Affichage de 1–9 sur 265 résultats
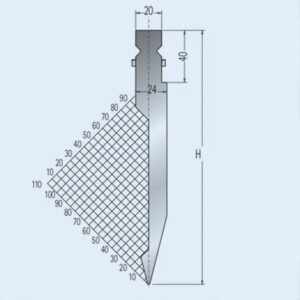
Poinçon de presse plieuse, outillage de presse plieuse Trumpf
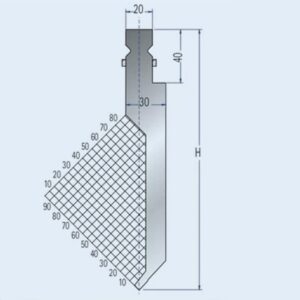
Poinçon de presse plieuse, outillage de presse plieuse Trumpf
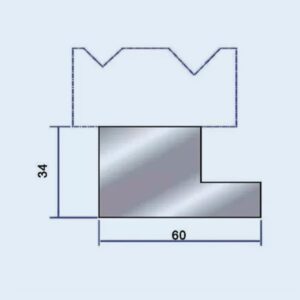
Support de matrice de presse plieuse
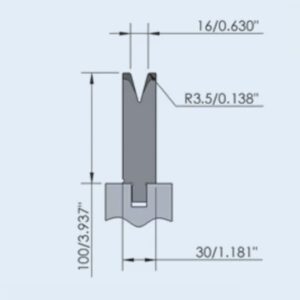
Matrice de presse plieuse, outillage de presse plieuse Wila
Poinçon de presse plieuse, outillage de presse plieuse Wila

Matrice de presse plieuse, outillage de presse plieuse Trumpf

Matrice de presse plieuse, outillage de presse plieuse Trumpf

Support de matrice de presse plieuse
Poinçon de presse plieuse, outillage de presse plieuse Trumpf
La presse plieuse fournit la force — puissance et mouvement — mais ce sont les outils qui apportent l’intelligence. Cette distinction cruciale se perd souvent lors de l’achat et refait surface plus tard sous forme de mauvaise surprise dans le bilan comptable. Si l’achat de la machine est votre ticket d’entrée dans le monde de la fabrication, la qualité de vos outils détermine si vous pouvez rester dans le jeu suffisamment longtemps pour le rendre rentable. Pour des solutions de haute qualité Outillages pour plieuses qui garantissent précision et longévité, envisager des outils haut de gamme dès le départ peut éviter des problèmes coûteux en aval.
Le “ choc du devis ” frappe généralement lors du premier essai après l’installation. La machine est fixée, mise sous tension, et l’équipe est prête à former des pièces complexes — pour découvrir que le “ lot standard ” inclus à l’achat ne peut pas fournir la précision requise. Cette omission n’est pas accidentelle ; elle est inhérente au fonctionnement du marché des machines-outils, façonné par la tension entre les dépenses d’investissement (CapEx) et les dépenses d’exploitation (OpEx).
Les constructeurs de machines ont tout intérêt à maintenir un prix affiché attractif. Comme les outils de précision haut de gamme peuvent coûter de trois à cinq fois plus cher que les ensembles standard, les inclure dans le devis initial pourrait faire dépasser le budget d’investissement du client. Par conséquent, les outils sont souvent considérés comme une réflexion secondaire ou reclassés en tant qu’élément consommable relevant des OpEx — les séparant ainsi de la décision d’investissement principale.
Il existe également un décalage intégré entre la machine et son utilisation prévue. Une presse plieuse de 200 tonnes est un équipement polyvalent et durable. Les outils, cependant, sont hautement spécifiques à l’application. Le fabricant ne peut pas prévoir si vous aurez besoin de configurations pour caissons profonds, de rayons personnalisés pour aciers à haute résistance, ou de matrices de pliage à plat pour des panneaux esthétiques fins. Le résultat est une machine livrée avec la force brute mais sans la géométrie précise pour la maîtriser — laissant à l’utilisateur final le soin de combler cet écart par des achats imprévus et coûteux.
Choisir des outils à bas prix pour compenser le “ choc du devis ” déclenche une réaction en chaîne qui compromet la productivité de l’ensemble du processus de fabrication. Cela va bien au-delà de la durée de vie des outils — cela touche directement à la physique même du formage des métaux.
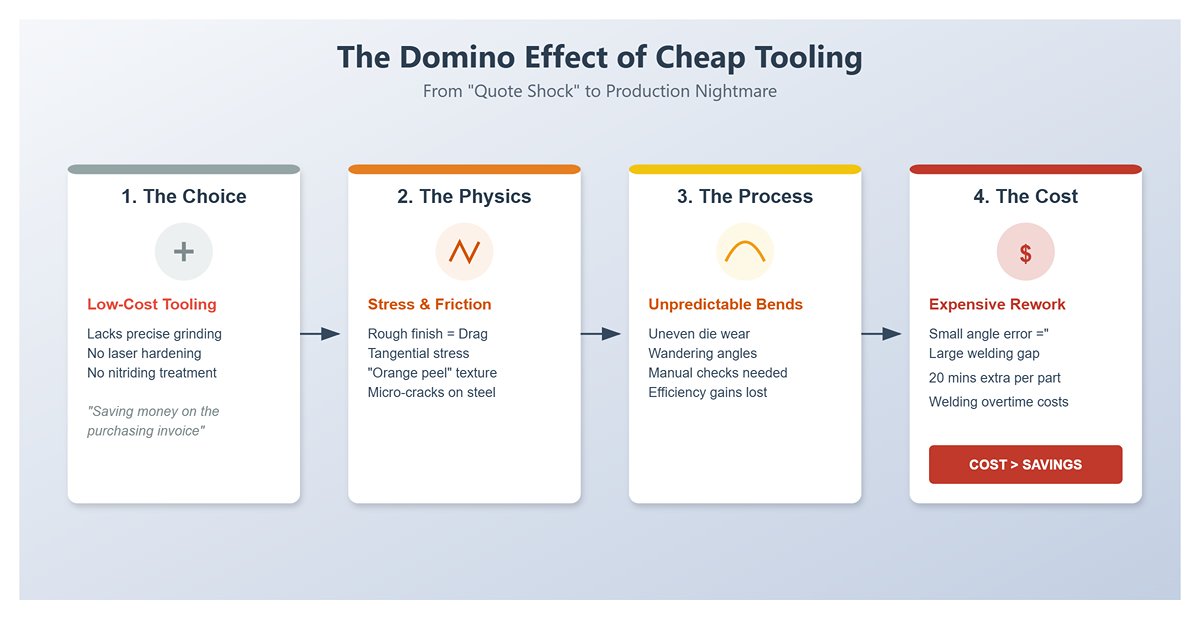
Les outils à bas prix manquent généralement de la précision d’affûtage et des traitements de surface avancés — tels que la trempe laser ou la nitruration — qui sont standard dans les options haut de gamme. Cette carence crée une finition plus rugueuse, augmentant la friction pendant le pliage. À l’échelle microscopique, ce frottement supplémentaire soumet le matériau à des contraintes tangentielles inutiles. Les opérateurs observent souvent une texture en “ peau d’orange ” le long du rayon du pli ou de fines fissures sur le côté en tension lors du travail avec des aciers à haute résistance.
La conséquence suivante est un retour élastique imprévisible. Les outils de précision reposent sur des géométries exactes pour anticiper et contrôler la récupération élastique du matériau après pliage. Les outils bon marché, en revanche, s’usent de manière inégale — en particulier au niveau des épaules de la matrice — car ils sont fabriqués à partir de matériaux moins durables. Lorsque ces épaules perdent leur rayon prévu de façon irrégulière, la résistance du matériau change, provoquant des variations dans les angles de pli. Cela oblige les opérateurs à s’arrêter et à vérifier manuellement environ toutes les trois pièces, annulant ainsi les gains d’efficacité d’une presse plieuse moderne et rapide.
La conséquence la plus coûteuse est la reprise. Une petite différence d’angle à la presse plieuse se traduit par un écart important à l’étape de soudage. Le coût supplémentaire d’un soudeur passant vingt minutes de plus à remplir et meuler cet écart dépasse largement l’économie réalisée sur la matrice bon marché. Les économies apparaissent sur la facture d’achat, mais les vrais coûts se cachent dans les heures supplémentaires du service de soudage.
Pour les travaux exigeant une précision extrême ou impliquant des matériaux haut de gamme comme l’acier inoxydable, choisir les bons Outils de pliage de panneaux et des matrices de précision peut réduire considérablement le retour élastique et le taux de reprises.
Lorsqu’un défaut apparaît, le réflexe immédiat est souvent d’incriminer un mauvais calibrage de la machine. En réalité, identifier la véritable cause exige une méthode de diagnostic structurée appelée le “ Triangle d’Or ”, qui examine la relation dynamique entre la machine, les outils et le matériau.
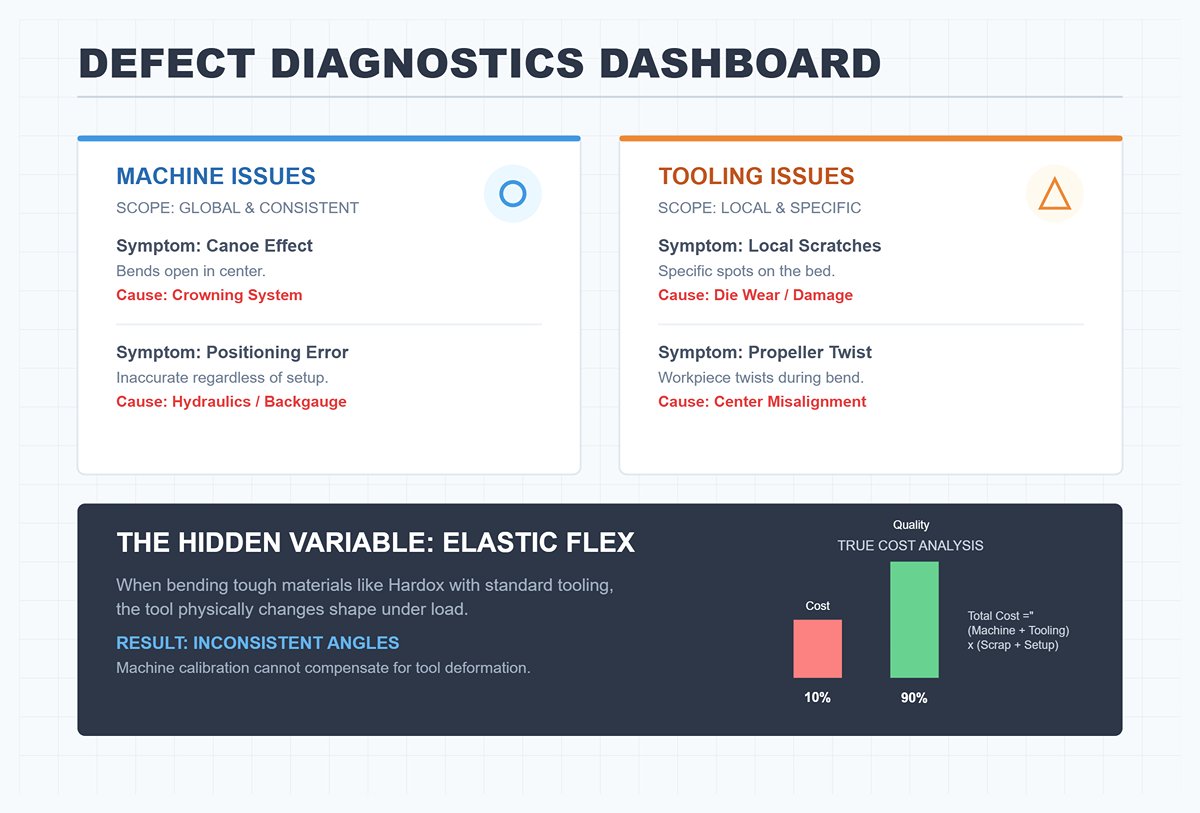
Problèmes liés à la machine : Si l’erreur est large et uniforme sur toute la série, commencez par examiner la machine. Un exemple classique est “ l’effet canoë ”, où les plis sont corrects aux extrémités mais trop ouverts au centre — signalant un problème avec le système de compensation de flèche du bâti. De même, si le positionnement du butée arrière perd en précision indépendamment du montage d’outillage, la cause du problème se situe dans les systèmes mécaniques ou hydrauliques de la machine.
Le problème lié aux outils : Lorsque des défauts apparaissent uniquement dans des zones spécifiques ou sur certaines caractéristiques, l’outillage est souvent en cause. Par exemple, si une rayure se produit exclusivement avec une matrice particulière ou si l’angle de pliage varie uniquement à un endroit précis le long du banc, vérifiez l’usure des épaules de la matrice ou les dommages à sa pointe. Vérifiez également l’alignement entre les centres du poinçon et de la matrice ; même un léger désalignement peut provoquer une torsion de la pièce en forme de “ hélice ”, une déformation qui ne peut pas être corrigée par les réglages de la machine seule.
La variable cachée : Dans de nombreux cas, ce qui semble être un problème de précision de la machine est en réalité un désaccord entre la dureté du matériau et celle de l’outillage. Tenter de plier des nuances dures et abrasives comme Hardox avec un outillage standard en 42CrMo est une erreur courante. Sous des pressions de contact extrêmes, l’outillage subit une flexion élastique microscopique — changeant très légèrement de forme — rendant le contrôle constant de l’angle impossible. Même la calibration CNC la plus précise ne peut compenser un outil qui se déforme physiquement sous la charge.
Une évaluation précise des coûts doit aller au-delà du prix d’achat initial. L’équation réelle prend en compte le coût de la machine plus le coût de l’outillage, multipliés par le taux de rebut et le temps de réglage. Bien que l’outillage représente souvent moins de 10% de l’investissement initial, il détermine jusqu’à 90% de la qualité du produit fini.
Contactez-nous si vous avez besoin d’aide pour diagnostiquer la compatibilité de l’outillage ou sélectionner des matériaux correspondant à vos exigences de fabrication.
De nombreux opérateurs pensent qu’il faut retrouver les documents d’achat d’origine ou mesurer précisément la largeur des brides avec des pieds à coulisse pour déterminer le système d’outillage. En réalité, ce n’est pas nécessaire. L’identification repose sur l’observation de deux caractéristiques clés : le “ col ” (tenon de fixation) et les “ épaules ” (surfaces porteuses de charge) de l’outillage.
La connexion entre l’outil et le coulisseau de la machine détermine tout, du tonnage maximal à la rapidité de la mise en place. En examinant la façon dont le poinçon est maintenu et comment la force est transmise, vous pouvez classer votre gamme d’outillage presque instantanément.
Tous les signes distinctifs se trouvent dans la partie supérieure du poinçon.
Style américain : Le tenon simple
Si le dessus du poinçon est simplement un bloc rectangulaire sans formes complexes, vous regardez un outillage américain de type Planer (traditionnel).
Style européen (Promecam) : Le crochet décalé — Ce design est le plus courant dans le monde et peut être facilement identifié par son profil asymétrique distinctif.
Wila / New Standard (NS) : le bouton de sécurité — Si un poinçon semble conçu spécialement plutôt que simplement usiné, il fait probablement partie du système New Standard.
| Style d’outillage | Marqueur visuel clé | Dimensions et caractéristiques de la soie | Logique / conception de la force | Mécanisme de serrage ou de chargement | Notes supplémentaires |
|---|---|---|---|---|---|
| Style américain (raboteuse / traditionnel) | Soie simple et rectangulaire sans formes complexes | Soie d’environ 0,5 po (12,7 mm) de large ; projection droite et simple | Trajectoire de force en ligne — pointe du poinçon directement sous le centre de la soie | Barre de serrage horizontale avec vis qui presse la soie latéralement | L’alignement peut varier selon les montages |
| Style européen (Promecam) | Profil de crochet décalé ; forme asymétrique | Soie fine (~13 mm) avec rainure de sécurité ou crochet sur un côté | Conception décalée — pointe du poinçon déplacée vers l’arrière pour des plis plus profonds | Utilise une configuration décalée pour éviter les interférences avec l’ensemble de serrage | Le décalage Z1 vs. Z2 (≈7 mm) doit correspondre pour éviter un mauvais alignement du pli |
| Wila / New Standard (NS) | Bouton de sécurité central à ressort intégré | Soie large (~20 mm) avec bouton ou goupille intégrée | Conception d’alignement précis, spécialement conçue | Chargement vertical de l’outil — soulevez le poinçon en place, le bouton se verrouille avant que le serre-outil ne s’engage | Conçu pour la commodité et la sécurité ; courant dans les configurations modernes |
“ New Standard ” n’est pas qu’une expression marketing de Wila ou Trumpf ; elle désigne une spécification d’ingénierie précisément définie, créée pour surmonter les limites des systèmes américains et européens traditionnels. Son objectif est d’éliminer le “ fossé de réglage ” — le temps perdu à ajuster des outils qui devraient déjà être parfaitement alignés.
Au cœur du système New Standard se trouve la technologie d’auto-positionnement. Dans les configurations américaines classiques, le serrage du collier peut légèrement incliner le poinçon. En revanche, le mécanisme hydraulique ou pneumatique du New Standard tire activement l’outil vers le haut dans le porte-outil pendant le serrage, assurant un appui constant et précis contre la surface portante et garantissant un alignement vertical parfaitement exact à chaque fois.
De plus, le New Standard met fortement l’accent sur la précision axiale Tx/Ty. La hauteur de travail (Ty) et la position de la ligne médiane (Tx) sont maintenues dans des tolérances de l’ordre du micron. Ce niveau de précision permet aux opérateurs de remplacer un outil usé par un outil neuf, ou de combiner des outils segmentés provenant de lots de production différents, sans avoir à reconfigurer la butée arrière de la machine ni à ajuster la profondeur.
Afin d’éviter l’achat d’un outillage entièrement neuf, de nombreux ateliers de fabrication utilisent des adaptateurs pour connecter des systèmes incompatibles — par exemple, installer des outils européens sur des machines américaines, ou l’inverse. Bien que cela puisse fonctionner physiquement, cela introduit trois menaces subtiles mais sérieuses pour la précision et la sécurité.
1. La pénalité de l’adaptateur (réduction de tonnage)
La capacité d’un montage d’outillage est dictée par son composant le plus faible. Vous pouvez utiliser une presse plieuse de 200 tonnes avec un poinçon évalué à 150 tonnes par mètre, mais si l’adaptateur entre les deux est évalué à seulement 100 tonnes par mètre, cette valeur inférieure devient votre limite opérationnelle. Beaucoup d’opérateurs ne prennent pas en compte la résistance de charge de l’adaptateur, ce qui peut entraîner une déformation permanente ou une défaillance soudaine et catastrophique sous pression.
2. Erreur d’empilement
Obtenir la précision signifie minimiser les points de variance. Une configuration typique comprend une seule connexion : machine → outil. L’ajout d’un adaptateur introduit une interface supplémentaire : machine → adaptateur → outil. Si l’adaptateur a une tolérance de ±0,02 mm et l’outil ±0,01 mm, ces imprécisions s’additionnent plutôt que de s’annuler. Cette “ erreur d’empilement ” cumulative peut provoquer des distorsions angulaires que même les systèmes de compensation avancés ont du mal à corriger — particulièrement critique dans des domaines de haute précision comme l’aéronautique ou la fabrication médicale.
3. Force de torsion et endommagement de la machine
C’est la conséquence à long terme la plus dévastatrice sur le plan financier. Les conceptions d’outils européennes sont décalées, ce qui signifie que la charge est positionnée en dehors du centre, tandis que les presses plieuses américaines sont conçues pour des forces en ligne directement au centre. Monter un outil européen décalé sur une machine américaine à l’aide d’un adaptateur génère un couple — un mouvement de torsion — au lieu d’une charge verticale pure. Avec le temps, cette contrainte de torsion provoque une usure inégale des guides et gib de la coulisse, réduisant de manière permanente la précision d’alignement de la machine.
Déterminer le type de votre système ne prend que quelques minutes, mais réparer les dommages causés par un mélange inapproprié d’outils peut prendre des semaines. Si les adaptateurs sont inévitables, réduisez toujours vos limites de tonnage en conséquence et vérifiez que la configuration ne s’écarte pas de la ligne médiane.
Le tonnage est le facteur le plus critique — et potentiellement le plus dangereux — dans les opérations de presse plieuse. Un choix d’outillage incorrect peut entraîner des pièces défectueuses, mais des erreurs dans le calcul du tonnage peuvent provoquer une défaillance totale de l’équipement. Il ne s’agit pas seulement de casser un poinçon $2,000 ; il s’agit de la possibilité très réelle de compromettre de manière permanente l’intégrité structurelle d’une machine valant des centaines de milliers de dollars.
De nombreux opérateurs travaillent selon une hypothèse dangereusement erronée : “ Si la force totale requise est inférieure à la capacité nominale de la machine, je suis en sécurité. ” En réalité, cette mauvaise compréhension peut être financièrement désastreuse. Protéger votre équipement signifie penser au-delà du tonnage total — vous devez comprendre comment la charge est répartie sur la machine.
Les “ 100 tonnes ” affichées sur la plaque signalétique d’une machine reflètent la pleine capacité de sortie de son système hydraulique — cela signifie pas indique la résistance structurelle maximale du bâti en un point précis. Une utilisation sûre exige la maîtrise de deux calculs distincts : la capacité de charge répartie et la charge ponctuelle de l’outillage.
Capacité de charge répartie décrit la quantité de force que la machine peut supporter lorsqu’elle est répartie uniformément sur toute sa longueur. Les presses plieuses sont généralement conçues pour supporter une charge répartie sur toute leur longueur. Par exemple, une presse plieuse de 10 pieds (3 mètres) évaluée à 100 tonnes offre une limite structurelle de 10 tonnes par pied (environ 33 tonnes par mètre).
Voici le danger caché : si vous concentrez 50 tonnes de force sur un seul segment de 1 pied au centre du banc, le système hydraulique fournira sans effort cette force — puisque 50 tonnes sont bien en dessous de la capacité hydraulique de 100 tonnes. Pourtant, vous avez en réalité imposé cinq fois la limite structurelle (10 tonnes par pied) sur cette section spécifique du coulisseau et du banc. La pression hydraulique peut tenir, mais la structure en acier pourrait céder de manière catastrophique.
Charge ponctuelle d’outillage est l’autre seuil critique. Tout comme les machines ont des limites structurelles, chaque poinçon et matrice possède un point de rupture. Les fabricants d’outillage haut de gamme — comme Wila ou Trumpf — indiquent une “ charge maximale ” dans leurs catalogues, généralement exprimée en tonnes par mètre ou par pied.
Considérez cet exemple : vous travaillez avec un segment d’outillage de 4 pouces (100 mm), et vos calculs montrent que le pli nécessitera une force de 20 tonnes.
Utiliser des segments d’outillage courts pour plier des tôles épaisses est l’une des causes les plus fréquentes de dommages durables sur les presses plieuses. Cette pratique crée une “ zone de danger ” où la concentration extrême de la force dépasse la limite élastique des composants critiques de la machine.
Lorsque vous choisissez un segment d’outil court—disons, 20 mm ou 1 pouce de large—la pression immense des cylindres hydrauliques ne peut pas se disperser efficacement à travers l’épaulement de l’outil jusqu’au coulisseau. C’est comme la différence entre porter des baskets ou des talons aiguilles sur un sol mou : le talon s’enfonce car la charge est concentrée sur une minuscule zone de contact.
Dépasser la limite de “ tonnes par pied ” au centre de la machine provoque Flambage du coulisseau—là où l’acier du coulisseau (la poutre mobile supérieure) est comprimé au-delà de sa plage élastique et se déforme de manière permanente.
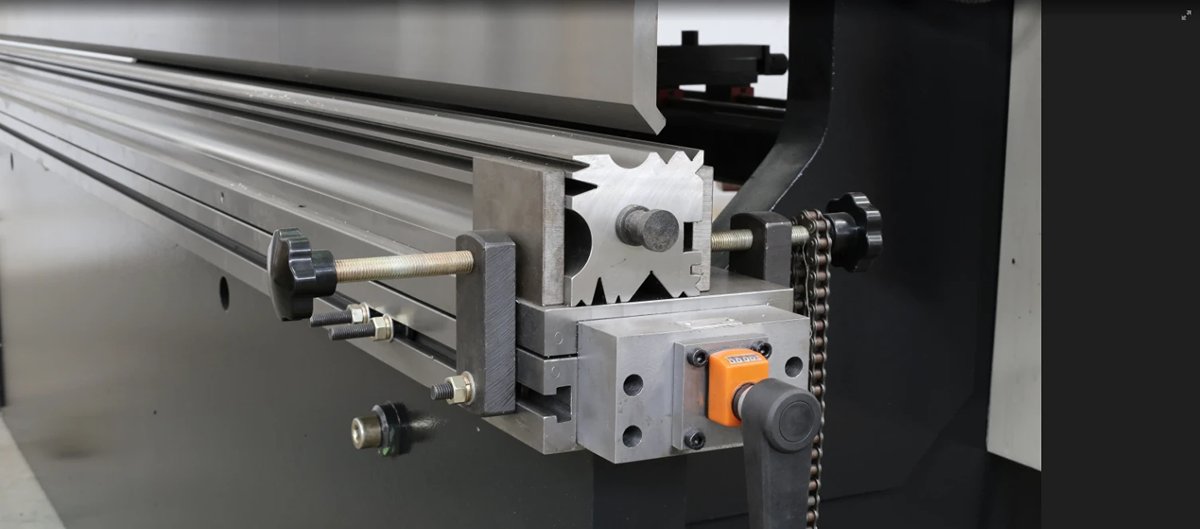
De plus, soyez attentif au Tonnage d’enfoncement. En matriçage ou en coinçage, l’outillage tente effectivement de s’enfoncer dans le porte‑matrice. Sur les systèmes à rail étroit, la zone de contact limitée concentre la pression dans des rainures du support. Si votre inspection révèle des creux dans le porte‑matrice inférieur, les angles de pliage incohérents sont probablement dus à la matrice qui “ s’enfonce ” dans ces cavités—et non à un mauvais calibrage de la machine.
Considérez la “ capacité maximale ” d’une presse plieuse comme la ligne rouge sur le compte‑tours d’une voiture : elle indique la zone de danger, pas la vitesse de fonctionnement normale. La considérer comme votre cible quotidienne est la recette d’une défaillance prématurée.
Pour une fiabilité à long terme, suivez les Règle 60% lors du pliage sur la ligne médiane. Si vous pliez de petites pièces au centre de la machine, ne dépassez jamais 60% de la puissance nominale totale, quelle que soit la capacité technique de l’hydraulique. Lorsque la pleine puissance est inévitable, utilisez des outils couvrant la majeure partie du banc pour répartir la contrainte de manière uniforme.
Tenez toujours compte de la durée de vie en fatigue de votre presse plieuse. Travailler à pleine capacité jour après jour accélère l’usure des joints hydrauliques, des valves et même du bâti de la machine en raison des cycles répétés de contraintes. Si votre charge de travail habituelle exige 90 tonnes de force, compter sur une presse plieuse de 100 tonnes revient à la pousser à la limite. Choisissez plutôt un modèle de 150 tonnes afin que les tâches courantes restent dans une plage de charge sûre et durable.
Astuce rapide : l’inspection du porte-matrice
Allez à votre presse plieuse et passez vos doigts le long de la surface supérieure du porte-matrice inférieur — la zone plane où repose la matrice. Remarquez-vous des arêtes, des creux ou des rainures ?
En fabrication métallique, beaucoup pensent qu’un atelier vraiment polyvalent doit posséder une vaste collection de matrices très spécialisées pour affronter chaque profil imaginable. En réalité, cette approche est coûteuse et erronée. Les opérations de presse plieuse les plus rentables ne possèdent pas le plus d’outils : elles possèdent les bons outils et savent les utiliser à leur plein potentiel.
Une bibliothèque d’outillage rationalisée ne consiste pas à accumuler de l’acier ; il s’agit de s’assurer que chaque investissement dans un outillage trempé génère un rendement tangible en production. La différence entre une bibliothèque bien conçue et productive et un “ cimetière ” — des rangées de matrices négligées et rouillées — réside dans la capacité à reconnaître quels outils sont réellement indispensables et lesquels ne sont que des caprices spécialisés.
Pour découvrir les gammes d’outillage les plus efficaces, téléchargez notre dernière Brochures.
L’outillage de presse plieuse suit de près le principe de Pareto : 80% de la fabrication est réalisée avec seulement 20% de profils d’outils. Trop d’ateliers tombent dans le piège d’acheter des matrices très spécialisées pour des scénarios hypothétiques, immobilisant ainsi un capital qui pourrait être investi dans des versions de meilleure qualité des outils de base.
Pour constituer une bibliothèque d’outillage allégée et performante, commencez avec cette sélection essentielle :
Deux jeux de poinçons droits pleine longueur : Ce sont la colonne vertébrale du travail de pliage quotidien. Avoir des jeux en double vous permet de gérer de longs plis ou d’effectuer plusieurs configurations le long du banc de la machine sans devoir démonter et réinstaller les outils.
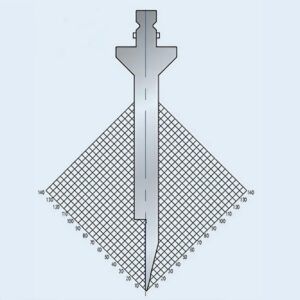
Un jeu de poinçons col de cygne pleine longueur : Considérez-le comme la “ clé maîtresse ” de la boîte à outils de la presse plieuse. Grâce à sa conception à grand dégagement, un poinçon col de cygne peut former d’importants canaux en U et des plis de retour — des formes qui entreraient en conflit avec le contour d’un poinçon droit standard. Lorsque le dégagement pose problème, ce profil offre une polyvalence inégalée.
Un jeu de poinçons segmentés avec cornes : Bien que les poinçons à longueur fixe aient leur utilité, le pliage de boîtes exige une configuration segmentée. Un kit comprenant des segments spécialisés appelés “ oreilles ” ou “ cornes ” permet à l’opérateur de former les côtés de la boîte sans que l’outillage n’entre en collision avec les rebords déjà pliés des opérations précédentes.
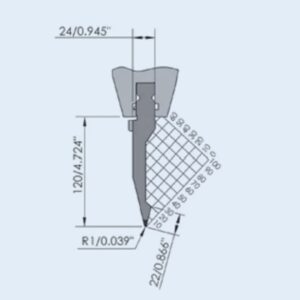
Un jeu de matrices aiguës à 30° : Bien que les matrices à 90° soient les plus répandues, une matrice aiguë à 30° offre une adaptabilité bien supérieure. Avec un contrôle de la profondeur du coulisseau, vous pouvez effectuer un pliage à l’air de 30° à 180°. Elle est également essentielle pour le rabattage — aplatir les bords comme étape préliminaire.
L’avantage du pliage à l’air : Ne tombez pas dans le piège d’acheter des matrices à rayon spécifique pour chaque plan exigeant un rayon interne particulier. Dans le pliage à l’air moderne, ce rayon est principalement déterminé par l’ouverture du vé et non par le rayon de la pointe du poinçon. En ajustant la largeur du vé et la profondeur de pénétration, un seul jeu d’outils peut produire une large gamme de rayons. Réservez les outils à rayon dédié pour les pièces que vous produisez fréquemment — surtout si un “ fondage ” précis est nécessaire pour obtenir un rayon constant et reproductible.
Lorsqu’il s’agit de choisir entre un outillage plané américain et un outillage rectifié de précision, beaucoup hésitent à cause de la différence de prix. Mais dans ce cas, un coût initial plus faible ne se traduit pas nécessairement par une meilleure valeur à long terme. Votre choix doit dépendre des exigences de précision et du flux de production de votre atelier.
Outillage plané américain : Fabriqué selon une méthode de rabotage — similaire à l’enlèvement de fines couches de bois — ce procédé de fabrication donne un produit fonctionnel mais moins raffiné.
Outillage rectifié de précision : Ces outils sont finis à l’aide de machines de rectification CNC qui mesurent chaque dimension critique — attache, épaulement et pointe — à partir d’un axe central unique, garantissant un alignement géométrique parfait.
Les améliorations d’outillage devraient être considérées comme des caractéristiques essentielles de performance, et non comme des luxes facultatifs. Le choix d’investir dans un durcissement avancé ou des revêtements doit être strictement basé sur les matériaux formés et les exigences de chaque tâche.
Cette approche produit l’outil ultime à “double personnalité” — une coque externe exceptionnellement dure (HRC 55–60+) offrant une résistance à l’usure et une résistance à la compression remarquables, parfaitement liée à un cœur résilient et ductile qui conserve la capacité supérieure d’absorption des chocs du matériau de base. Elle constitue la stratégie la plus courante et la plus efficace pour améliorer les performances des outillages dans les environnements de fabrication avancés d’aujourd’hui. Le durcissement conventionnel à la flamme produit souvent des résultats irréguliers. En revanche, les marques d’outillage haut de gamme—telles que Wila ou Wilson Tool—utilisent le durcissement au laser. Cette méthode chauffe rapidement les zones de travail de l’outil (la pointe et les épaules porteuses), créant un effet d’auto-trempe qui durcit jusqu’à 4 mm de profondeur à 60 HRC. Tout aussi important, le cœur de l’outil reste tenace et ductile, évitant les fractures sous charge tout en conservant des surfaces de travail exceptionnellement durables.
Revêtements Nitride / TiCN pour l’acier galvanisé : Lors de la fabrication de grands volumes d’acier galvanisé, l’outillage standard se détériore rapidement. La couche de zinc sur la tôle se comporte presque comme une cire molle—sous une forte pression de pliage, elle se cisaille et adhère à la matrice. Cette réaction, connue sous le nom de grippage, laisse la surface de l’outil rugueuse et marque chaque pièce suivante pliée avec celui-ci.
Revêtements robustes pour l’acier haute résistance : Lors du pliage d’acier inoxydable ou de matériaux à haute résistance à la traction, l’usure abrasive devient le principal défi. Même les outils durcis au laser peuvent se dégrader sous les forces de contact extrêmes nécessaires pour les métaux comme Hardox ou Domex. Dans ces conditions exigeantes, des revêtements résistants à l’usure robustes sont essentiels pour préserver l’intégrité de la pointe de l’outil et maintenir son rayon précis sur une utilisation prolongée.
Avant de s’engager dans un achat, posez-vous la question clé : “ Cet outil est-il destiné à un projet unique, ou effectuera-t-il plus d’un million de cycles ? ” Si c’est le second cas, investir dans l’option la plus haut de gamme, rectifiée avec précision et revêtue, est presque toujours le choix le plus économique à long terme—mesuré sur une base par pli.
La maintenance de l’outillage est souvent à tort perçue comme une simple tâche de nettoyage et de stockage. En réalité, c’est une protection essentielle pour votre atout le plus précieux—la précision. L’outillage de haute qualité échoue rarement de façon spectaculaire ; au contraire, il se détériore progressivement, comme une maladie chronique, augmentant discrètement les temps de réglage et faisant grimper les taux de rebut.
Les pratiques préventives et les revêtements protecteurs, tels que ceux proposés pour Lames de cisaille et Accessoires pour laser, peuvent prolonger la durée de vie et réduire la fréquence de maintenance.
Le véritable risque réside dans le caractère discret de l’usure. Un poinçon ou une matrice qui semble utilisable peut déjà être hors spécifications de manière subtile mais importante. Reconnaître les signes d’usure de l’outil vous permet de cesser de chercher à corriger la machine et de vous concentrer sur la véritable cause—les interactions entre le métal et la tôle pendant le formage.
L’une des erreurs de diagnostic les plus fréquentes dans les opérations de plieuse hydraulique se produit lors de longs pliages. Imaginez un opérateur formant un panneau de 3 mètres (10 pieds) : tandis que les extrémités mesurent un parfait angle de 90 degrés, le milieu s’ouvre à 92 degrés, produisant une légère courbure centrale qui imite la forme de la coque d’un canoë.
La réaction instinctive est de blâmer la plieuse, en suspectant que le système de bombage — ou de compensation de flèche — est mal calibré. L’opérateur peut alors augmenter le bombage pour corriger le milieu, ce qui peut obtenir un pli à 90 degrés là, mais qui va surplier les extrémités. C’est un exemple classique de course après un problème qui n’existe pas.
Le véritable coupable se cache souvent dans les épaulements de la matrice en V. Parce que les opérateurs positionnent habituellement les petites pièces exactement au centre de la plieuse, cette section centrale de la matrice subit beaucoup plus de pliages que les extrémités. Avec le temps, les contacts répétés usent progressivement le rayon de l’épaulement au centre.
Bien qu’un épaulement usé puisse sembler trivial à première vue, ses conséquences mécaniques sont importantes. Un rayon plus large et usé génère moins de friction que les arêtes plus vives et originales aux extrémités de la matrice. Cela signifie que le matériau glisse plus facilement et plus rapidement dans la cavité au milieu. Même une légère augmentation — juste 0,1 mm (0,004 pouce) — de la largeur d’ouverture en V modifie la taille effective du V, changeant la profondeur de pénétration du poinçon nécessaire pour atteindre l’angle souhaité.
Pour le vérifier, évitez toute modification au contrôleur CNC. Posez plutôt une règle de précision le long de l’épaulement de la matrice en V et examinez-la à contre-jour. Si vous repérez de la lumière filtrant par le centre ou sentez une rainure notable avec votre ongle, vous avez trouvé le problème. Les réglages hydrauliques de bombage ne peuvent pas compenser une matrice qui a perdu sa géométrie d’origine.
Une fois qu’un outil est confirmé comme usé, le réflexe est de l’envoyer au réaffûtage. Sur le papier, payer quelques centaines de dollars pour le re-surfacer paraît bien préférable à dépenser plusieurs milliers pour un outil de précision neuf. Cependant, cette économie apparente se transforme souvent en erreur coûteuse.
Le principal problème est la perte de uniformité de la hauteur fermée. En fabrication, les outils de précision sont construits selon des tolérances de hauteur exactes afin que les segments puissent être assemblés librement. Le réaffûtage enlève de la matière et modifie la hauteur totale de l’outil. Si votre atelier se retrouve avec un mélange d’outils à “ hauteur d’usine ” et à “ hauteur réaffûtée ”, et qu’un opérateur utilise les deux dans le même montage sans s’en rendre compte, vous verrez de fortes variations d’angle le long de la ligne de pliage.
Pour contrer ce décalage, les opérateurs recourent au calage — en plaçant de fines feuilles de papier ou de métal sous la matrice pour la mettre à niveau. C’est là que les économies supposées disparaissent. Le réaffûtage peut réduire le coût immédiat de $500, mais si l’opérateur passe une demi-heure à caler l’outil à chaque installation, la main-d’œuvre dépasse rapidement l’économie initiale. Aux tarifs horaires habituels des machines, quelques semaines seulement à gérer des hauteurs d’outils incohérentes peuvent coûter plus cher que l’achat d’une nouvelle matrice.
Il y a aussi une pénalité métallurgique à considérer. La plupart des outils de précision possèdent une couche superficielle durcie au laser d’à peine 3–4 mm de profondeur — c’est l“” armure » protectrice qui donne à l’outil sa dureté et sa résistance à l’usure. Quand un outil est réaffûté trop agressivement, cette couche peut être complètement retirée, laissant exposé l’acier de cœur plus tendre. Une fois cela fait, la durée de vie de l’outil peut être réduite à une fraction — souvent autour de 20% — de sa durée initiale, obligeant à un remplacement prématuré. À moins de pouvoir confirmer que l’ensemble de la série d’outils a été réaffûté et durci à nouveau — un processus rare et coûteux — l’achat d’un outil neuf est presque toujours le choix le plus avisé et économique.
On peut souvent estimer le taux de rebut d’un atelier simplement en jetant un coup d’œil à son rack à outils. Si les poinçons et matrices sont empilés horizontalement comme des bûches, c’est un signe clair que l’atelier détruit inconsciemment sa propre précision.
Les outils de précision rectifiés sont durcis à environ 60 HRC. Cela les rend exceptionnellement solides en compression, mais aussi cassants — un peu comme du verre. Lorsque des surfaces durcies se heurtent durant l’empilage, micro-ébrèchement se produit. Ces fractures minuscules au bout du poinçon ou à l’épaulement de la matrice sont souvent invisibles, mais elles impriment des défauts subtils et permanents sur chaque pièce qui les traverse.
L’impact n’est pas le seul risque. Les outils empilés emprisonnent l’humidité et les fluides de coupe dans les interstices entre les surfaces, créant des “ zones mortes ” où la corrosion commence. La rouille qui en résulte ne se contente pas d’altérer l’apparence — elle déforme les surfaces de montage, empêche un emplacement complet dans le porte-outil et introduit des erreurs d’angle avant même que la machine effectue son premier coup.
La seule manière adéquate de stocker les outils de précision est de garder chaque pièce isolée. Les outils doivent être disposés de façon à ce que ce que vous voyez sur le support corresponde exactement à ce qui est disponible — organisé, protégé et prêt à être utilisé :
La durée de vie de vos outils n’est pas définie par les années civiles — elle se mesure au nombre de plis précis qu’ils réalisent. Négligez un outil haut de gamme Wila ou Trumpf, et il peut se transformer en ferraille en quelques mois. Traitez-le avec le soin réservé aux instruments de précision, en revanche, et il pourra conserver des tolérances rigoureuses pendant des décennies.
Gérer une bibliothèque d’outillage de presse plieuse, c’est un peu comme administrer un portefeuille financier : il faut éliminer les éléments peu performants pour protéger les meilleurs atouts. Si votre support d’outillage ressemble à une collection de bric-à-brac, vous perdez presque assurément des bénéfices à cause d’un excès de rebuts et de temps de réglage trop longs. Un audit va bien au-delà du simple comptage de pièces — il s’agit de confirmer la capacité et la disponibilité. Pour les ateliers dotés d’équipements variés, l’intégration de solutions adaptables telles que Outils de poinçonnage et de cisaillage peut accroître la flexibilité de la production.
Ne vous contentez pas de noter ce qui se trouve sur l’étagère — effectuez un diagnostic complet. Retirez chaque poinçon et matrice du support et soumettez-les à un examen pratique et à une analyse de données.
“ Autopsie ” physique” Commencez par la géométrie: placez une règle de précision le long des épaules de vos matrices en V et des pointes de vos poinçons, puis observez-les à la lumière. Des espaces irréguliers ou des rayures visibles révèlent les outils responsables d’incohérences d’angle — mettez-les de côté immédiatement. Ensuite, examinez l’ historique de charge: inspectez l’arrière et les côtés pour détecter des microfissures ou des déformations. Tout outil présentant une fissure capillaire n’est pas un atout — c’est un danger. Mettez-le à la ferraille sans hésitation. Enfin, surveillez les “ orphelins ”: les ensembles segmentés dépareillés en marque ou en hauteur empêchent un cintrage à l’air cohérent. Attribuez-les à des travaux non critiques ou retirez-les complètement.
Vérification de la réalité du mélange de production Une fois que vous avez confirmé l’état des outils, comparez votre inventaire aux données de production de l’ERP. Appliquez le principe 80/20—concentrez-vous sur les dix épaisseurs de matériau qui génèrent 80 % de vos revenus. Assurez-vous de disposer des ouvertures en V spécifiques et appropriées pour ces jauges, typiquement 8x ou 10x l’épaisseur du matériau.
Beaucoup trop d’ateliers se débrouillent avec une matrice V16 pour des feuilles de 1 mm parce que la V8 appropriée manque—ce qui compromet la qualité. De même, utiliser cette même V16 sur une plaque de 3 mm alors qu’une V24 est nécessaire réduit considérablement la durée de vie de l’outil. Si un outil spécialisé n’a pas été utilisé depuis plus d’un an, déplacez-le en stockage longue durée. Réservez l’espace de rack de premier choix aux outils qui génèrent activement des profits.
Si votre atelier ressemble à une casse remplie d’interfaces incompatibles—configurations américaines, européennes et Promecam éparpillées sur différentes machines—vous êtes confronté à une mauvaise utilisation. La solution n’est pas de remplacer votre équipement, mais de mettre en œuvre une stratégie intelligente de “ stop-loss ” qui consolide et rationalise votre approche des outillages.
La stratégie de l’adaptateur
Choisissez un standard d’interface compatible avec l’avenir, tel que Wila New Standard ou le style européen haute précision. Plutôt que d’acheter des outils spécifiques à chaque machine pour des équipements vieillissants, investissez dans des adaptateurs robustes et de précision les adaptateurs. Ceux-ci permettent d’installer des outillages modernes sur des poutres plus anciennes, libérant vos outils de la contrainte d’être liés à “ cette vieille presse dans le coin ”. Soudain, chaque outil de votre collection peut fonctionner sur l’ensemble de votre atelier, augmentant instantanément votre taux d’utilisation effective.
Gestion visuelle et tableaux de silhouettes
La standardisation des outils permet également de supprimer les incertitudes des opérateurs. Votre équipe ne devrait pas avoir à regarder de près pour distinguer un poinçon à 88° d’un à 90°. Utilisez un code couleur strict : appliquez une bande bleue pour les outils à 88°, jaune pour les outils à 90°, et rouge pour ceux à 30°. Cela indique instantanément les caractéristiques de l’outil d’un simple coup d’œil.
Associez cela à des tableaux de silhouettes panneaux d’ombre sur vos racks de stockage. Dessinez la forme de chaque outil dans sa position assignée. Si l’outil n’est pas dans la presse et n’est pas dans sa silhouette, il est officiellement manquant. Cette vérification visuelle simple peut éliminer les 30 minutes typiques par poste passées à chercher “ ce poinçon col de cygne ”.”
Plan d’action du week-end
Ce week-end, laissez les machines éteintes. Au lieu de cela, parcourez votre atelier muni d’une règle, d’un marqueur et de cette liste de contrôle. Vous découvrirez probablement qu’une grande partie de votre “ portefeuille d’actifs ” vous freine en réalité—mais reconnaître ces passifs est la première étape pour stopper les pertes.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
