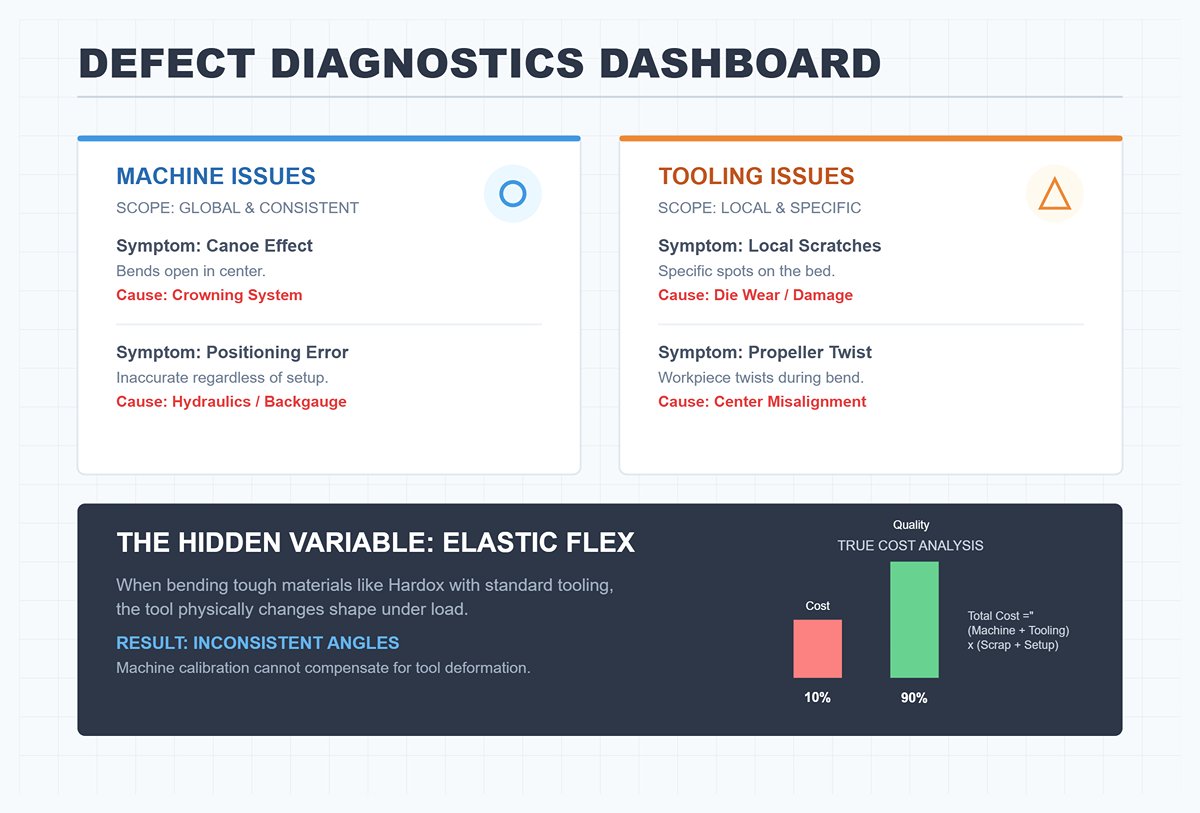
Makine Kaynaklı Sorunlar: Hata, tüm üretim boyunca geniş ve tutarlıysa, işe makineyi inceleyerek başlayın. Klasik bir örnek, uçlarda bükmelerin doğru, ancak ortada açık olduğu “Kano Etkisi”dir—bu, gövde esnemesini telafi eden taçlandırma sisteminde bir sorun olduğunu gösterir. Benzer şekilde, arka dayama (backgauge) konumlaması kullanılan kalıptan bağımsız olarak doğruluğunu kaybediyorsa, sorunun kökü makinenin mekanik veya hidrolik sistemlerinde aranmalıdır.
Kalıplama Sorunu: Kusurlar yalnızca belirli alanlarda veya belirli özelliklerde ortaya çıktığında, genellikle suçlu kalıptır. Örneğin, bir çizik yalnızca belirli bir kalıpta oluşuyorsa veya bükülme açısı yalnızca yatağın belirli bir noktasında kayıyorsa, kalıbın omuzlarında aşınma veya ucunda hasar olup olmadığını kontrol edin. Ayrıca, zımba ve kalıp merkezleri arasındaki hizalamayı doğrulayın; küçük bir hizasızlık bile iş parçasının “pervane” şeklinde bükülmesine neden olabilir — bu, yalnızca makine ayarlarıyla düzeltilemeyen bir bozulmadır.
Gizli Değişken: Birçok durumda, makine hassasiyeti problemi gibi görünen şey aslında malzeme ve kalıp sertliği arasındaki bir uyumsuzluktur. Hardox gibi zorlu, aşındırıcı çelikleri standart 42CrMo kalıplarla bükmeye çalışmak yaygın bir hatadır. Aşırı temas basınçlarında kalıp mikroskobik elastik esnemeye uğrar—şekli çok az da olsa değişir—bu da tutarlı açı kontrolünü imkansız hale getirir. En hassas CNC kalibrasyonu bile yük altında fiziksel olarak eğilen bir kalıbı telafi edemez.
Doğru maliyet değerlendirmesi yalnızca ilk satın alma fiyatına bakmamalıdır. Gerçek denklem, makine maliyeti artı kalıp maliyetinin, hurda oranı ve kurulum süresiyle çarpılmasıdır. Kalıp, başlangıç yatırımının ’undan azını oluşturabilir, ancak bitmiş ürün kalitesinin ’ına kadarını belirler.
Bizimle iletişime geçin imalat gereksinimlerinize uygun malzemeleri seçmede veya kalıp uyumluluğunu teşhis etmede yardıma ihtiyacınız olursa.
Birçok operatör, kalıp sistemini belirlemek için orijinal satın alma belgelerini bulmanız veya flanş genişliklerini hassas kumpaslarla ölçmeniz gerektiğini varsayar. Gerçekte bu gerekli değildir. Tanımlama, kalıbın iki ana özelliğini gözlemlemeye dayanır: “boyun” (bağlama tırnağı) ve “omuzlar” (yük taşıyan yüzeyler).
Kalıp ile makine koçu arasındaki bağlantı, maksimum basınçtan kurulumun ne kadar hızlı tamamlanabileceğine kadar her şeyi belirler. Zımbanın nasıl tutulduğunu ve kuvvetin nasıl aktarıldığını inceleyerek kalıp serinizi neredeyse anında sınıflandırabilirsiniz.
Tüm belirgin göstergeler zımbanın üst kısmında bulunur.
Amerikan Tarzı: Basit Tırnak
Zımba üstü, karmaşık şekiller olmadan yalnızca düz, dikdörtgen bir bloksa, Amerikan Planya (Geleneksel) kalıbına bakıyorsunuz demektir.
Avrupa Tarzı (Promecam): Ofset Kanca — Bu tasarım, dünya çapında en yaygın olanıdır ve karakteristik asimetrik profiliyle kolayca ayırt edilir.
Wila / Yeni Standart (NS): Güvenlik Düğmesi — Bir zımba işlenmiş olmaktan çok özel olarak tasarlanmış görünüyorsa, muhtemelen Yeni Standart sisteminin bir parçasıdır.
| Kalıp Stili | Ana Görsel İşaretleyici | Kuyruk Ölçüleri ve Özellikleri | Kuvvet Mantığı / Tasarım | Sıkıştırma veya Yükleme Mekanizması | Ek Notlar |
|---|---|---|---|---|---|
| Amerikan Tarzı (Planya / Geleneksel) | Karmaşık şekilleri olmayan basit, dikdörtgen kuyruk | Kuyruk yaklaşık 0.5 inç (12.7 mm) genişliğinde; düz ve dik projeksiyon | Doğrusal kuvvet yolu — zımba ucu doğrudan kuyruk merkezinin altında | Yatay sıkıştırma çubuğu, vidalarla kuyruğu yana bastırır | Hizalama kurulumlar arasında değişebilir |
| Avrupa Tarzı (Promecam) | Ofset kanca profili; asimetrik şekil | İnce kuyruk (~13 mm), bir tarafında güvenlik oluğu veya kancası bulunur | Ofset tasarım — zımba ucu daha derin bükümler için geriye kaydırılmıştır | Sıkıştırma tertibatı ile çakışmayı önlemek için ofset yapı kullanır | Z1 ile Z2 ofseti (≈7 mm) eşleşmelidir, aksi halde bükme hizası bozulur |
| Wila / Yeni Standart (NS) | Ortada yer alan yaylı güvenlik düğmesi | Entegre düğmeli veya pimli geniş kuyruk (~20 mm) | Amaca uygun, hassas hizalama tasarımı | Dikey Takım Yükleme — zımbayı yerine kaldırın, düğme kelepçe devreye girmeden kilitlenir | Kolaylık ve güvenlik için tasarlanmıştır; modern kurulumlarda yaygındır |
“Yeni Standart” yalnızca Wila veya Trumpf'tan bir pazarlama ifadesi değildir; geleneksel Amerikan ve Avrupa sistemlerinin sınırlamalarını aşmak için oluşturulmuş kesin tanımlı bir mühendislik spesifikasyonunu ifade eder. Amacı, zaten mükemmel şekilde hizalanmış olması gereken takımların ince ayarına harcanan zamanı — “kurulum boşluğunu” — ortadan kaldırmaktır.
Yeni Standart sistemin kalbinde Kendi Kendine Yerleşme teknolojisi vardır. Geleneksel Amerikan kurulumlarında, kelepçeyi sıkmak zımbayı hafifçe eğebilir. Buna karşılık, Yeni Standart'ın hidrolik veya pnömatik mekanizması, kelepçeleme sırasında takımı aktif olarak yukarı doğru tutucuya çeker, yük taşıyan yüzeye tutarlı ve hassas şekilde oturmasını sağlar ve her seferinde doğru dikey hizalamayı garanti eder.
Ayrıca, Yeni Standart sistemi Tx/Ty Eksenel Doğruluk. konusuna güçlü şekilde odaklanır. Hem çalışma yüksekliği (Ty) hem de merkez hattı konumu (Tx) mikron seviyesinde toleranslar içinde tutulur. Bu hassasiyet seviyesi, operatörlerin aşınmış bir takımı yepyeni bir yenisiyle değiştirmesine veya farklı üretim partilerinden bölüm takımlarını birleştirmesine, makinenin arka dayama sistemi veya derinlik ayarlarını yeniden yapılandırmak zorunda kalmadan olanak tanır.
Tamamen yeni takımlar satın almaktan kaçınmak amacıyla, birçok imalat atölyesi uyumsuz sistemleri bağlamak için adaptörlere başvurur — örneğin Avrupa takımlarını Amerikan makinelerine uydurmak ya da tam tersi. Fiziksel olarak çalışır hale getirilebilse de, bu durum hem hassasiyet hem de güvenlik açısından üç ince ama ciddi tehdit ortaya çıkarır.
1. Adaptör Cezası (Tonaj Düşürme)
Bir takım kurulumunun kapasitesi en zayıf bileşen tarafından belirlenir. Metre başına 150 ton kapasiteli bir zımba ile 200 tonluk bir abkant pres çalıştırabilirsiniz, ancak aradaki adaptör yalnızca metre başına 100 ton olarak derecelendirilmişse, bu daha düşük değer operasyonel sınırınız haline gelir. Birçok operatör adaptörün yük kapasitesini hesaba katmaz, bu da basınç altında kalıcı deformasyona veya ani, yıkıcı arızaya yol açabilir.
2. Birikim Hatası
Hassasiyet elde etmek, değişkenlik noktalarını en aza indirmek demektir. Tipik bir yapılandırma tek bir bağlantı içerir: Makine → Takım. Bir adaptör eklemek ekstra bir ara yüz daha ekler: Makine → Adaptör → Takım. Adaptörün toleransı ±0,02 mm ve takımın toleransı ±0,01 mm ise, bu doğruluk sapmaları birbirini götürmek yerine toplanır. Bu kümülatif “birikim” gelişmiş bombe sistemlerinin bile düzeltmekte zorlandığı açısal bozulmalara neden olabilir — özellikle havacılık veya tıbbi üretim gibi yüksek hassasiyetli alanlarda kritik öneme sahiptir.
3. Burulma Kuvveti ve Makine Hasarı
Bu, en yıkıcı mali uzun vadeli sonuçtur. Avrupa takım tasarımları ofsetlidir, yani yük merkezin dışına yerleştirilir, Amerikan abkant presleri ise merkez hizalı kuvvetleri doğrudan merkeze dik inecek şekilde tasarlanmıştır. Bir adaptör aracılığıyla bir Amerikan makinesine ofset bir Avrupa takımı monte etmek, saf dikey yük yerine tork—yani bir burulma hareketi—oluşturur. Zamanla bu burulma gerilimi, kızak kılavuzları ve makaralarda dengesiz aşınmaya neden olur, makinenin hizalama doğruluğunu kalıcı olarak azaltır.
Sistem tipinizi belirlemek yalnızca birkaç dakika sürer, ancak yanlış takım karışımı nedeniyle meydana gelen hasarı onarmak haftalar alabilir. Adaptörler kaçınılmazsa, her zaman tonaj sınırlarınızı buna göre düşürün ve kurulumun merkez çizgisinden sapma olup olmadığını kontrol edin.
Tonaj, abkant pres işlemlerinde en kritik—ve potansiyel olarak en tehlikeli—faktördür. Yanlış takım seçimi hatalı parçalara neden olabilir, ancak tonaj hesaplamasındaki bir hata ekipmanın tamamen arızalanmasına yol açabilir. Bu yalnızca bir $2,000 zımbasının kırılmasıyla ilgili değildir; yüzbinlerce dolar değerindeki bir makinenin yapısal bütünlüğünün kalıcı olarak tehlikeye girmesiyle ilgilidir.
Birçok operatör şu tehlikeli yanlış varsayım altında çalışır: “Gerekli toplam kuvvet makinenin nominal kapasitesinin altındaysa güvendeyim.” Gerçekte, bu yanlış anlama mali açıdan yıkıcı olabilir. Ekipmanınızı korumak, toplam tonajın ötesinde düşünmeyi gerektirir—yükün makine boyunca nasıl dağıldığını anlamalısınız.
Bir makinenin isim plakasında görülen “100 Ton”, hidrolik sisteminin tam çıkış kapasitesini gösterir—ancak bir noktadaki maksimum yapısal dayanımı kesinlikle göstermez.
. Güvenli çalışma, iki ayrı hesabın ustaca yapılmasını gerektirir: Dağıtılmış Yük Kapasitesi ve Takım Noktasal Yükü. Dağıtılmış Yük Kapasitesi makinenin tüm uzunluğu boyunca kuvvet eşit olarak dağıtıldığında ne kadar yükü taşıyabileceğini tanımlar. Abkant presler genellikle tam uzunlukta dağıtılmış yüklere dayanacak şekilde tasarlanır. Örneğin, 10 fit (3 metre) uzunluğunda ve 100 ton kapasiteli bir pres,.
ayak başına 10 ton (yaklaşık metre başına 33 ton) beş katı yapısal sınırına sahiptir. Görünmeyen tehlike şudur: Kuvvetin 50 tonunu yatağın ortasındaki tek bir 1 fitlik segmente yoğunlaştırırsanız, hidrolikler bu kuvveti açıkça sağlar—çünkü 50 ton, 100 tonluk hidrolik kapasitenin oldukça altındadır. Ancak siz aslında.
o belirli kızak ve yatak bölgesinde yapısal sınırı (ayak başına 10 ton) aşmış olursunuz. Hidrolik basınç dayanabilir, ancak çelik gövde felaket bir şekilde hasar görebilir. Takım Noktasal Yükü.
Şu örneği düşünün: 4 inç (100 mm) uzunluğunda bir kalıp segmentiyle çalışıyorsunuz ve hesaplamalarınız bükme işlemi için 20 ton kuvvet gerektiğini gösteriyor.
Kalın levhayı kısa kalıp segmentleriyle bükmek, kalıcı pres freni hasarlarının en yaygın nedenlerinden biridir. Bu uygulama, aşırı kuvvet yoğunlaşmasının makinenin kritik bileşenlerinin akma dayanımını aştığı bir “Tehlike Bölgesi” oluşturur.
20 mm veya 1 inç genişliğinde kısa bir kalıp segmenti kullandığınızda, hidrolik silindirlerden gelen muazzam basınç kalıp omzu aracılığıyla koç üzerine etkili şekilde dağılmaz. Bu, yumuşak zeminde spor ayakkabı giymekle uzun topuklu ayakkabı giymek arasındaki fark gibidir: uzun topuk, yük çok küçük bir temas alanına yoğunlaştığı için batar.
Makinenin merkezinde “ayak başına ton” sınırını aşmak şuna neden olur: Koç Bozulması—koçun (üstteki hareketli kirişin) çeliği, elastik sınırının ötesinde sıkıştırılarak kalıcı olarak deforme olur.
Ayrıca şuna da dikkat edin: Göçme Tonajı. “Bottoming” veya “coining” işlemlerinde kalıp, fiilen alt kalıp yuvasına kesme yapmaya çalışır. Dar ray sistemlerinde sınırlı temas alanı, basıncı tutucunun oluklarına iter. Denetiminizde alt tutucuda çöküntüler fark ederseniz, tutucudaki bu oyuklara kalıbın “batması” muhtemelen bükme açıları arasındaki tutarsızlığın nedenidir—makine kalibrasyonu değil.
Bir pres frenin “Maksimum Kapasitesi”ni, bir arabanın devir göstergesindeki kırmızı çizgi gibi düşünün—burası tehlike bölgesini gösterir, normal çalışma hızını değil. Bunu günlük hedefiniz haline getirmek, erken arızanın tarifidir.
Uzun vadeli güvenilirlik için, şu ilkelere uyun 60% Kuralı Merkez hattı yüklemesi yaparken. Eğer makinenin ortasında kısa parçaları büküyorsanız, hidrolik sistemin teknik olarak ne kadarına izin verirse versin, hiçbir zaman toplam nominal tonajının 60%'ini aşmayın. Tam tonaj kullanmak kaçınılmazsa, stresi eşit şekilde dağıtmak için yatağın çoğunu kaplayan takımları kullanın.
Her zaman abkant presinizin yorulma ömrünü hesaba katın. Günlük olarak maksimum kapasitede çalışmak, tekrarlanan gerilme döngüleri nedeniyle hidrolik contalar, valfler ve hatta makinenin gövdesinde aşınmayı hızlandırır. Eğer düzenli iş yükünüz 90 ton kuvvet gerektiriyorsa, 100 tonluk bir abkant prese güvenmek sınırları zorlamak demektir. Bunun yerine, rutin görevlerin güvenli ve sürdürülebilir bir yük aralığında kalması için 150 tonluk bir model tercih edin.
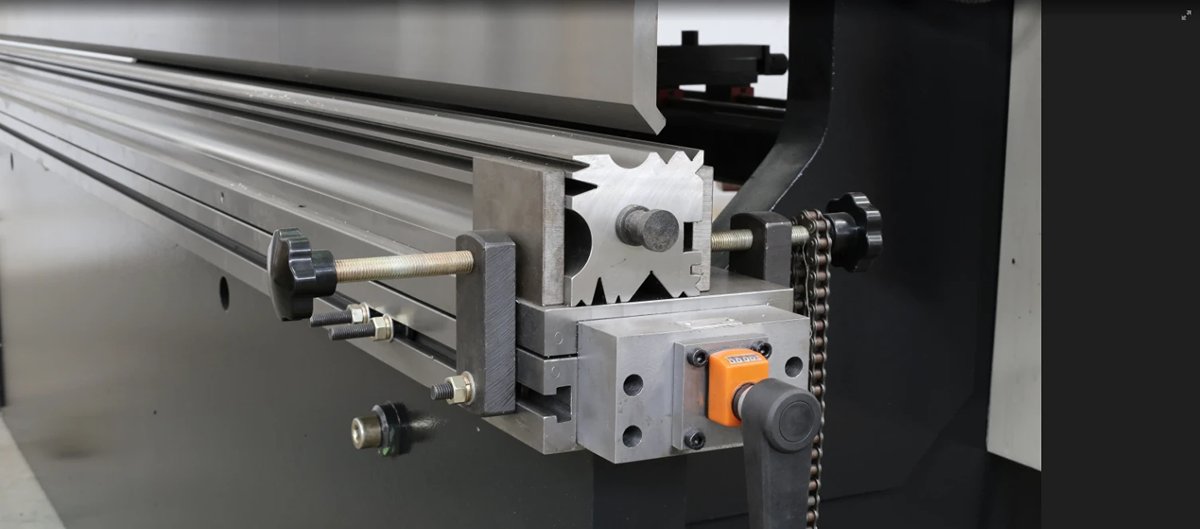
Hızlı Kazanç: Kalıp Tutucu Muayenesi
Abkant presinizin yanına gidin ve alt kalıp tutucusunun üst yüzeyine—kalıbın oturduğu düz alana—parmaklarınızı gezdirin. Herhangi bir çıkıntı, çöküntü veya oluk fark ediyor musunuz?
Metal imalatında, birçok kişi gerçekten çok yönlü bir atölyenin her türlü profil için kapsamlı ve son derece özel kalıplardan oluşan bir koleksiyona sahip olması gerektiğine inanır. Aslında bu yaklaşım maliyetli ve yanlıştır. En kârlı abkant pres operasyonları en fazla takıma sahip olanlar değil; doğru takımlara sahip olan ve onları en yüksek potansiyelleriyle nasıl kullanacağını bilenlerdir.
Basitleştirilmiş bir takım kütüphanesi çelik biriktirmekle ilgili değildir; sertleştirilmiş takım yatırımınızın üretimde somut bir getiri sağlamasını garanti etmekle ilgilidir. İyi düzenlenmiş, verimli bir kütüphane ile bir “mezarlık”—ihmal edilmiş, paslı kalıplardan oluşan sıralar—arasındaki fark, hangi araçların gerçekten vazgeçilmez olduğunu ve hangilerinin niş birer ayrıcalık olduğunu tanımaktır.
En verimli takım dizilişlerini keşfetmek için en sonuncusunu indirin Broşürler.
Abkant pres takımları yakın şekilde Pareto İlkesi’ni takip eder: imalatın 80%’si yalnızca 20% takım profiliyle gerçekleştirilir. Çok fazla atölye, varsayımsal senaryolar için son derece özel kalıplar satın alma tuzağına düşer, bu da asıl temel takımların üstün kaliteli versiyonlarına yatırım yapılabilecek sermayeyi bağlar.
Yalın, yüksek performanslı bir takım kütüphanesi oluşturmak için bu temel dizilişle başlayın:
Tam Boy Düz Zımba Setlerinden İki Takım: Bunlar günlük bükme işinin bel kemiğidir. Aynı takımdan iki setinizin olması, uzun bükmeleri yapmanızı veya makine yatağı boyunca çoklu kurulumlar çalıştırmanızı sağlar, böylece takımları söküp yeniden ayarlamak zorunda kalmazsınız.
Tam Boy Kaz Boyunlu Zımba Setinden Bir Takım: Bunu abkant pres takım kutusundaki “anahtar” olarak düşünün. Derin boşluk tasarımı sayesinde, kaz boyunlu bir zımba, standart düz bir zımba profiliyle çakışacak U-kanallar ve geri dönüş bükümleri gibi büyük şekiller oluşturabilir. Boşluk sorun olduğunda, bu profil eşsiz bir çok yönlülük sunar.
Boynuzlu Segmentli Zımba Takımı: Sabit uzunluktaki zımbaların belli bir yeri olsa da, kutu bükme işlemi segmentli bir kurulum gerektirir. “Kulak” ya da “boynuz” segmentlerini içeren özel bir set, operatörün kutu yanlarını, önceki işlemlerden gelen önceden bükülmüş flanşlarla takımın çarpışmasına neden olmadan şekillendirmesini sağlar.
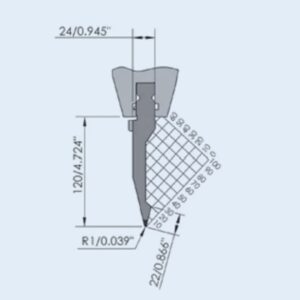
30° Sivri Kalıp Takımı: Her ne kadar 90° kalıplar genel kullanımda baskın olsa da, 30° sivri bir kalıp çok daha fazla uyarlanabilirlik sunar. Kontrollü koç derinliğiyle 30°’den 180°’ye kadar her açı bükülebilir. Ayrıca kenar düzleştirme işlemi (hemming) için—kenarları düzleştirme ön adımı olarak—temel bir bileşendir.
Hava Bükme Avantajı: Her planda belirtilen iç yarıçap için yarıçapına özel kalıplar satın alma tuzağına düşmeyin. Modern hava bükmede, bu yarıçap esas olarak V kalıp açıklığı tarafından belirlenir, zımba uç yarıçapı tarafından değil. V genişliği ve nüfuz derinliği ayarlanarak, tek bir takım setiyle farklı yarıçaplarda bükümler üretilebilir. Tam ve tekrarlanabilir bir yarıçap için hassas “tabanlama” gerekiyorsa, sık ürettiğiniz parçalar için özel yarıçap takımlarını saklayın.
Amerikan Planyalı ve Hassas Taşlanmış takımlar arasında karar verirken birçok kişi fiyat farkı konusunda tereddüt eder. Ancak bu durumda, daha düşük bir ilk maliyet zaman içinde daha iyi bir değer anlamına gelmez. Seçiminiz, tesisinizdeki hassasiyet ihtiyaçlarına ve üretim akışına bağlı olmalıdır.
Amerikan Planyalı Takımlar: Ahşaptan katmanlar kazımaya benzer bir planyalama yöntemiyle üretilir; bu üretim yöntemi işlevsel ama daha az rafine bir ürün ortaya çıkarır.
Hassas Taşlanmış Takımlar: Bu takımlar, her kritik ölçüyü—bağlama tırnağı, omuz ve uç—tek bir merkezi eksenden referans alan CNC taşlama makineleriyle bitirilir, böylece mükemmel geometrik hizalama sağlanır.
Takım geliştirmeleri isteğe bağlı lüksler değil, temel performans özellikleri olarak değerlendirilmelidir. Gelişmiş sertleştirme veya kaplamalara yatırım yapma kararı, yalnızca şekillendirilen malzemelere ve her işin gereksinimlerine göre verilmelidir.
Lazerle Sertleştirme: Geleneksel alevle sertleştirme genellikle eşit olmayan sonuçlar verir. Buna karşılık, Wila veya Wilson Tool gibi üst düzey takım markaları lazerle sertleştirme uygular. Bu yöntem, takımın çalışma bölgelerini (uç ve yük taşıyan omuzları) hızla ısıtarak kendi kendine soğuma etkisi yaratır ve en fazla 4 mm derinliğe kadar sertleştirir 60 HRC. Aynı derecede önemli olarak, takımın çekirdeği sağlam ve sünek kalır; yük altında çatlamayı önlerken aşınma yüzeylerinin son derece dayanıklı olmasını sağlar.
Galvanizli Çelik için Nitrür / TiCN Kaplamalar: Büyük miktarda galvanizli çelik işlenirken, standart takımlar hızla bozulur. Sac üzerindeki çinko tabakası neredeyse yumuşak bir mum gibi davranır—yüksek bükme basıncında kesilir ve kalıba yapışır. Bu reaksiyon, kaynama, olarak bilinir ve takım yüzeyini pürüzlendirip onunla bükülen her sonraki parçayı çizer.
Yüksek Mukavemetli Çelik için Ağır Hizmet Kaplamalar: Paslanmaz veya diğer yüksek gerilimli malzemeler bükülürken, aşındırıcı aşınma temel zorluk haline gelir. Lazerle sertleştirilmiş takımlar bile Hardox veya Domex gibi metallerin gerektirdiği aşırı temas kuvvetleri altında zamanla yıpranabilir. Bu zorlu koşullarda, dayanıklı aşınma direnci sağlayan kaplamalar, takım ucunun bütünlüğünü korumak ve doğru yarıçapını uzun süre sürdürmek için hayati önem taşır.
Satın almadan önce kendinize şu temel soruyu sorun: “Bu takım tek bir proje için mi, yoksa bir milyonun üzerinde çevrim gerçekleştirecek mi?” Eğer ikincisiyse, en yüksek kalite, hassas taşlanmış, kaplamalı seçeneğe yatırım yapmak neredeyse her zaman uzun vadede, her bükme bazında en etkin maliyetli tercihtir.
Takım bakımı sıklıkla basit bir temizle-ve-depolala görevi olarak yanlış anlaşılır. Gerçekte ise en değerli varlığınız olan hassasiyeti koruyan kritik bir güvenlik önlemidir. Yüksek kaliteli takımlar nadiren dramatik biçimde bozulur; bunun yerine, kronik bir durum gibi, yavaş yavaş kötüleşir, kurulum sürelerini sessizce artırır ve hurda oranlarını yükseltir.
Önleyici uygulamalar ve Makas Bıçakları ve Lazer Aksesuarları, için sunulan koruyucu kaplamalar, hizmet ömrünü uzatabilir ve bakım sıklığını azaltabilir.
Asıl risk, aşınmanın ne kadar fark edilmeden ilerleyebileceğinde yatar. Hizmete uygun görünen bir zımba veya kalıp, aslında önemli ama ince farklılıklarla tolerans dışına çıkmış olabilir. Takım aşınmasının belirtilerini fark etmek, makine ayarlarının peşinden gitmeyi bırakıp asıl kök neden—şekillendirme sırasında metal ile sac arasındaki etkileşim—üzerine odaklanmanızı sağlar.
Pres bükme işlemlerinde en sık rastlanan tanı hatalarından biri uzun bükümlerde ortaya çıkar. Bir operatörün 10 fit (3 metre) uzunluğunda bir paneli şekillendirdiğini düşünün: Uçlar mükemmel 90 derece ölçülürken, ortası 92 dereceye açılır ve gövde ortasında hafif bir yay oluşur, bu da bir kayık gövdesinin şeklini taklit eder.
İçgüdüsel tepki, sorunu prese yüklemek ve taçlandırma—ya da eğilme telafisi—sisteminin kalibrasyonunun bozuk olduğundan şüphelenmektir. Operatör ortayı düzeltmek için taçlandırmayı artırabilir, bu ortada 90 derecelik bir büküm sağlayabilir ama uçları fazla büker. Bu, var olmayan bir sorunun peşinde koşmanın klasik bir örneğidir.
Asıl suçlu çoğu zaman V kalıp omuzlarında. gizlidir. Operatörler küçük parçaları alışkanlıkla presin tam ortasında konumlandırdıkları için kalıbın orta bölümü uçlara göre çok daha fazla büküm yüküne maruz kalır. Zamanla, tekrarlanan temaslar omuz yarıçapını ortada yavaş yavaş aşındırır.
Aşınmış bir omuz ilk bakışta önemsiz görünebilir, ancak mekanik sonuçları oldukça ciddidir. Daha büyük, aşınmış bir yarıçap, kalıbın uçlarındaki keskin, orijinal kenarlara göre daha az sürtünme oluşturur. Bu, malzemenin ortada boşluğa daha kolay ve daha hızlı kaydığı anlamına gelir. V açıklığındaki yalnızca 0.004 inç (0.1 mm) kadar küçük bir artış bile etkin V boyutunu değiştirir ve istenen açıyı elde etmek için zımba derinliğinin ne kadar olması gerektiğini etkiler.
Bunu doğrulamak için, CNC kontrol cihazında ayar yapmaktan kaçının. Bunun yerine, V kalıp omuzunun boyunca hassas bir cetvel yerleştirin ve bir ışık kaynağına karşı bakın. Ortada ışık sızdığını fark ederseniz veya tırnağınızla belirgin bir oyuk hissederseniz, sorunu bulmuşsunuz demektir. Hidrolik taçlandırma ayarları, orijinal geometrisini kaybetmiş bir kalıp için telafi sağlayamaz.
Bir araç aşındığı kesinleştiğinde, doğal tepki onu yeniden taşlamak için göndermektir. Kağıt üzerinde, birkaç bin dolar yerine birkaç yüz dolar ödeyip yüzeyi yenilemek çok daha mantıklı görünür. Ancak bu görünürdeki tasarruf çoğu zaman pahalı bir hataya dönüşür.
Temel sorun kapalı yükseklik birörlüğünün. kaybolmasıdır. İmalatta, hassas takım setleri tam yükseklik toleranslarına göre üretilir, böylece segmentler serbestçe birleştirilebilir. Yeniden taşlama, malzeme kaldırır ve takımın genel yüksekliğini değiştirir. Atölyenizde “fabrika yüksekliği” ve “yeniden taşlanmış yükseklik” karışımı araçlar varsa ve operatör farkında olmadan bunları aynı kurulumda kullanırsa, büküm hattı boyunca ciddi açı farklılıkları ortaya çıkar.
Bu uyumsuzluğu dengelemek için operatörler takımı hizalamak amacıyla kalıbın altına ince kağıt veya metal levhalar (shim) yerleştirirler. İşte görünürdeki tasarrufun kaybolduğu nokta burasıdır. Yeniden taşlama kısa vadede maliyeti $500 kadar azaltabilir, ancak operatör her kurulumda yarım saat harcayıp şim ayarı yapmak zorunda kalırsa, işçilik maliyeti başlangıçtaki tasarrufu hızla aşar. Tipik makine saat ücretleri göz önüne alındığında, yalnızca birkaç haftalık tutarsız yükseklikli takımlarla çalışma, yeni bir kalıp almaktan daha pahalı hale gelebilir.
Dikkate alınması gereken bir metalurjik bedel de vardır. Çoğu hassas takımın yüzeyinde yalnızca 3–4 mm derinliğinde lazerle sertleştirilmiş bir tabaka bulunur—bu, takımın sertliğini ve aşınma direncini sağlayan koruyucu “zırh” tabakadır. Bir araç aşırı derecede yeniden taşlandığında, bu tabaka tamamen kaldırılabilir ve daha yumuşak çekirdek çelik ortaya çıkar. Bu gerçekleştiğinde, takım ömrü orijinal süresinin yalnızca küçük bir kısmına—çoğunlukla yaklaşık 20%’sine—düşebilir ve erken değiştirme zorunluluğu doğar. Tüm takım setinin birlikte yeniden taşlandığını ve yeniden sertleştirildiğini doğrulayamadığınız sürece—ki bu hem nadir hem de pahalı bir işlemdir—yeni bir takım satın almak neredeyse her zaman daha akıllıca ve ekonomik bir tercihtir.
Bir atölyenin hurda oranını, takım rafına sadece bir bakışla çoğu zaman tahmin edebilirsiniz. Zımbalar ve kalıplar odun parçaları gibi yatay şekilde üst üste yığılmışsa, bu atölyenin farkında olmadan kendi hassasiyetini zayıflattığının açık bir göstergesidir.
Hassas taşlanmış takımlar yaklaşık 60 HRC sertliğindedir. Bu onları basınç altında son derece güçlü, ancak aynı zamanda cam gibi kırılgan hale getirir. Sertleştirilmiş yüzeyler yığma sırasında birbirine çarptığında, mikro-çatlama oluşur. Zımba ucu veya kalıp omzundaki bu minik çatlaklar genellikle görünmezdir, ancak bunlar içinden geçen her parçada ince ama kalıcı kusurlar bırakır.
Darbe tek risk değildir. Üst üste yığılan takımlar, yüzeyler arasındaki boşluklarda nemi ve kesme sıvılarını hapseder, korozyonun başladığı “ölü bölgeler” oluşturur. Ortaya çıkan pas yalnızca görünümü bozmakla kalmaz—montaj yüzeylerini deforme eder, takımın tutucuya tam oturmasını engeller ve makine ilk vuruşunu yapmadan önce açı hatalarına yol açar.
Kesici takımları uygun şekilde saklamanın tek yolu, her parçayı izole etmektir. Takımlar, rafta gördüğünüz şeyin tam olarak mevcut olanla aynı olacak şekilde düzenlenmelidir—düzenli, korumalı ve kullanıma hazır:
Takımlarınızın ömrü takvim yılıyla değil—yaptığı hassas bükümlerin sayısıyla ölçülür. Üst düzey bir Wila veya Trumpf takımını ihmal ederseniz birkaç ay içinde hurda metale dönüşebilir. Ancak onu hassas aletlere gösterilen özenle korursanız, onlarca yıl boyunca titiz toleranslarını muhafaza edebilir.
Bir abkant pres takım kütüphanesini işletmek, bir finansal portföyü yönetmeye benzer: en değerli varlıklarınızı korumak için verimsiz olanları elemeniz gerekir. Takım rafınız bir karışıklık yığınına benziyorsa, muhtemelen fazla hurda ve yavaş kurulum süreleri nedeniyle kâr kaybediyorsunuzdur. Bir denetim sadece parça saymaktan çok daha fazlasıdır—yeteneği ve hazırlığı doğrulamaktır. Ekipmanları karışık olan atölyeler için, uyarlanabilir çözümleri entegre etmek gibi Punta ve Demir İşleme Kalıpları üretimde esnekliği artırabilir.
Sadece rafta ne olduğuna bakmayın—tam teşhis uygulayın. Raflardan her zımbayı ve kalıbı çıkarın, hem fiziksel muayeneye hem de veri analizine tabi tutun.
Fiziksel “Otopsi” Başlangıç olarak geometri: V-kalıplarınızın omuzları ve zımbalarınızın uçları boyunca hassas bir mastar yerleştirin, ardından ışığa doğru tutun. Düzensiz boşluklar veya görünür çizikler, açı tutarsızlığına neden olan takımları ortaya çıkarır—bunları hemen ayırın. Ardından yük geçmişiniinceleyin: arka ve yan taraflarda mikro çatlak veya deformasyon olup olmadığını kontrol edin. Saç teli kalınlığında bir çatlağa sahip herhangi bir takım bir varlık değil—bir tehlikedir. Hiç tereddüt etmeden hurdaya ayırın. Son olarak “sahipsiz” takımlara”dikkat edin: marka veya yükseklik olarak uyuşmayan bölünmüş setler tutarlı hava bükümünü engeller. Bunları hayati olmayan işlere atayın veya tamamen çıkarın.
Üretim Karışımı Gerçeklik Kontrolü Alet durumunu onayladıktan sonra, envanterinizi ERP üretim verileriyle karşılaştırın. 80/20 ilkesini uygulayın—gelirinizin ’ini oluşturan on malzeme kalınlığına odaklanın. Bu kalınlıklar için doğru, özel V-açılı takımlara sahip olduğunuzdan emin olun; genellikle malzeme kalınlığının 8x veya 10x’i şeklindedir.
Çok fazla atölye, uygun V8 eksik olduğu için 1 mm saclarda V16 kalıbı kullanarak idare eder—bu da kaliteyi düşürür. Aynı şekilde, 3 mm levhada gereken V24 yerine V16 kullanmak, takımın ömrünü ciddi şekilde kısaltır. Bir özel takım bir yıldan uzun süredir kullanılmadıysa, onu uzun süreli depoya alın. Kârı aktif olarak sağlayan takımlar için ana raf alanlarını ayırın.
Atölye zemininiz Amerikan, Avrupa ve Promecam sistemlerinin çeşitli makineler arasında dağınık bir şekilde durduğu uyumsuz arayüzler hurdalığını andırıyorsa, verimsizlikle karşı karşıyasınız demektir. Çözüm ekipmanın yenisiyle değiştirilmesi değil, takım düzeninizi birleştiren ve sadeleştiren akıllı bir “zarar durdurma” stratejisi uygulamaktır.
Adaptör Stratejisi
Wila New Standard veya yüksek hassasiyetli Avrupa stili gibi ileriye dönük uyumlu bir arayüz standardı seçin. Yaşlanan ekipmanlar için makineye özgü takımlar satın almak yerine, sağlam ve hassas mühendislik ürünü adaptörler. yatırımı yapın. Bunlar modern takımları eski kirişlere takmanıza imkân verir, böylece takımlarınız “köşedeki o eski preste” mahkûm kalmaz. Artık koleksiyonunuzdaki her takım tüm atölyenizde kullanılabilir, bu da etkin kullanım oranınızı anında artırır.
Görsel Yönetim ve Gölge Panolar
Takımların standartlaştırılması, operatör belirsizliğini ortadan kaldırmak anlamına da gelir. Ekibinizin 88°’lik bir zımbayı 90°’lik olandan ayırt etmek için dikkatle bakmasına gerek olmamalıdır. Sıkı renk kodlaması kullanın: 88° takımlar için mavi şerit, 90° için sarı, 30° için kırmızı uygulayın. Bu, takımın özelliklerini anında gösterir.
Depolama raflarınızda gölge panolar ile eşleştirin. Her takımın kendi konumunda şeklini çizin. Eğer takım prese takılı değilse ve gölgesinde değilse, resmen kayıptır. Bu basit görsel kontrol, “şu kaz boynu zımbayı” aramakla geçen vardiya başına ortalama 30 dakikayı ortadan kaldırabilir.”
Hafta Sonu Eylem Planı
Bu hafta sonu makineleri kapalı tutun. Bunun yerine, bir cetvel, bir işaretleyici ve bu kontrol listesiyle birlikte atölyeyi dolaşın. “Varlık portföyünüzün” büyük bir kısmının aslında sizi aşağı çektiğini keşfedeceksiniz—ancak bu yükümlülükleri fark etmek, kayıpları durdurmanın ilk adımıdır.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
