265 परिणामों में से 1–9 दिखा रहा है
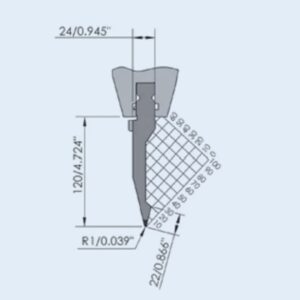
प्रेस ब्रेक पंच, ट्रुम्फ प्रेस ब्रेक टूलिंग
प्रेस ब्रेक पंच, ट्रुम्फ प्रेस ब्रेक टूलिंग
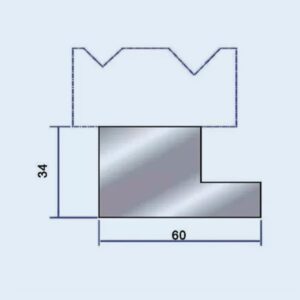
प्रेस ब्रेक डाई होल्डर
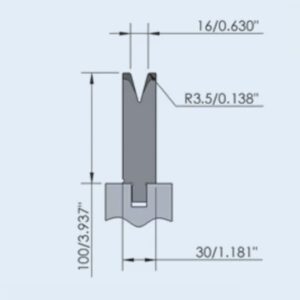
प्रेस ब्रेक डाई, विला प्रेस ब्रेक टूलिंग
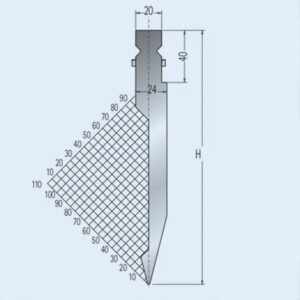
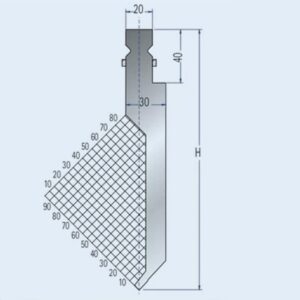
प्रेस ब्रेक पंच, विला प्रेस ब्रेक टूलिंग

प्रेस ब्रेक डाई, ट्रम्पफ प्रेस ब्रेक टूलिंग

प्रेस ब्रेक डाई, ट्रम्पफ प्रेस ब्रेक टूलिंग

प्रेस ब्रेक डाई होल्डर
प्रेस ब्रेक पंच, ट्रुम्फ प्रेस ब्रेक टूलिंग
प्रेस ब्रेक ताकत—शुद्ध शक्ति और गति—प्रदान करती है, लेकिन टूलिंग ही बुद्धिमत्ता देती है। यह महत्वपूर्ण अंतर अक्सर खरीद प्रक्रिया के दौरान अनदेखा रह जाता है, जो बाद में बैलेंस शीट पर अप्रिय आश्चर्य के रूप में सामने आता है। यदि मशीन खरीदना फैब्रिकेशन बिज़नेस में प्रवेश का टिकट है, तो आपके टूलिंग की गुणवत्ता यह तय करती है कि आप खेल में इतना टिक पाएंगे कि उसे लाभदायक बना सकें। उच्च-गुणवत्ता प्रेस ब्रेक टूलिंग्स जो सटीकता और लंबी उम्र सुनिश्चित करते हैं, अग्रिम रूप से प्रीमियम-ग्रेड समाधानों पर विचार करना महंगे डाउनस्ट्रीम मुद्दों को रोक सकता है।.
“कोट शॉक” आमतौर पर इंस्टॉलेशन के बाद पहले टेस्ट रन के दौरान लगता है। मशीन सुरक्षित है, चालू है, और टीम जटिल पार्ट्स बनाने के लिए तैयार है—केवल यह पता लगाने के लिए कि खरीद के साथ शामिल “स्टैंडर्ड पैकेज” आवश्यक सटीकता प्रदान नहीं कर सकता। यह चूक आकस्मिक नहीं है; यह मशीन टूल मार्केट के संचालन का हिस्सा है, जो पूंजीगत व्यय (CapEx) और संचालन व्यय (OpEx) के बीच तनाव से आकार लेता है।.
मशीन निर्माता के पास विज्ञापित कीमत को आकर्षक बनाए रखने का पूरा कारण होता है। क्योंकि प्रीमियम, प्रिसिजन-ग्राउंड टूलिंग मानक सेटों से तीन से पाँच गुना अधिक महंगी हो सकती है, इसे प्रारंभिक कोट में शामिल करना CapEx को खरीदार के बजट से ऊपर धकेल सकता है। परिणामस्वरूप, टूलिंग को अक्सर बाद में सोचने की चीज़ या एक उपभोग्य OpEx आइटम के रूप में पुनः वर्गीकृत किया जाता है—व्यावहारिक रूप से इसे मुख्य निवेश निर्णय से अलग कर दिया जाता है।.
मशीन और उसके अपेक्षित उपयोग के बीच एक अंतर्निहित असमानता भी होती है। 200-टन प्रेस ब्रेक एक बहुउपयोगी, दीर्घकालिक उपकरण है। टूलिंग, हालांकि, अत्यधिक अनुप्रयोग-विशिष्ट होती है। निर्माता यह अनुमान नहीं लगा सकता कि आपको डीप-बॉक्स सेटअप, हाई-स्ट्रेंथ स्टील के लिए कस्टम रेडियस, या पतले कॉस्मेटिक पैनलों के लिए हेमिंग डाई की आवश्यकता होगी या नहीं। परिणामस्वरूप डिलीवरी में कच्ची टननेज होती है लेकिन उसे नियंत्रित करने के लिए आवश्यक सटीक ज्यामिति नहीं होती—जिससे अंतिम उपयोगकर्ता को अप्रत्याशित, महंगी खरीद के साथ उस अंतर को भरना पड़ता है।.
“कोट शॉक” की भरपाई के लिए सस्ती टूलिंग चुनना एक श्रृंखला प्रतिक्रिया शुरू करता है जो पूरी फैब्रिकेशन प्रक्रिया में उत्पादकता को कमजोर करता है। यह केवल टूल की उम्र तक सीमित नहीं है—यह धातु निर्माण के भौतिक विज्ञान पर सीधा प्रहार करता है।.
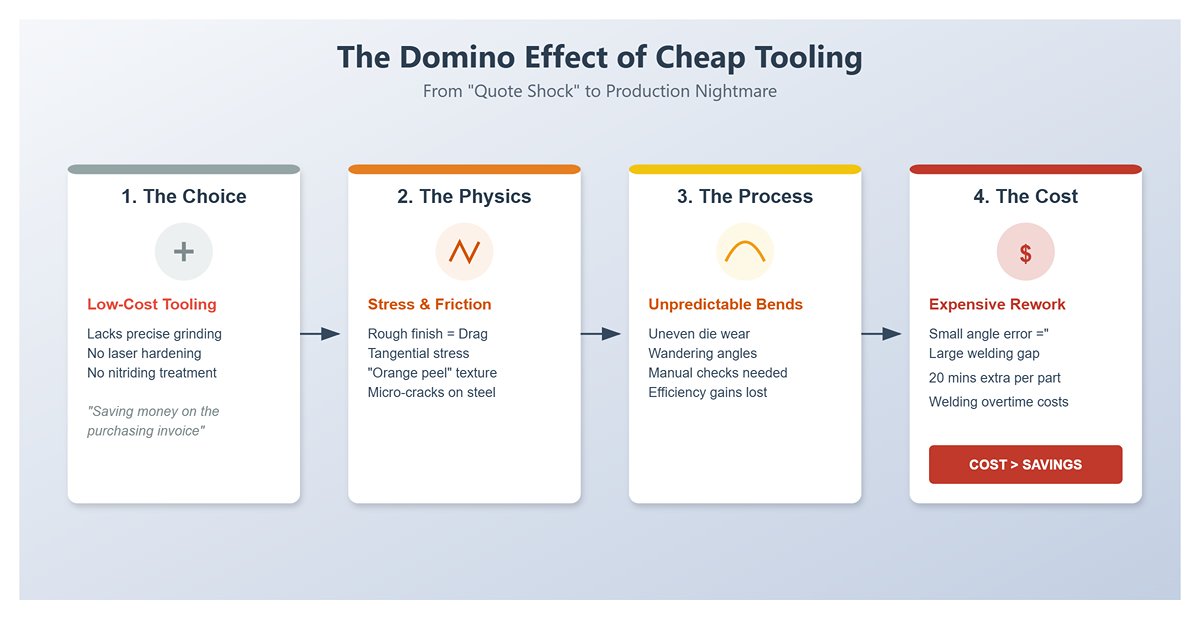
सस्ती टूलिंग में आम तौर पर सटीक ग्राइंडिंग और उन्नत सतह उपचार—जैसे लेज़र हार्डनिंग या नाइट्राइडिंग—की कमी होती है, जो उच्च-स्तरीय विकल्पों में मानक होते हैं। यह कमी एक खुरदरा फिनिश बनाती है, जो बेंडिंग के दौरान घर्षण को बढ़ा देती है। सूक्ष्म स्तर पर, यह अतिरिक्त ड्रैग सामग्री को अनावश्यक सन्निकट तनाव में डाल देता है। ऑपरेटर अक्सर इसे बेंड रेडियस के साथ “ऑरेंज पील” जैसी बनावट या हाई-स्ट्रेंथ स्टील पर तन्यता पक्ष में सूक्ष्म दरारों के रूप में देखते हैं।.
अगला परिणाम अप्रत्याशित स्प्रिंगबैक है। सटीक टूलिंग सामग्री के लोचदार रिकवरी की भविष्यवाणी और नियंत्रण करने के लिए सटीक ज्यामिति पर निर्भर करती है। सस्ते टूल समय से पहले असमान रूप से घिस जाते हैं—खासकर डाई शोल्डरों पर—क्योंकि वे कम टिकाऊ सामग्री से बने होते हैं। जैसे-जैसे ये शोल्डर अपने इच्छित रेडियस को अनियमित रूप से खो देते हैं, सामग्री का प्रतिरोध बदल जाता है, जिससे बेंड कोण भटकने लगते हैं। यह ऑपरेटरों को हर तीसरे पार्ट पर रुकने और मैन्युअल रूप से जाँच एवं समायोजन करने के लिए मजबूर करता है, जिससे आधुनिक, हाई-स्पीड प्रेस ब्रेक के दक्षता लाभ समाप्त हो जाते हैं।.
सबसे महंगा परिणाम है रिवार्क। प्रेस ब्रेक पर एक मामूली कोणीय भिन्नता वेल्डिंग चरण में एक बड़े अंतर में बदल जाती है। एक वेल्डर द्वारा उस अंतर को भरने और पीसने में अतिरिक्त बीस मिनट खर्च करने की लागत बजट डाई पर बचाई गई राशि से कहीं अधिक होती है। बचत खरीद चालान पर दिखाई देती है, लेकिन वास्तविक लागत वेल्डिंग विभाग में ओवरटाइम घंटों में छिपी रहती है।.
उन कार्यों के लिए जो अत्यधिक सटीकता की मांग करते हैं या स्टेनलेस स्टील जैसी प्रीमियम सामग्रियों के साथ काम करते हैं, सही पैनल बेंडिंग उपकरण और सटीक डाई चुनना स्प्रिंगबैक और रिवार्क दरों को नाटकीय रूप से कम कर सकता है।.
जब दोष दिखाई देते हैं, तो त्वरित प्रतिक्रिया अक्सर खराब मशीन कैलिब्रेशन को दोष देने की होती है। वास्तव में, सटीक स्रोत की पहचान करने के लिए “गोल्डन ट्रायंगल” नामक एक संरचित डायग्नोस्टिक विधि की आवश्यकता होती है, जो मशीन, टूलिंग और सामग्री के बीच गतिशील संबंध की जांच करती है।.
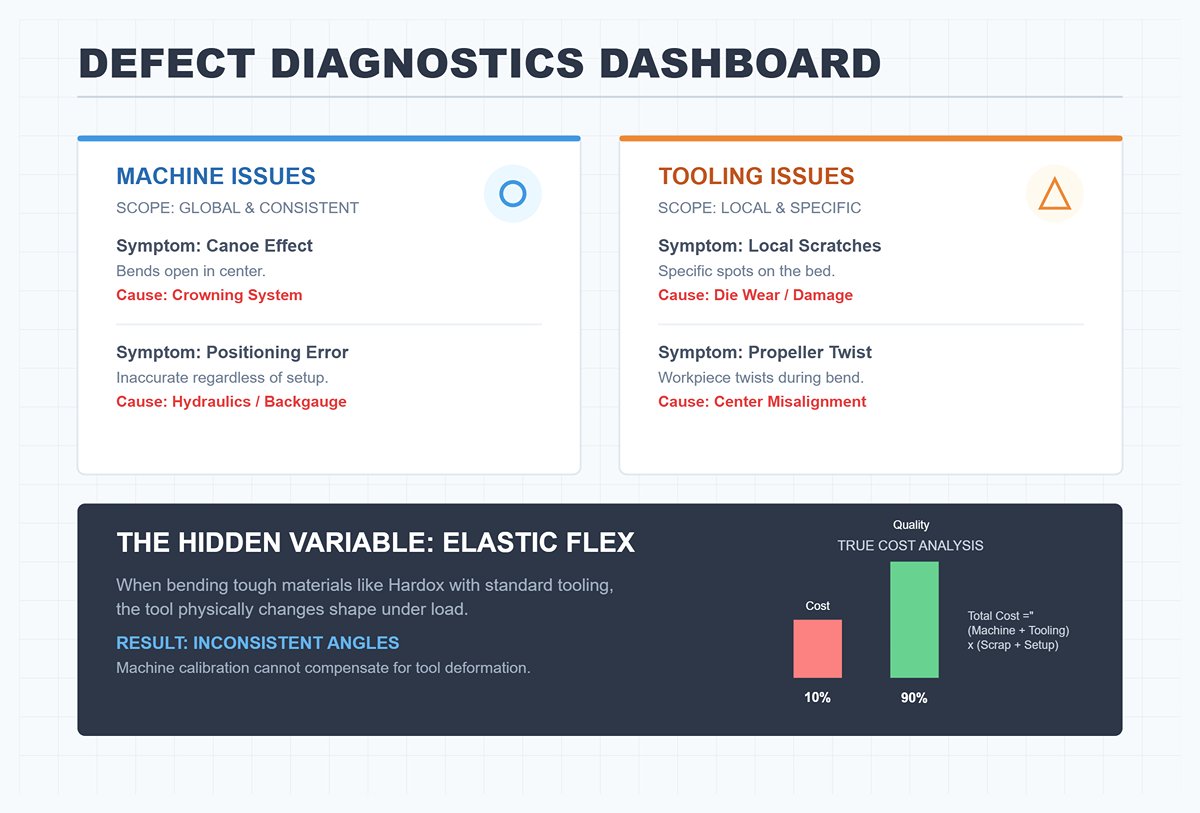
मशीन-संबंधी समस्याएँ: यदि त्रुटि पूरे रन में व्यापक और सुसंगत है, तो मशीन की जांच से शुरू करें। एक पाठ्यपुस्तक उदाहरण है “कैनो इफ़ेक्ट,” जहाँ बेंड अंत में सही होते हैं लेकिन बीच में खुले होते हैं—संकेत मिलता है कि फ्रेम डिफ्लेक्शन की भरपाई करने वाले क्राउनिंग सिस्टम में समस्या है। इसी तरह, यदि बैकगेज पोज़िशनिंग टूलिंग सेटअप के बावजूद सटीकता खो देता है, तो समस्या की जड़ मशीन की मैकेनिकल या हाइड्रोलिक प्रणाली में होती है।.
टूलिंग समस्या: जब दोष केवल विशिष्ट क्षेत्रों या कुछ विशेषताओं पर दिखाई देते हैं, तो अक्सर इसका कारण टूलिंग होता है। उदाहरण के लिए, यदि खरोंच केवल किसी एक विशेष डाई के साथ होती है या यदि बेंड कोण केवल बिस्तर के एक सटीक स्थान पर बदलता है, तो डाई के कंधों पर घिसावट या उसके टिप पर क्षति की जांच करें। पंच और डाई केंद्रों के बीच संरेखण की भी पुष्टि करें; थोड़ी सी भी असामंजस्यता वर्कपीस को “प्रोपेलर” की तरह मोड़ सकती है — ऐसी विकृति जिसे केवल मशीन सेटिंग्स से सुधारा नहीं जा सकता।.
छिपा हुआ चर: कई मामलों में, जो मशीन प्रिसिजन की समस्या लगती है, वह वास्तव में सामग्री और टूलिंग कठोरता के बीच का असंगत मेल होता है। हार्डॉक्स जैसी कठोर, घर्षणकारी ग्रेड को मानक 42CrMo टूलिंग से मोड़ने की कोशिश एक सामान्य गलती है। अत्यधिक संपर्क दबाव के तहत, टूलिंग सूक्ष्म रूप से लोचदार मोड़ (आकार में थोड़े बदलाव) का सामना करता है, जिससे लगातार कोण नियंत्रण असंभव हो जाता है। सबसे सटीक CNC कैलिब्रेशन भी उस टूल की भरपाई नहीं कर सकता जो भार के तहत शारीरिक रूप से झुक रहा है।.
सटीक लागत मूल्यांकन शुरुआती खरीद मूल्य से परे होना चाहिए। वास्तविक गणना में मशीन की लागत प्लस टूलिंग लागत, जिसे स्क्रैप दर और सेटअप समय से गुणा किया जाता है, शामिल होती है। हालांकि टूलिंग शुरुआती निवेश का 10% से कम हो सकता है, लेकिन यह तैयार उत्पाद की गुणवत्ता का 90% तक नियंत्रित करता है।.
हमसे संपर्क करें यदि आपको टूलिंग कम्पैटिबिलिटी का निदान करने में या ऐसी सामग्री चुनने में मदद चाहिए जो आपकी फैब्रिकेशन आवश्यकताओं से मेल खाती हो।.
कई ऑपरेटर मानते हैं कि टूलिंग सिस्टम निर्धारित करने के लिए आपको मूल खरीद दस्तावेज़ ढूंढने होंगे या सटीक कैलिपर्स से फ्लैंज की चौड़ाई मापनी होगी। वास्तव में, ऐसा जरूरी नहीं है। पहचान दो प्रमुख विशेषताओं का अवलोकन करने पर निर्भर करती है: “नेक” (क्लैम्पिंग टैंग) और “शोल्डर्स” (भार वहन करने वाली सतहें)।.
टूल और मशीन के राम के बीच का संपर्क अधिकतम टनेज से लेकर सेटअप कितनी जल्दी पूरा हो सकता है, तक सब कुछ नियंत्रित करता है। पंच कैसे पकड़ा जाता है और बल कैसे स्थानांतरित होता है, इसकी जांच करके, आप अपने टूलिंग रेंज को लगभग तुरंत वर्गीकृत कर सकते हैं।.
सभी स्पष्ट संकेत पंच के ऊपरी भाग में स्थित होते हैं।.
अमेरिकन स्टाइल: साधारण टैंग
यदि पंच का शीर्ष सिर्फ एक सीधा, आयताकार ब्लॉक है जिसमें जटिल आकार नहीं हैं, तो आप अमेरिकी प्लानर (पारंपरिक) टूलिंग देख रहे हैं।.
यूरोपीय स्टाइल (Promecam): ऑफ़सेट हुक — यह डिज़ाइन विश्व‑भर में सबसे सामान्य है और अपनी विशिष्ट असममित प्रोफ़ाइल से आसानी से पहचाना जा सकता है।.
विला / न्यू स्टैण्डर्ड (NS): सुरक्षा बटन — यदि कोई पंच केवल मशीन किया हुआ न दिखकर विशेष रूप से निर्मित लगे, तो यह संभवतः न्यू स्टैण्डर्ड प्रणाली का हिस्सा है।.
| टूलिंग शैली | मुख्य दृश्य चिह्न | टैंग आयाम और विशेषताएँ | बल तर्क / डिज़ाइन | क्लैम्पिंग या लोडिंग तंत्र | अतिरिक्त टिप्पणियाँ |
|---|---|---|---|---|---|
| अमेरिकन शैली (प्लेनर / पारंपरिक) | साधारण, आयताकार टैंग जिसमें कोई जटिल आकार नहीं होता | टैंग लगभग 0.5 इंच (12.7 मिमी) चौड़ा; साधारण और सीधा उभार | इन-लाइन बल पथ — पंच की नोक सीधे टैंग के केंद्र के नीचे | स्क्रूज़ वाला क्षैतिज क्लैम्पिंग बार टैंग को बगल से दबाता है | संरेखण सेटअप के बीच भिन्न हो सकता है |
| यूरोपीय शैली (प्रोमेकैम) | ऑफसेट हुक प्रोफ़ाइल; विषम आकार | पतला टैंग (~13 मिमी) जिसमें एक तरफ सुरक्षा खांचा या हुक होता है | ऑफसेट डिज़ाइन — गहन मोड़ों के लिए पंच की नोक पीछे खिसकाई गई | क्लैम्पिंग असेंबली से हस्तक्षेप रोकने के लिए ऑफसेट कॉन्फ़िगरेशन का उपयोग करता है | Z1 बनाम Z2 ऑफसेट (≈7 मिमी) को मेल खाना चाहिए ताकि मोड़ असंरेखण न हो |
| विला / न्यू स्टैंडर्ड (NS) | केंद्र में स्थित स्प्रिंग-लोडेड सुरक्षा बटन | चौड़ा टैंग (~20 मिमी) जिसमें एकीकृत बटन या पिन होता है | उद्देश्य-निर्मित, सटीक एलाइनमेंट डिज़ाइन | वर्टिकल टूल लोडिंग — पंच को उठाकर स्थान पर रखें, क्लैंप संलग्न होने से पहले बटन लॉक हो जाता है | सुविधा और सुरक्षा के लिए डिज़ाइन किया गया; आधुनिक सेटअप में आम |
“न्यू स्टैंडर्ड” केवल Wila या Trumpf का एक विपणन वाक्यांश नहीं है; यह एक सटीक रूप से परिभाषित इंजीनियरिंग विनिर्देश को दर्शाता है, जिसे पारंपरिक अमेरिकी और यूरोपीय प्रणालियों की सीमाओं को दूर करने के लिए बनाया गया है। इसका उद्देश्य “सेटअप गैप” को समाप्त करना है — वह व्यर्थ समय जो उन औजारों को सूक्ष्म रूप से समायोजित करने में खर्च होता है जो पहले से ही पूरी तरह से संरेखित होने चाहिए।.
न्यू स्टैंडर्ड सिस्टम के केंद्र में है स्व-सीटिंग प्रौद्योगिकी। पारंपरिक अमेरिकी सेटअप में, क्लैंप को कसने से पंच थोड़ा झुक सकता है। इसके विपरीत, न्यू स्टैंडर्ड का हाइड्रोलिक या न्यूमैटिक तंत्र क्लैंपिंग के दौरान औजार को सक्रिय रूप से ऊपर होल्डर में खींचता है, जिससे भार-वहन सतह के खिलाफ सुसंगत, सटीक बैठाव सुनिश्चित होता है और हर बार सटीक ऊर्ध्वाधर संरेखण की गारंटी मिलती है।.
इसके अतिरिक्त, न्यू स्टैंडर्ड Tx/Ty अक्षीय सटीकता. पर विशेष जोर देता है। कार्य ऊँचाई (Ty) और केंद्र-रेखा स्थिति (Tx) दोनों को माइक्रोन-स्तरीय सहनशीलता के भीतर बनाए रखा जाता है। इस स्तर की सटीकता से ऑपरेटर एक घिसे हुए औजार को नए से बदल सकते हैं, या विभिन्न उत्पादन बैचों से खंडित औजारों को जोड़ सकते हैं, बिना मशीन के बैकगेज को पुन: कॉन्फ़िगर किए या गहराई सेटिंग्स को समायोजित किए।.
पूरी तरह नया टूलिंग ख़रीदने से बचने के प्रयास में, कई फैब्रिकेशन शॉप्स असंगत सिस्टम्स को जोड़ने के लिए अडैप्टर का उपयोग करती हैं — जैसे अमेरिकी मशीनों में यूरोपीय औजार फिट करना, या इसके विपरीत। जबकि यह भौतिक रूप से संभव हो सकता है, यह सटीकता और सुरक्षा दोनों के लिए तीन सूक्ष्म लेकिन गंभीर खतरों को पेश करता है।.
1. अडैप्टर पेनल्टी (टन भार में कमी)
एक टूलिंग सेटअप की क्षमता उसके सबसे कमजोर घटक द्वारा निर्धारित होती है। आप 200-टन प्रेस ब्रेक को प्रति मीटर 150 टन रेटेड पंच के साथ चला सकते हैं, लेकिन यदि उनके बीच का अडैप्टर केवल 100 टन प्रति मीटर रेटेड है, तो वही कम मूल्य आपकी परिचालन सीमा बन जाता है। कई ऑपरेटर अडैप्टर की भार-रूपांकन रेटिंग को नज़रअंदाज़ कर देते हैं, जिससे दबाव के तहत स्थायी विकृति या अचानक, विनाशकारी विफलता हो सकती है।.
2. स्टैक-अप त्रुटि
सटीकता प्राप्त करने का अर्थ है भिन्नता के बिंदुओं को न्यूनतम करना। एक सामान्य कॉन्फ़िगरेशन में एक ही कनेक्शन होता है: मशीन → टूल। एक अडैप्टर जोड़ने से एक अतिरिक्त इंटरफ़ेस जुड़ जाता है: मशीन → अडैप्टर → टूल। यदि अडैप्टर की सहनशीलता ±0.02 mm और टूल की ±0.01 mm है, तो ये अस्थिरताएँ घटती नहीं बल्कि जुड़ जाती हैं। यह संचयी “स्टैक-अप” कोणीय विकृतियाँ उत्पन्न कर सकता है जिन्हें उन्नत क्राउनिंग सिस्टम भी सुधारने में कठिनाई महसूस करते हैं — विशेष रूप से एयरोस्पेस या चिकित्सा निर्माण जैसे उच्च-सटीकता क्षेत्रों में यह अत्यंत महत्वपूर्ण होता है।.
3. मरोड़ बल और मशीन क्षति
यह सबसे अधिक वित्तीय रूप से विनाशकारी दीर्घकालिक परिणाम है। यूरोपीय टूल डिज़ाइन ऑफ़सेट, हैं, जिसका अर्थ है कि भार केंद्र से दूर रखा जाता है, जबकि अमेरिकी प्रेस ब्रेक को इन-लाइन बलों के लिए केंद्र के ठीक नीचे इंजीनियर किया जाता है। एक एडेप्टर के माध्यम से अमेरिकी मशीन पर एक ऑफ़सेट यूरोपीय टूल लगाना शुद्ध ऊर्ध्वाधर भार के बजाय टॉर्क—एक मरोड़ने वाली गति—उत्पन्न करता है। समय के साथ, यह टॉर्शनल तनाव राम गाइड्स और गिब्स पर असमान घिसावट का कारण बनता है, जिससे मशीन की संरेखण सटीकता स्थायी रूप से कम हो जाती है।.
अपने सिस्टम के प्रकार का निर्धारण करने में केवल कुछ मिनट लगते हैं, लेकिन गलत टूल मिश्रण से हुए नुकसान की मरम्मत में हफ्तों लग सकते हैं। यदि एडेप्टर अपरिहार्य हैं, तो हमेशा अपने टनेज सीमा को तदनुसार कम करें और सेटअप को किसी भी केंद्र रेखा से विचलन के लिए जांचें।.
प्रेस ब्रेक संचालन में टनेज सबसे महत्वपूर्ण—और संभावित रूप से सबसे खतरनाक—कारक है। टूलिंग का गलत चयन ख़राब पार्ट्स का कारण बन सकता है, लेकिन टनेज गणना में त्रुटियों से पूरे उपकरण की विफलता हो सकती है। यह सिर्फ $2,000 पंच को तोड़ने के बारे में नहीं है; यह लाखों रुपये की मशीन की संरचनात्मक अखंडता को स्थायी रूप से ख़तरे में डालने की बहुत वास्तविक संभावना है।.
कई ऑपरेटर एक खतरनाक रूप से त्रुटिपूर्ण धारणा के तहत काम करते हैं: “यदि आवश्यक कुल बल मशीन की रेटेड क्षमता से कम है, तो मैं सुरक्षित हूं।” वास्तव में, यह गलतफहमी वित्तीय रूप से विनाशकारी हो सकती है। अपने उपकरण की सुरक्षा का अर्थ है केवल कुल टनेज से आगे सोचने का—आपको यह समझना चाहिए कि भार मशीन में कैसे वितरित होता है।.
मशीन के नेमप्लेट पर प्रदर्शित “100 टन” उसके हाइड्रोलिक सिस्टम की पूरी आउटपुट क्षमता को दर्शाता है—यह (ट्रस रॉड या हाइड्रोलिक क्षतिपूर्ति) को समायोजित करें। ब्लेड के पीछे किसी विशेष स्थान पर फ्रेम की अधिकतम संरचनात्मक ताकत को इंगित करता है। सुरक्षित संचालन के लिए दो अलग-अलग गणनाओं में महारत हासिल करना आवश्यक है: वितरित लोड क्षमता और टूलिंग पॉइंट लोड।.
वितरित लोड क्षमता यह बताती है कि मशीन कितने बल को सहन कर सकती है जब वह उसके पूरे लंबाई में समान रूप से वितरित हो। प्रेस ब्रेक आम तौर पर पूर्ण लंबाई के वितरित लोड को संभालने के लिए इंजीनियर किए जाते हैं। उदाहरण के लिए, 100 टन रेटिंग वाला 10 फुट (3-मीटर) ब्रेक 10 टन प्रति फुट (लगभग 33 टन प्रति मीटर).
यहां छुपा हुआ खतरा है: यदि आप बिस्तर के केंद्र में एक ही 1-फुट खंड में 50 टन बल केंद्रित करते हैं, तो हाइड्रोलिक्स आसानी से वह बल प्रदान करेंगे—क्योंकि 50 टन 100 टन हाइड्रोलिक क्षमता से काफी कम है। फिर भी आपने वास्तव में पाँच गुना उस विशेष राम और बिस्तर खंड पर संरचनात्मक सीमा (10 टन प्रति फुट) लागू कर दी है। हाइड्रोलिक दबाव पकड़ सकता है, लेकिन स्टील फ्रेम विनाशकारी रूप से विफल हो सकता है।.
टूलिंग पॉइंट लोड दूसरी महत्वपूर्ण सीमा है। जैसे मशीनों की संरचनात्मक सीमाएँ होती हैं, वैसे ही प्रत्येक पंच और डाई की भी एक टूटने की सीमा होती है। उच्च गुणवत्ता वाले टूलिंग निर्माता—जैसे Wila या Trumpf—अपने कैटलॉग में “मैक्स लोड” निर्दिष्ट करते हैं, जो आमतौर पर टन प्रति मीटर या प्रति फुट में दिया जाता है।.
इस उदाहरण पर विचार करें: आप 4-इंच (100 मिमी) के टूलिंग सेगमेंट के साथ काम कर रहे हैं, और आपकी गणनाएँ दिखाती हैं कि मोड़ के लिए 20 टन बल की आवश्यकता होगी।.
मोटी प्लेट को मोड़ने के लिए छोटे टूलिंग सेगमेंट का उपयोग करना प्रेस ब्रेक को स्थायी क्षति पहुँचाने के सबसे सामान्य कारणों में से एक है। यह अभ्यास एक “डेंजर ज़ोन” बनाता है, जहाँ अत्यधिक बल की एकाग्रता मशीन के महत्वपूर्ण हिस्सों की वहन क्षमता से अधिक हो जाती है।.
जब आप एक छोटा टूल सेगमेंट चुनते हैं—जैसे कि 20 मिमी या 1 इंच चौड़ा—तो हाइड्रोलिक सिलेंडरों से उत्पन्न अत्यधिक दबाव उपकरण के कंधे के माध्यम से रैम तक प्रभावी ढंग से फैल नहीं पाता। यह ऐसे है जैसे मुलायम जमीन पर स्नीकर्स पहनने और स्टिलेटो हील्स पहनने में फर्क: स्टिलेटो धँस जाता है क्योंकि भार छोटे संपर्क क्षेत्र पर केंद्रित होता है।.
मशीन के केंद्र पर “टन प्रति फुट” सीमा से अधिक जाने पर यह होता है— रैम असंतुलनजहाँ रैम का स्टील (ऊपरी चलती बीम) अपनी प्रत्यास्थ सीमा से परे संकुचित होकर स्थायी रूप से विकृत हो जाता है।.
इसके अतिरिक्त, सावधान रहें सिंक टनेज. के प्रति। बॉटमिंग या कॉइनिंग में, टूलिंग प्रभावी रूप से डाई होल्डर में कट लगाने की कोशिश करता है। संकीर्ण रेल सिस्टम पर सीमित संपर्क क्षेत्र होल्डर की नालियों में दबाव डालता है। यदि आपके निरीक्षण में निचले होल्डर में गहराइयाँ दिखाई देती हैं, तो असंगत मोड़ कोण संभवतः इन गढ्ढों में डाई के “धँसने” के कारण हैं—मशीन के गलत कैलिब्रेशन के कारण नहीं।.
प्रेस ब्रेक की “अधिकतम क्षमता” को कार के टाकोमीटर पर लाल रेखा की तरह सोचें—यह खतरे का क्षेत्र दिखाती है, न कि सामान्य कार्य गति। इसे अपने दैनिक लक्ष्य के रूप में मानना समय से पहले विफलता का नुस्खा है।.
दीर्घकालिक विश्वसनीयता के लिए, इसका पालन करें 60% नियम जब सेंटरलाइन लोडिंग हो। यदि मशीन के बीच में छोटे हिस्सों को मोड़ रहे हैं, तो इसकी कुल रेटेड टन क्षमता का 60% से कभी अधिक उपयोग न करें—चाहे हाइड्रोलिक्स तकनीकी रूप से कितने भी सक्षम क्यों न हों। जब पूरी टन क्षमता का उपयोग अपरिहार्य हो, तो ऐसे टूलिंग का इस्तेमाल करें जो बिस्तर (बेड) के अधिकांश हिस्से में फैले हों ताकि तनाव समान रूप से वितरित हो।.
हमेशा अपने प्रेस ब्रेक की थकान जीवन (फटीग लाइफ) को ध्यान में रखें। हर दिन अधिकतम क्षमता पर संचालन करने से हाइड्रोलिक सील, वाल्व और मशीन के फ्रेम पर बार-बार होने वाले तनाव चक्रों के कारण तेजी से घिसावट होती है। यदि आपकी नियमित कार्यलोड में 90 टन बल की आवश्यकता होती है, तो 100-टन प्रेस ब्रेक पर भरोसा करना उसे सीमा तक धकेलना है। इसके बजाय, 150-टन मॉडल चुनें ताकि नियमित कार्य सुरक्षित और टिकाऊ लोड सीमा के भीतर आएं।.
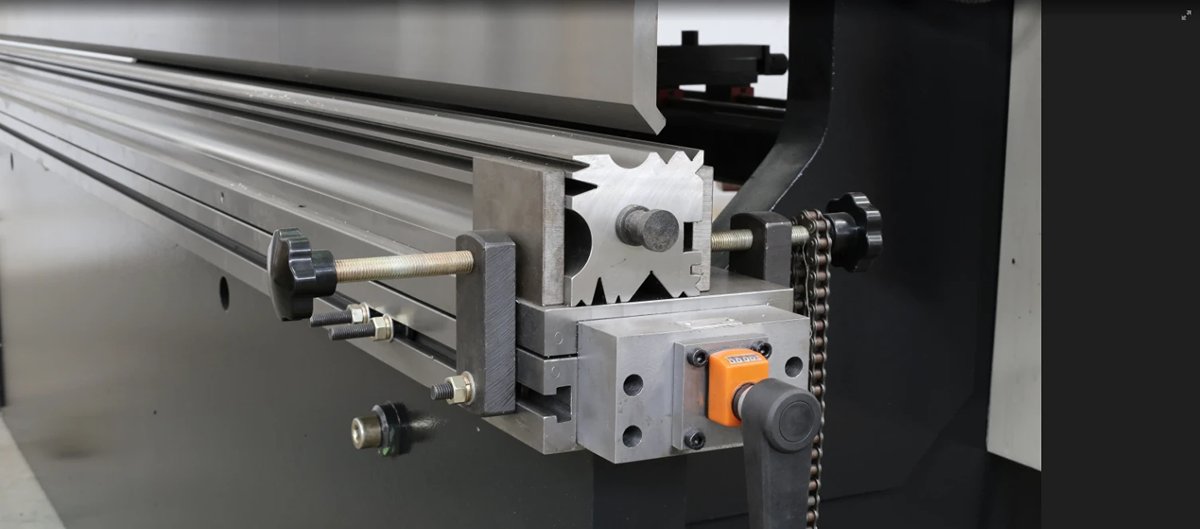
त्वरित लाभ: डाई होल्डर निरीक्षण
अपने प्रेस ब्रेक के पास जाएं और निचले डाई होल्डर की ऊपरी सतह पर—वह सपाट क्षेत्र जहां डाई रखी जाती है—उंगलियां फिराएं। क्या आपको कोई उभार, गड्ढे या खांचे महसूस होते हैं?
धातु निर्माण में, कई लोग मानते हैं कि एक वास्तव में बहुमुखी वर्कशॉप को हर संभव प्रोफ़ाइल को संभालने के लिए अत्यधिक विशिष्ट डाइज़ का बड़ा संग्रह होना चाहिए। वास्तव में, यह दृष्टिकोण महंगा और भ्रामक है। सबसे लाभदायक प्रेस ब्रेक संचालन के पास सबसे अधिक टूल नहीं होते—बल्कि सही टूल होते हैं और वे जानते हैं कि उनका पूरा लाभ कैसे उठाना है।.
एक सुव्यवस्थित टूलिंग लाइब्रेरी का मतलब स्टील इकट्ठा करना नहीं है; बल्कि यह सुनिश्चित करना है कि कठोर टूलिंग में हर निवेश उत्पादन में ठोस लाभ प्रदान करे। एक अच्छी तरह से चयनित, उत्पादक लाइब्रेरी और “कब्रिस्तान”—अनदेखी, जंग लगे डाइज़ की पंक्तियों—के बीच का फर्क यही पहचानना है कि कौन से टूल वास्तव में अपरिहार्य हैं और कौन से महज़ शौक हैं।.
सबसे कुशल टूलिंग लाइन-अप की खोज के लिए, हमारा नवीनतम डाउनलोड करें पुस्तिकाएँ.
प्रेस ब्रेक टूलिंग पारेतो सिद्धांत का बारीकी से पालन करती है: 80% निर्माण कार्य केवल 20% टूल प्रोफाइल के साथ पूरा किया जाता है। बहुत सी वर्कशॉप्स ऐसे काल्पनिक परिदृश्यों के लिए अत्यधिक विशिष्ट डाइज़ खरीदने के जाल में फंस जाती हैं, जिससे पूंजी बंध जाती है जिसे मुख्य टूल्स के श्रेष्ठ गुणवत्ता संस्करणों में निवेश किया जा सकता था।.
एक पतली, उच्च-प्रदर्शन टूलिंग लाइब्रेरी बनाने के लिए, इस आवश्यक लाइन-अप से शुरू करें:
फुल-लेंथ स्ट्रेट पंचेस के दो सेट: ये रोज़ाना बेंडिंग कार्य की रीढ़ हैं। डुप्लीकेट सेट होने से आप लंबे बेंड या मशीन बेड पर साथ-साथ कई सेटअप संभाल सकते हैं, बिना टूलिंग को हटाए और फिर से लगाने के।.
फुल-लेंथ गूज़नेक पंचेस का एक सेट: इसे प्रेस ब्रेक टूलबॉक्स की “मास्टर चाबी” समझें। इसकी डीप रिलिफ डिज़ाइन की वजह से, गूज़नेक पंच बड़े यू-चैनल और रिटर्न बेंड—ऐसे आकार जो मानक स्ट्रेट पंच के कंटूर से टकरा जाते—को बना सकता है। जब क्लियरेंस चुनौती होती है, तब यह प्रोफाइल अद्वितीय बहुमुखी क्षमता प्रदान करता है।.
सींगों के साथ विभाजित पंचों का एक सेट: जहाँ निश्चित लंबाई वाले पंचों का उपयोग होता है, वहीं बॉक्स बेंडिंग के लिए एक विभाजित सेटअप की आवश्यकता होती है। विशेष “कान” या “सींग” खंडों वाला किट ऑपरेटर को बॉक्स के किनारे बनाने की अनुमति देता है, बिना इस डर के कि उपकरण पहले से मुड़े हुए फ्लैंज से टकरा जाएंगे।.
30° एक्यूट डाईज का एक सेट: हालाँकि 90° डाई सामान्य उपयोग में मुख्य होती हैं, एक 30° एक्यूट डाई कहीं अधिक अनुकूलनशीलता प्रदान करती है। नियंत्रित रैम गहराई के साथ, आप 30° से 180° तक कुछ भी एयर बेंड कर सकते हैं। यह हेमिंग के लिए भी आवश्यक है — किनारों को सपाट करने के प्रारंभिक चरण के रूप में।.
एयर बेंडिंग का लाभ: हर ड्राइंग में निर्दिष्ट आंतरिक रेडियस के लिए अलग-अलग रेडियस-विशिष्ट डाई खरीदने की गलती न करें। आधुनिक एयर बेंडिंग में, वह रेडियस मुख्य रूप से V-डाई के उद्घाटन द्वारा निर्धारित होता है, न कि पंच की नोक के रेडियस से। V-चौड़ाई और पैठ की गहराई को समायोजित करके, एक ही टूल सेट विभिन्न प्रकार के रेडियस बना सकता है। समर्पित रेडियस टूलिंग को केवल उन्हीं भागों के लिए सुरक्षित रखें जिन्हें आप बार-बार बनाते हैं — खासतौर पर जब एक सटीक, दोहराने योग्य रेडियस के लिए “बॉटमिंग” आवश्यक हो।.
जब अमेरिकन प्लेन्ड और प्रिसिजन ग्राउंड टूलिंग में से चुनने की बात आती है, तो कई लोग कीमत के अंतर को लेकर झिझकते हैं। लेकिन इस मामले में, कम प्रारंभिक लागत का मतलब जरूरी नहीं कि लंबे समय में बेहतर मूल्य हो। आपका चुनाव आपके संयंत्र में सटीकता की आवश्यकता और उत्पादन प्रवाह पर निर्भर होना चाहिए।.
अमेरिकन प्लेन्ड टूलिंग: लकड़ी की परतें हटाने जैसी प्लेनिंग विधि से निर्मित — यह निर्माण प्रक्रिया एक कार्यात्मक लेकिन कम परिष्कृत उत्पाद प्रदान करती है।.
प्रिसिजन ग्राउंड टूलिंग: इन उपकरणों को CNC ग्राइंडिंग मशीनों से तैयार किया जाता है, जो सभी महत्वपूर्ण आयामों — टैंग, शोल्डर और टिप — को एक ही केंद्रीय अक्ष से संदर्भित करती हैं, जिससे पूर्ण ज्यामितीय संरेखण सुनिश्चित होता है।.
टूलिंग सुधारों को वैकल्पिक विलासिता नहीं बल्कि आवश्यक प्रदर्शन विशेषताएँ माना जाना चाहिए। उन्नत हार्डनिंग या कोटिंग्स में निवेश करने का निर्णय केवल बनने वाली सामग्रियों और प्रत्येक कार्य की मांगों पर आधारित होना चाहिए।.
लेज़र हार्डनिंग: परंपरागत फ्लेम हार्डनिंग अक्सर असमान परिणाम उत्पन्न करती है। इसके विपरीत, प्रीमियम टूलिंग ब्रांड—जैसे कि Wila या Wilson Tool—लेजर हार्डनिंग का उपयोग करते हैं। यह विधि उपकरण के कार्य क्षेत्रों (टिप और भार वहन करने वाले कंधों) को तेजी से गर्म करती है, जिससे स्वयं-क्वेंचिंग प्रभाव उत्पन्न होता है जो 4 मिमी तक गहराई में कठोरता प्रदान करता है 60 HRC. । उतना ही महत्वपूर्ण यह है कि टूल का कोर मजबूत और लचीला बना रहता है, जिससे भार के तहत दरारें नहीं पड़तीं जबकि पहनने वाली सतहें असाधारण रूप से टिकाऊ बनी रहती हैं।.
गैल्वनाइज़्ड स्टील के लिए नाइट्राइड / TiCN कोटिंग्स: जब गैल्वनाइज़्ड स्टील की बड़ी मात्रा बनाई जाती है, तो मानक टूलिंग जल्दी क्षतिग्रस्त हो जाती है। शीट पर जिंक की परत लगभग एक मुलायम मोम की तरह व्यवहार करती है—उच्च झुकने वाले दबाव के तहत, यह छिलकर निकलती है और डाई से चिपक जाती है। इस प्रतिक्रिया को गॉलिंग, कहा जाता है, जो उपकरण की सतह को खुरदरा बना देती है और उसके बाद झुके हुए प्रत्येक भाग को खराब करती है।.
हाई-स्ट्रेंथ स्टील के लिए हेवी-ड्यूटी कोटिंग्स: जब स्टेनलेस या अन्य उच्च तन्यता वाली सामग्रियों को मोड़ा जाता है, तो घर्षणजन्य घिसावट प्रमुख चुनौती बन जाती है। यहाँ तक कि लेजर-हार्डन किए गए उपकरण भी उन अत्यधिक संपर्क बलों के तहत खराब हो सकते हैं जो Hardox या Domex जैसे धातुओं के लिए आवश्यक होते हैं। इन मांगपूर्ण परिस्थितियों में, मजबूत पहनावे-प्रतिरोधी कोटिंग्स उपकरण की नोक की अखंडता बनाए रखने और लंबे समय तक इसके सटीक रेडियस को संरक्षित रखने के लिए आवश्यक हैं।.
खरीद का निर्णय लेने से पहले, खुद से यह महत्वपूर्ण सवाल पूछें: “क्या यह उपकरण केवल एक परियोजना के लिए है, या यह एक मिलियन से अधिक चक्र संभालेगा?” यदि यह दूसरा मामला है, तो उच्चतम दर्जे के, प्रेसिजन-ग्राउंड, कोटेड विकल्प में निवेश लगभग हमेशा लंबे समय में प्रति-बेंड आधार पर सबसे अधिक लागत-प्रभावी विकल्प होता है।.
टूल रखरखाव को अक्सर एक साधारण सफाई और संग्रह कार्य के रूप में गलत समझा जाता है। वास्तव में, यह आपके सबसे मूल्यवान संपत्ति—सटीकता—के लिए एक महत्वपूर्ण सुरक्षा कवच है। उच्च-गुणवत्ता वाली टूलिंग शायद ही कभी नाटकीय रूप से विफल होती है; इसके बजाय, यह धीरे-धीरे खराब होती जाती है, जैसे कोई पुरानी स्थिति, जो चुपचाप सेटअप समय बढ़ाती है और स्क्रैप दरें बढ़ाती है।.
जैसे कि कतरनी ब्लेड्स और लेज़र सहायक उपकरण, के लिए उपलब्ध निवारक अभ्यास और सुरक्षात्मक कोटिंग्स सेवा जीवन को बढ़ा सकते हैं और रखरखाव की आवृत्ति को कम कर सकते हैं।.
वास्तविक जोखिम इस बात में है कि घिसावट कितनी अप्रकट हो सकती है। कोई पंच या डाई जो देखने में ठीक लगती है, वह सूक्ष्म लेकिन महत्वपूर्ण तरीकों से पहले ही मानक से बाहर हो सकती है। उपकरण के घिसाव के संकेतों को पहचानने से आप मशीन समायोजन के पीछे भागने के बजाय वास्तविक मूल कारण पर ध्यान केंद्रित कर सकते हैं—ढालने के दौरान धातु और शीट के बीच की परस्पर क्रिया।.
प्रेस ब्रेक संचालन में सबसे आम निदान गलतियों में से एक लंबी बेंड के साथ होती है। कल्पना करें कि एक ऑपरेटर 10 फुट (3 मीटर) का पैनल बना रहा है: जबकि सिरों पर बिल्कुल सही 90 डिग्री माप है, बीच में यह 92 डिग्री तक खुल जाता है, जिससे बीच में हल्का सा घुमाव आ जाता है जो एक कैनो की तली के आकार जैसा दिखता है।.
पहली सहज प्रतिक्रिया प्रेस ब्रेक को दोष देने की होती है, यह संदेह करते हुए कि क्राउनिंग—या विक्षेपण क्षतिपूर्ति—सिस्टम की कैलिब्रेशन गलत है। ऑपरेटर बीच को सही करने के लिए क्राउनिंग बढ़ा सकता है, जो वहां 90-डिग्री बेंड तो दे देगा लेकिन सिरों को ज्यादा मोड़ देगा। यह एक क्लासिक मामला है जिसमें एक गैर-मौजूद समस्या के पीछे दौड़ा जाता है।.
असल दोषी अक्सर छिपा होता है V-डाई के शोल्डर में. । क्योंकि ऑपरेटर अक्सर छोटे हिस्सों को प्रेस ब्रेक के ठीक बीच में रखते हैं, डाई का केंद्रीय भाग सिरों की तुलना में कहीं अधिक बेंड सहता है। समय के साथ, बार-बार संपर्क से बीच के शोल्डर रेडियस धीरे-धीरे घिस जाता है।.
हालाँकि शुरू में घिसा हुआ शोल्डर मामूली लग सकता है, लेकिन इसके यांत्रिक परिणाम महत्वपूर्ण होते हैं। घिसा हुआ बड़ा रेडियस डाई के सिरों पर मौजूद तेज, मूल किनारों की तुलना में कम घर्षण पैदा करता है। इसका मतलब है कि सामग्री बीच में कैविटी में अधिक आसानी से और तेजी से फिसलती है। V-ओपनिंग चौड़ाई में सिर्फ 0.004 इंच (0.1 मिमी) की मामूली वृद्धि भी प्रभावी V-साइज़ को बदल देती है, जिससे मनचाहा कोण पाने के लिए पंच को कितना गहराई तक जाना होगा, यह बदल जाता है।.
इसकी पुष्टि करने के लिए CNC कंट्रोलर में कोई समायोजन न करें। इसके बजाय, V-डाई के शोल्डर के साथ एक प्रिसिजन स्ट्रेट एज रखिए और इसे एक रोशनी के स्रोत के सामने देखिए। अगर आपको बीच में रोशनी झाँकती दिखाई दे, या अपने नाखून से एक स्पष्ट खांचा महसूस होता है, तो आपने समस्या ढूंढ ली है। हाइड्रोलिक क्राउनिंग समायोजन उस डाई की मूल ज्यामिति के खो जाने की भरपाई नहीं कर सकते।.
एक बार जब यह पुष्टि हो जाए कि औजार घिस चुका है, तो सहज कदम इसे रीग्राइंडिंग के लिए भेजना होता है। कागज पर, कुछ सौ डॉलर खर्च करके इसे फिर से सतह देना कुछ हजार डॉलर खर्च करके नया प्रिसिजन-ग्राउंड औजार खरीदने से कहीं बेहतर लगता है। हालांकि, यह दिखने वाली बचत अक्सर एक महंगा गलत कदम साबित होती है।.
मुख्य समस्या है शट हाइट की एकरूपता खोना. । विनिर्माण में, प्रिसिजन टूलिंग को सटीक ऊँचाई सहनशीलता के साथ बनाया जाता है ताकि खंडों को स्वतंत्र रूप से जोड़ा जा सके। रीग्राइंडिंग सामग्री हटा देती है और औजार की कुल ऊँचाई बदल देती है। अगर आपकी वर्कशॉप में “फैक्ट्री हाइट” और “रीग्राउंड हाइट” वाले औजारों का मिश्रण हो जाए, और किसी ऑपरेटर ने अनजाने में एक ही सेटअप में दोनों का इस्तेमाल कर लिया, तो आपको बेंड लाइन के साथ गंभीर कोण विचलन दिखाई देंगे।.
इस असंगति की भरपाई के लिए, ऑपरेटर शिमिंग का सहारा लेते हैं—डाई के नीचे पतली कागज या धातु की शीट रखकर उसे स्तर में लाना। यही वह जगह है जहाँ कथित बचत गायब हो जाती है। रीग्राइंडिंग से तत्काल लागत में $500 की कटौती हो सकती है, लेकिन अगर ऑपरेटर को हर बार औजार को स्थापित करने में आधा घंटा शिमिंग में लगाना पड़े, तो श्रम लागत जल्दी ही शुरुआती बचत से अधिक हो जाएगी। सामान्य मशीन-घंटे की दरों पर, केवल कुछ हफ्तों तक असंगत औजार ऊँचाई के साथ काम करने से नए डाई खरीदने से ज़्यादा खर्च हो सकता है।.
इसके अलावा एक धातुकर्म सम्बन्धी नुकसान भी है। अधिकांश प्रिसिजन औजारों में केवल 3–4 मिमी गहरी लेज़र-हार्डन सतह परत होती है—यह सुरक्षात्मक “कवच” है जो औजार को उसकी कठोरता और घिसावट प्रतिरोध देती है। जब औजार को बहुत आक्रामक रूप से रीग्राइंड किया जाता है, तो यह परत पूरी तरह मिट सकती है, जिससे नरम कोर स्टील उजागर हो जाता है। ऐसा होने पर, औजार की सेवा-आयु का हिस्सा ही रह जाता है—अक्सर लगभग 20%—अपनी मूल आयु का, जिससे समय से पहले प्रतिस्थापन करना पड़ता है। जब तक आप यह पुष्टि न कर सकें कि पूरा टूल सेट एक साथ रीग्राइंड और फिर से हार्डन किया गया है—जो कि दुर्लभ और महंगा प्रक्रिया है—नया औजार खरीदना लगभग हमेशा अधिक समझदारी और आर्थिक रूप से बेहतर विकल्प होता है।.
आप अक्सर किसी वर्कशॉप की स्क्रैप दर का अनुमान केवल उसके टूलिंग रैक पर एक नज़र डालकर लगा सकते हैं। अगर पंच और डाई को लकड़ी के गट्ठों की तरह क्षैतिज रूप से ढेर किया गया है, तो यह साफ संकेत है कि वर्कशॉप अनजाने में अपनी खुद की सटीकता को खत्म कर रही है।.
प्रिसिजन-ग्राउंड औजार लगभग 60 HRC तक कठोर किए जाते हैं। इससे वे संपीड़न के तहत बेहद मजबूत होते हैं लेकिन साथ ही नाज़ुक—काँच की तरह। जब कठोर सतहें स्टैकिंग के दौरान एक-दूसरे से टकराती हैं, सूक्ष्म-चिपिंग होती है। पंच टिप या डाई शोल्डर पर ये छोटे-छोटे दरारें अक्सर अदृश्य होती हैं, लेकिन वे हर उस हिस्से पर सूक्ष्म, स्थायी दोष दर्ज कर देती हैं जो उनके माध्यम से गुजरता है।.
प्रभाव ही एकमात्र जोखिम नहीं है। एक के ऊपर एक रखे गए उपकरण सतहों के बीच की खाली जगह में नमी और कटिंग फ्लूइड को फंसा देते हैं, जिससे “डेड ज़ोन” बनती हैं जहाँ संक्षारण की शुरुआत होती है। बनने वाला जंग न सिर्फ़ दिखावट को खराब करता है—यह माउंटिंग सतहों को विकृत करता है, होल्डर में पूरी तरह फिट होने से रोकता है, और मशीन के पहली स्ट्रोक से पहले ही कोण संबंधी त्रुटियाँ पैदा कर देता है।.
सटीक टूलिंग को रखने का सही तरीका है कि हर हिस्से को अलग रखा जाए। उपकरणों को इस तरह व्यवस्थित किया जाना चाहिए कि रैक पर जो दिखाई दे वही वास्तविक उपलब्ध हो—संगठित, संरक्षित और उपयोग के लिए तैयार:
आपके टूल की उम्र कैलेंडर वर्षों से नहीं बल्कि दिए गए सटीक बेंड की संख्या से तय होती है। किसी उच्च-गुणवत्ता वाले Wila या Trumpf टूल की उपेक्षा करें और यह कुछ ही महीनों में कबाड़ में बदल सकता है। लेकिन अगर इसे सटीक यंत्रों की तरह संभालें तो यह दशकों तक कठोर सहनशीलता बनाए रख सकता है।.
प्रेस ब्रेक टूलिंग लाइब्रेरी चलाना वित्तीय पोर्टफोलियो का प्रबंधन करने जैसा है: आपको कमजोर प्रदर्शन करने वालों को हटाना होता है ताकि शीर्ष संपत्तियों को सुरक्षित रखा जा सके। यदि आपका टूलिंग रैक किसी कबाड़ बाजार के संग्रह जैसा है, तो आप निश्चित तौर पर अतिरिक्त स्क्रैप और धीमे सेटअप समय के कारण लाभ खो रहे हैं। ऑडिट केवल टुकड़ों की गिनती से कहीं आगे जाता है—यह क्षमता और तैयारियों की पुष्टि करने के बारे में है। मिश्रित उपकरण वाली दुकानों के लिए, अनुकूलनशील समाधान जैसे पंचिंग और आयरनवर्कर उपकरण उत्पादन में लचीलापन बढ़ा सकते हैं।.
सिर्फ यह नोट न करें कि शेल्फ़ पर क्या है—पूरी जांच करें। रैक से हर पंच और डाई हटाएँ और उन पर हाथों से निरीक्षण तथा डेटा विश्लेषण दोनों लागू करें।.
भौतिक “पोस्टमार्टम” शुरू करें ज्यामितिसे: अपने वी-डाई के कंधों और पंच की नोकों पर एक प्रिसिजन स्ट्रेट एज रखें, फिर उन्हें रोशनी में देखें। असमान अंतराल या दिखाई देने वाले स्कोरिंग यह दिखाते हैं कि उपकरण कोण में असंगति पैदा कर रहे हैं—उन्हें तुरंत अलग कर दें। फिर समीक्षा करें लोड इतिहास: पीछे और किनारों की माइक्रो-क्रैक या विकृति को जाँचें। कोई भी उपकरण जिसमें बाल जैसी महीन दरार हो, वह संपत्ति नहीं बल्कि खतरा है। बिना हिचकिचाए उसे कबाड़ में फेंकें। अंत में ध्यान दें “अनाथ”पर: ब्रांड या ऊँचाई में असंगति वाले खंडित सेट लगातार एयर बेंडिंग को रोकते हैं। इन्हें गैर-महत्वपूर्ण कार्यों के लिए निर्धारित करें या पूरी तरह हटा दें।.
उत्पादन मिश्रण वास्तविकता जाँच एक बार जब आपने उपकरण की स्थिति की पुष्टि कर ली, तो अपने इन्वेंटरी की ERP उत्पादन डेटा से तुलना करें। 80/20 सिद्धांत लागू करें—उन दस सामग्री मोटाइयों पर ध्यान दें जो आपके राजस्व का 80% उत्पन्न करती हैं। सुनिश्चित करें कि आपके पास इन गेजों के लिए सही, समर्पित V-ओपनिंग्स हैं, जो आमतौर पर सामग्री की मोटाई के 8x या 10x होते हैं।.
बहुत सारी दुकानें 1 मिमी शीट्स के लिए V8 की अनुपस्थिति के कारण V16 डाई का उपयोग करके काम चला लेती हैं—जिससे गुणवत्ता प्रभावित होती है। इसी तरह, 3 मिमी प्लेट पर उसी V16 का उपयोग करना, जबकि V24 की जरूरत होती है, उपकरण के जीवन को काफी कम कर देता है। यदि कोई विशेष उपकरण एक साल से अधिक समय तक उपयोग में नहीं आया है, तो उसे दीर्घकालिक भंडारण में रख दें। प्रमुख रैक स्पेस उन उपकरणों के लिए सुरक्षित रखें जो सक्रिय रूप से मुनाफा बढ़ाते हैं।.
यदि आपका शॉप फ्लोर विभिन्न मशीनों में बिखरे अमेरिकी, यूरोपीय और प्रोमेकेम सेटअप्स के असंगत इंटरफेस के कबाड़खाने जैसा दिखता है—तो आप कम उपयोगिता का सामना कर रहे हैं। समाधान आपके उपकरणों को बदलना नहीं है, बल्कि एक स्मार्ट “स्टॉप-लॉस” रणनीति लागू करना है जो आपके टूलिंग दृष्टिकोण को संकलित और सुव्यवस्थित करती है।.
एडॉप्टर रणनीति
एक भविष्य-समर्थित इंटरफेस मानक चुनें, जैसे Wila न्यू स्टैंडर्ड या उच्च-परिशुद्धता यूरोपीय शैली। पुरानी मशीनों के लिए मशीन-विशिष्ट उपकरण खरीदने के बजाय, मजबूत, परिशुद्धता-निर्मित एडेप्टर. में निवेश करें। ये आपको पुराने बीमों पर आधुनिक उपकरण फिट करने देते हैं, जिससे आपके उपकरण “कोने में रखे पुराने प्रेस” से मुक्त हो जाते हैं। अचानक, आपके संग्रह में हर उपकरण पूरे शॉप में काम कर सकता है, जिससे आपकी प्रभावी उपयोग दर तुरंत बढ़ जाती है।.
विज़ुअल मैनेजमेंट और शैडो बोर्ड
उपकरणों का मानकीकरण करने का मतलब ऑपरेटर की अनिश्चितता को भी समाप्त करना है। आपकी टीम को अलग-अलग घूरकर 88° पंच और 90° पंच की पहचान नहीं करनी पड़नी चाहिए। सख्त रंग कोडिंग का उपयोग करें: 88° उपकरणों के लिए नीली पट्टी, 90° के लिए पीली, और 30° के लिए लाल लगाएँ। यह एक नज़र में उपकरण की स्पेसिफिकेशन को तुरंत स्पष्ट करता है।.
इसे अपने भंडारण रैक पर शैडो बोर्ड के साथ जोड़ें। प्रत्येक उपकरण का आकार उसकी निर्दिष्ट स्थिति में रेखांकित करें। यदि उपकरण प्रेस में नहीं है और उसकी छाया में नहीं है, तो वह आधिकारिक रूप से लापता है। यह आसान दृश्य जांच प्रति शिफ्ट “वह एक गूसनेक्क पंच” खोजने में खर्च होने वाले सामान्य 30 मिनट को समाप्त कर सकती है।”
वीकेंड एक्शन प्लान
इस सप्ताहांत, मशीनें बंद रखें। इसके बजाय, एक स्ट्रेटएज, एक मार्कर और इस चेकलिस्ट के साथ अपने फ्लोर पर चलें। आप शायद पाएंगे कि आपका बहुत सा “एसेट पोर्टफोलियो” वास्तव में आपको नीचे खींच रहा है—लेकिन उन देनदारियों को पहचानना नुकसान रोकने की दिशा में पहला कदम है।.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
