A mostrar 1–9 de 87 resultados

Anel Cerâmico Laser, Acessórios Laser
Bocal Laser, Acessórios Laser

Bocal Laser, Acessórios Laser
Bocal Laser, Acessórios Laser
Bocal Laser, Acessórios Laser

Bocal Laser, Acessórios Laser

Anel Cerâmico Laser, Acessórios Laser

Anel Cerâmico Laser, Acessórios Laser

Bocal Laser, Acessórios Laser
Escreva “óculos de laser” em qualquer grande mercado online. Irá imediatamente encontrar um par $15 de óculos de plástico verde com 4,8 estrelas e milhares de avaliações. O anúncio promete que funcionam de forma universal—para depilação estética, gravação em madeira e corte industrial de metal.
Estamos condicionados pela eletrónica de consumo a tratar a tecnologia como plug-and-play. Um cabo USB-C padrão carrega um telemóvel, um computador portátil ou uma caixa de auriculares sem hesitação. Mas um laser não é um periférico de computador. Tratar o equipamento de segurança de laser como um acessório genérico não é um erro de principiante inofensivo. É um risco para a visão. Para soluções verdadeiramente compatíveis e seguras, é essencial obter produtos de especialistas como Jeelix, que compreendem que a precisão das ferramentas não é negociável.
Pense no equipamento de segurança de laser não como uma capa protetora de telemóvel, mas como uma prescrição médica altamente específica. Nunca compraria “óculos de prescrição universais” numa prateleira de saldos esperando que corrigissem um astigmatismo severo. O comprimento de onda e a potência de saída de um laser funcionam como um diagnóstico imutável.
O ecossistema do comércio eletrónico é construído para vender conveniência. Os algoritmos priorizam produtos com o apelo mais amplo possível, recompensando vendedores que enchem os títulos de palavras-chave. Isto cria uma ilusão perigosa para principiantes que entram no mundo dos lasers. Quando um mercado agrupa um gravador de díodo de secretária de 5 watts na mesma categoria que uma impressora jato de tinta, retira o contexto industrial da ferramenta. O utilizador presume que, se a máquina é vendida ao lado de materiais de artesanato, os acessórios vendidos junto dela devem ser igualmente infalíveis. Não são.
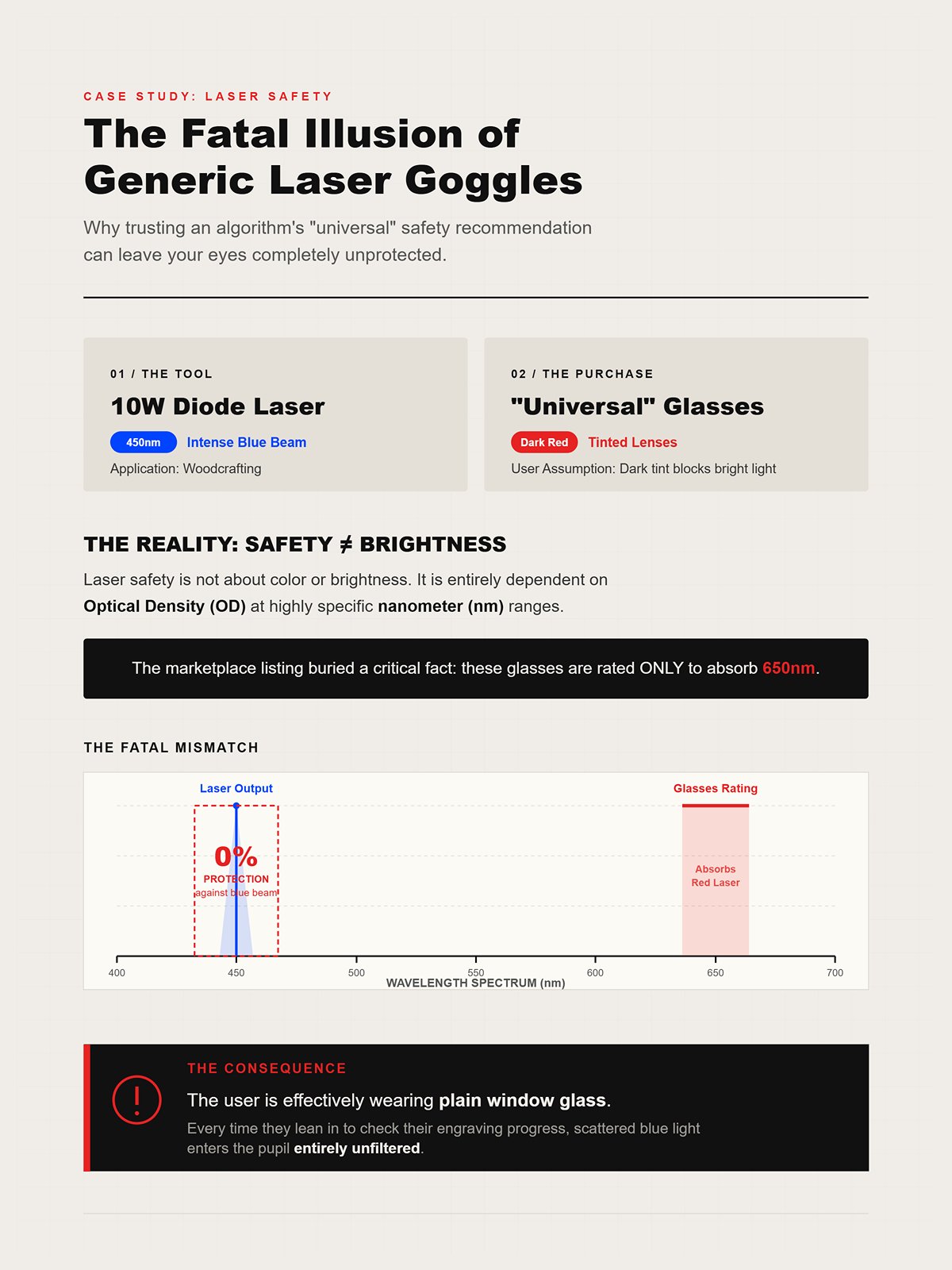
Um entusiasta compra um laser de díodo de 10 W para trabalhar madeira e escolhe os óculos de segurança “universais” mais bem avaliados recomendados pelo algoritmo do site. Os óculos chegam com lente vermelha escura. O utilizador assume que o tom escuro funciona como uns óculos de sol, bloqueando a intensa luz azul do laser.
Mas a segurança com lasers não depende da cor ou do brilho. Depende da Densidade Ótica (OD) em gamas de nanómetros extremamente específicas. O anúncio do mercado ocultou o facto de esses óculos vermelhos específicos estarem classificados apenas para absorver comprimentos de onda de 650 nm—o espectro de um ponteiro laser vermelho. Oferecem exatamente zero resistência ótica ao feixe azul de 450 nm que salta da madeira. O utilizador está efetivamente a usar vidro de janela comum. Sempre que se inclina para verificar o progresso da gravação, a luz azul dispersa entra na pupila completamente sem filtragem.
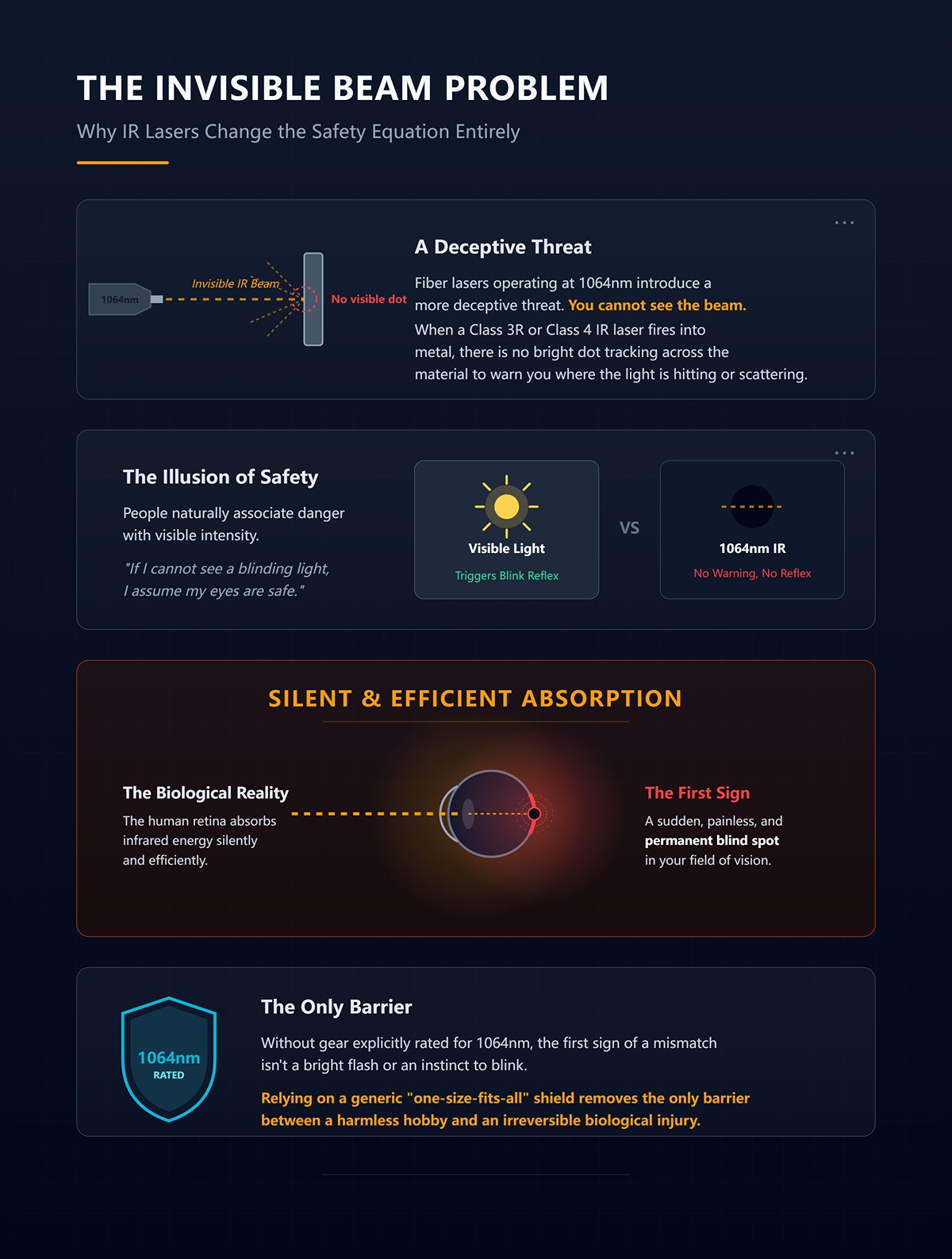
Os lasers de fibra que operam a 1064 nm introduzem uma ameaça ainda mais enganadora. Não se consegue ver o feixe. Quando um laser infravermelho (IR) de Classe 3R ou Classe 4 incide sobre metal, não há ponto luminoso a deslocar-se sobre o material que avise onde a luz está a atingir ou a refletir.
As pessoas associam naturalmente o perigo à intensidade visível. Se não conseguem ver uma luz ofuscante, presumem que os olhos estão seguros. Mas a retina humana absorve energia infravermelha silenciosa e eficientemente. Sem equipamento explicitamente classificado para 1064 nm, o primeiro sinal de incompatibilidade não é um clarão brilhante nem o instinto de piscar os olhos. É uma mancha cega súbita, indolor e permanente no campo de visão. Confiar num escudo genérico “tamanho único” ao trabalhar com espectros invisíveis remove a única barreira entre um passatempo inofensivo e uma lesão biológica irreversível.

Equipamento incompatível cria uma falsa sensação de segurança que altera ativamente o comportamento do utilizador. Um fabricante que usa óculos genéricos sente-se protegido, por isso ignora os protocolos de segurança padrão. Ignora a caixa protetora da máquina. Inclina o rosto a poucos centímetros da base de corte para inspecionar um caminho vetorial complexo, colocando os olhos diretamente na zona de reflexão especular—o local exato onde um feixe perdido irá ricochetear se atingir uma superfície brilhante.
O projeto pode ser arruinado por um feixe desfocado ou um movimento brusco, mas o verdadeiro custo mede-se em cicatrizes na retina. Temos de deixar de tratar os acessórios de laser como bens de consumo intercambiáveis. A diferença entre o marketing genérico e a realidade física é totalmente implacável. Para atravessá-la em segurança, temos de abandonar a busca por soluções “universais” e compreender as variáveis científicas exatas que determinam se um equipamento realmente protegerá a visão.
Tratar uma configuração de laser como um motor de carro personalizado muda a forma como vê cada componente. Nunca aparafusaria um enorme escape diesel num pequeno motor híbrido esperando que ele funcionasse melhor. As peças têm de falar a mesma linguagem mecânica. Ainda assim, principiantes montam rotineiramente equipamento de segurança incompatível em lasers de alta potência. Cada acessório—desde filtros óticos até ao arrefecimento e ventilação—deve ser afinado com precisão para o “bloco do motor” da sua máquina: o seu comprimento de onda e potência específicos. Ao ignorar essa compatibilidade, não está apenas a construir um sistema subótimo. Está a construir uma armadilha. Este princípio de compatibilidade precisa é fundamental em toda a fabricação de precisão, quer trabalhe com lasers ou prensas dobradeiras, onde utilizar Ferramentas padrão para quinadeira projetados para a sua máquina específica é essencial.
A norma europeia de segurança a laser EN207 exige que os óculos de proteção sobrevivam a um impacto direto de laser durante 10 segundos contínuos ou 100 pulsos sem derreter. Este é um teste de limite de dano físico. Prova que os óculos de proteção a laser não são apenas óculos de sol escuros; são escudos estruturais concebidos para absorver o impacto cinético de fotões concentrados.
A maioria dos principiantes ignora esta realidade física, comprando óculos baseando-se apenas num número de Densidade Ótica (OD) divulgado, como “OD4+”. Mas o OD não é uma métrica direta de resistência. É um cálculo logarítmico: Log(Saída Máxima da Densidade de Potência / Exposição Máxima Permissível). Como escala de forma não linear, o OD real de que precisa depende inteiramente da concentração do feixe (watts por centímetro quadrado), e não apenas da potência total indicada na caixa. Um díodo de 20W focado num ponto microscópico requer um limiar de defesa muito diferente de um feixe de 20W espalhado por uma área mais ampla.
O perigo multiplica-se quando se lida com lasers pulsados, cada vez mais comuns em gravadores de secretária. Em testes clínicos, óculos especificados e vendidos como OD5+ foram medidos a cair para apenas OD0.5 em determinados comprimentos de onda. Isto acontece porque os lasers pulsados geram conteúdo espectral de banda larga — picos de luz fora do comprimento de onda principal. Se o fabricante apenas testou a lente contra um feixe contínuo e estreito, os seus óculos “certificados” podem ter uma enorme lacuna invisível exatamente onde a energia de banda lateral do seu díodo atinge o máximo.
Não está a comprar plástico colorido. Está a comprar um material projetado para travar uma frequência específica de radiação antes que esta alcance a sua retina. Se a classificação OD não tiver em conta a largura do pulso, a taxa de repetição e o espectro da emissão do seu laser específico, está a usar um placebo. Quanta potência bruta é realmente necessária para ultrapassar essas defesas e transformar uma ameaça ótica numa ameaça física?
De acordo com as diretrizes da norma ANSI Z136.1, um laser de Classe 3R que opere abaixo de 5 miliwatts é geralmente considerado seguro para observação difusa. Um díodo moderno de 20W é 4.000 vezes mais potente.
A este nível de potência, já não está apenas a lidar com luz dispersa. Está a lidar com ignição. Um feixe de 20W focado num ponto de 0,08mm gera calor localizado suficiente para vaporizar instantaneamente madeira compensada, acrílico e couro. Os iniciantes tratam frequentemente uma cabine como uma capa de pó — um acessório agradável que mantém o espaço de trabalho limpo. Mas, voltando à metáfora do motor personalizado, operar um laser de 20W sem uma cabine com classificação de resistência ao fogo é como aplicar um motor de alto desempenho sem radiador. O sistema acabará inevitavelmente por sobreaquecer o ambiente.
Considere a mecânica de um trabalho de gravação normal. O cabeçote do laser move-se rapidamente sobre o pórtico, distribuindo a sua energia térmica. Mas o que acontece se o software bloquear? E se o motor de passo perder um dente da correia e o cabeçote parar enquanto o feixe permanece ativo? Em três segundos, a vaporização transforma-se em combustão.
Uma tenda genérica de acrílico fino simplesmente derreterá sobre o fogo, acrescentando combustível plástico. Uma cabine de segurança verdadeira atua como um contentor térmico e físico. Requer policarbonato retardador de chamas ou uma estrutura metálica, muitas vezes combinada com deteção ativa de chamas que corta a energia do laser no milissegundo em que ocorre um foco de fogo. Uma cabine não é um acessório de luxo para manter a secretária limpa; é a última barreira física que impede uma avaria mecânica de incendiar o seu espaço de trabalho. Mas o que acontece ao material que escapa ao fogo, vaporizando-se e entrando no ar que respira?
Cortar uma folha de fibra de média densidade (MDF) de 3mm não produz fumo de madeira. Vaporiza a resina de ureia-formaldeído usada para colar as fibras de madeira.
Quando os utilizadores veem fumo a acumular-se sob o laser, o primeiro instinto é comprar uma ventoinha barata em linha e um tubo de exaustão, expelindo o ar pela janela mais próxima. Tratam o laser como o tubo de escape de um camião a gasóleo, presumindo que, se o fumo for expulso, o problema está resolvido. Mas um laser não corta o material; destrói a matéria. Quando um feixe de alta potência atinge materiais sintéticos, gera compostos orgânicos voláteis (COVs) e partículas em suspensão submicrométricas.
Um filtro HEPA padrão capta partículas físicas até 0,3 micrómetros, mas é totalmente cego a gases. O formaldeído e o benzeno passam diretamente pelas pregas de papel e entram nos pulmões. Para captar realmente COVs, um sistema de extração requer uma camada profunda de carvão ativado. Mais importante ainda, o fluxo de ar (medido em Pés Cúbicos por Minuto, ou CFM) deve ser precisamente ajustado. Se a ventoinha for demasiado potente, o gás tóxico atravessa a camada de carvão demasiado depressa, impedindo o processo de ligação química conhecido como adsorção.
Expelir o fumo é uma solução cosmética. Extrair gás tóxico é uma necessidade química. Se o seu sistema de extração não for compatível com a decomposição química específica do material processado e com o CFM exato exigido para o tempo de contacto do filtro, estará apenas a construir um sistema de distribuição de toxinas muito silencioso. A mesma lógica de compatibilidade que o mantém fora do hospital é a que dita se as suas melhorias de desempenho realmente melhoram os cortes ou simplesmente danificam os materiais.
Se aparafusar um enorme turbocompressor de gasóleo a um pequeno carro híbrido urbano, não o torna mais rápido. Rebenta com o coletor de admissão. A mesma realidade mecânica aplica-se aos gravadores a laser. Os principiantes tratam frequentemente as melhorias como um conjunto de habilidades de videojogo — comprando a bomba de ar de maior pressão, a mesa de favo de mel mais espessa e o rolo rotativo mais pesado, presumindo que “mais equipamento” equivale automaticamente a “melhores resultados”. Mas um laser não é um periférico informático em que a função plug‑and‑play garante desempenho.
Cada acessório deve ser precisamente ajustado ao material processado. Se o sistema de admissão (assistência de ar) ou a estrutura (mesa) não corresponderem ao bloco motor (o comprimento de onda e o modo de operação do laser), não só desperdiça dinheiro como sabota ativamente a gravação. Como é que esta má compreensão transforma a melhoria mais popular do laser numa desvantagem?
Uma mesa em favo de mel pode exibir 8 estrelas e milhares de avaliações online, sendo universalmente comercializada como a primeira melhoria obrigatória para qualquer laser de secretária. A lógica parece sólida: elevar o material numa grelha de alumínio permite que o fumo se ventile por baixo, evitando marcas de queimadura na parte posterior da peça. Para cortar madeira compensada de 3mm, este fluxo de ar é essencial. As células abertas funcionam como um coletor de escape, puxando as resinas vaporizadas para longe da linha de corte. Mas o que acontece quando se muda de cortar madeira para gravar uma fotografia delicada em cartão fino ou couro?
A grelha em favo de mel é, na sua maioria, espaço vazio. Quando se coloca um material flexível sobre ela, o material afunda-se nas células por frações de milímetro. O ponto focal de um feixe de laser é incrivelmente estreito, exigindo frequentemente uma tolerância de 0,1mm para manter um ponto nítido. Esse ligeiro afundamento retira o material do foco, transformando píxeis nítidos em manchas desfocadas.
Pior ainda, se estiver a gravar um material denso como ardósia ou vidro revestido, o feixe de alta potência pode atravessar o substrato transparente ou refletivo do material, atingir a grelha de alumínio em favo de mel e ricochetear. Este “flashback” grava uma imagem fantasma do padrão em favo de mel diretamente na parte inferior do seu projeto. A cama que comprou para melhorar o seu trabalho acabou por danificá-lo permanentemente. Se elevar o material nem sempre é a solução, o que determina a forma como lidamos com o fumo gerado na superfície?
Veja um tutorial no YouTube sobre corte a laser e inevitavelmente verá um criador ligar um compressor de oficina de 30 PSI à cabeça do laser. O jato de alta pressão atua como uma alavanca física, forçando o carbono vaporizado a sair do corte (a largura da incisão) e permitindo que o feixe corte limpidamente através de madeira espessa sem queimar as bordas. Isto leva a uma suposição perigosa: se a alta pressão deixa os cortes mais limpos, então deve deixar as gravações impecáveis.
Ao gravar, não está a tentar atravessar o material; está a tentar vaporizar apenas a camada superior para criar contraste. Se atingir essa superfície superficial e ardente com um jato de ar de 30 PSI, não elimina os resíduos.
Espalha-os violentamente.
O ar de alta pressão força as resinas vaporizadas e pegajosas de volta para o grão de madeira circundante, transformando um logótipo nítido numa sombra manchada e de baixo contraste. Por outro lado, um air assist de baixo fluxo—empurrando apenas volume suficiente para manter o fumo longe da lente focal cara—permite que os resíduos de gravação sejam naturalmente expelidos. O ar de alta pressão é excelente para cortar material espesso, estabilizando o caminho do feixe, mas o fluxo de baixo volume dá prioridade à proteção da lente em vez de uma escavação agressiva. Aplicar pressão máxima enquanto grava uma fotografia delicada é como usar uma mangueira de incêndio para regar um bonsai. Então, se a pressão de ar exige precisão mecânica, como lidamos com materiais que se movem fisicamente?
Imagine colocar um copo térmico pesado de aço inoxidável sobre um conjunto de rolos de borracha motorizados. À medida que o laser dispara, os rolos giram, rodando o copo para que o feixe envolva um desenho à volta da sua circunferência. Este é um sistema de rolos rotativos, e depende inteiramente da gravidade e da fricção. Para objetos perfeitamente cilíndricos e leves, funciona na perfeição. Mas a maioria da moderna garrafaria térmica é afunilada—mais larga no topo do que na base.
Quando um objeto afunilado gira sobre rolos planos, tende naturalmente a “andar” para o lado. À medida que o copo se desloca, o laser continua a disparar em linha reta, resultando numa gravação inclinada e em espiral que arruína uma peça $30 em segundos. Um chuck rotativo resolve isto eliminando completamente a fricção. Em vez de apoiar o objeto em rodas, o chuck usa garras mecânicas para prender física e firmemente a borda interna ou externa do copo, mantendo-o numa suspensão rígida. O motor de passo gira as garras, e o copo roda exatamente em sincronização, independentemente da sua distribuição de peso ou ângulo de afunilamento.
O projeto pode ser arruinado por um feixe desfocado ou um movimento súbito, mas o verdadeiro custo mede-se nas taxas de falha imprevisíveis das ferramentas baseadas em fricção. Não pode afinar um motor personalizado se o chassis continuar a escorregar da engrenagem. Ao compreender quando prender, quando elevar e quando restringir o fluxo de ar, para de lutar contra os acessórios e começa a controlá-los. Como é que estas escolhas individuais combinam num sistema coeso e fiável?
| Aspeto | Rolos Rotativos | Chuck Rotativo |
|---|---|---|
| Mecanismo Central | Utiliza rolos de borracha motorizados; depende da gravidade e fricção para rodar o objeto | Utiliza garras mecânicas para prender a borda do objeto; rotação conduzida diretamente por um motor de passo |
| Como Segura o Copo Térmico | Objeto repousa livremente sobre rolos giratórios | Objeto é fisicamente preso e suspenso numa pega rígida |
| Melhor Para | Itens perfeitamente cilíndricos e leves | Copos térmicos afunilados, pesados ou com distribuição de peso desigual |
| Comportamento com Copos Térmicos Afunilados | Tende a “andar” de lado devido ao diâmetro irregular | Permanece fixo e centrado independentemente do ângulo de conicidade |
| Risco de escorregamento | Elevado — dependente inteiramente do atrito da superfície e do equilíbrio | Mínimo — a fixação mecânica impede o movimento lateral |
| Precisão da gravação | Pode produzir desenhos enviesados ou em espiral se o copo se deslocar | Mantém sincronização precisa entre o motor e a rotação do objeto |
| Taxa de falhas | Imprevisível; as ferramentas baseadas em fricção são sensíveis a variações de peso e equilíbrio | Altamente fiável; a rotação é controlada mecanicamente |
| Controlo e estabilidade | Controlo limitado; fatores externos afetam o desempenho | Controlo rotacional completo, independente da gravidade ou do atrito |
| Resultado prático | Risco de estragar as peças devido ao desvio durante a gravação | Gravação consistente e precisa, mesmo em condições desafiantes |
| Fiabilidade geral | Adequado para objetos simples e uniformes, mas menos fiável para copos modernos com formato cónico | Proporciona um funcionamento coeso e estável para fluxos de trabalho profissionais de gravação |
Não se aparafusa um escape de gasóleo maciço a um pequeno motor híbrido. Construir uma configuração de laser fiável requer tratar o módulo de laser — o seu comprimento de onda específico e a sua potência de saída — como o bloco do motor.
Cada acessório deve estar precisamente ajustado para corresponder a esse núcleo. Contudo, a internet está inundada de promessas do mercado paralelo que ostentam 8 estrelas e milhares de avaliações. Fomos condicionados a acreditar que o padrão de fábrica significa “mínimo indispensável” e que gastar dinheiro em acessórios de terceiros gera automaticamente resultados profissionais. Esta é a armadilha das atualizações. Um laser é um delicado equilíbrio entre ótica, dinâmica térmica e protocolos de segurança. Quando se introduz um componente incompatível, não se perde apenas dinheiro. Introduzem-se pontos de falha desnecessários. Como saber quando deixar a configuração de fábrica intacta? Este princípio de respeitar as especificações do equipamento original é igualmente vital noutros domínios de fabrico, tal como garantir que utiliza componentes genuínos Ferramentas para quinadeira Amada ou Ferramentas para quinadeira Trumpf para desempenho e segurança ideais nessas respetivas máquinas.
Um ponteiro laser azul padrão funciona a 5 miliwatts. Mesmo nesse limite legalmente restrito, a Distância Nominal de Perigo Ocular (NOHD) — o raio em que o feixe pode causar danos oculares permanentes — estende-se por centenas de metros devido à sensibilidade não linear do olho humano à luz azul. Os lasers de díodo de secretária modernos funcionam a 10, 20 ou até 40 watts. Isso é milhares de vezes mais potente do que um ponteiro, colocado sobre uma secretária num quarto extra.
Quando novos proprietários desembrulham um laser de díodo, o primeiro instinto é comprar uma bomba de assistência de ar ou uma base de favo de mel para melhorar a qualidade de corte. Mas um laser não é um periférico de computador. É um perigo ótico aberto. Um feixe de 20W a incidir num nó denso de um pedaço de pinho não se limita a parar; ele dispersa, refletindo luz azul de alta intensidade de 445nm por toda a divisão.
O primeiro $100 deve ser gasto num compartimento ótico rígido e específico para o comprimento de onda.
Confiar apenas nos óculos verdes baratos incluídos na caixa é um jogo de sorte. As normas de segurança exigem que o Equipamento de Proteção Individual (EPI) seja classificado com Precisão de Densidade Ótica (OD) para os parâmetros exatos do laser, pois acessórios incompatíveis anulam todos os controlos de segurança. Um compartimento fecha a dispersão na origem, atuando como o chassis que torna o motor seguro de operar. Se a luz azul exige proteção pesada e específica para o comprimento de onda, para conter a sua dispersão, como lidamos com um feixe que transporta potência exponencialmente superior, mas opera num espectro completamente diferente?
Os lasers de CO2 operam a 10,6 micrómetros (10 600 nm), profundamente no espetro do infravermelho. A este comprimento de onda, o acrílico transparente padrão (PMMA) é completamente opaco ao feixe. Se disparar um laser de CO2 de 60W sobre uma chapa de acrílico transparente de 6 mm, o plástico absorve a energia infravermelha, derretendo e vaporizando em vez de deixar a luz passar.
Esta realidade física quebra a intuição dos principiantes de que vidro mais escuro significa maior proteção. Um comprador pode supor que um par de óculos de soldadura fortemente escurecidos oferece segurança superior em relação a uma janela transparente. Não é assim. Óculos escuros genéricos podem deixar a luz de 10,6 µm passar diretamente até à córnea, enquanto uma tampa de acrílico transparente atua como uma verdadeira parede contra o feixe. É por isso que os lasers de CO2 comerciais apresentam grandes janelas de visualização perfeitamente transparentes.
Contudo, o comprimento de onda é apenas metade da equação.
As medições de segurança de laser dependem de características combinadas — espectrais, temporais e radiométricas. Dois lasers de CO2 de 10,6 µm com potência idêntica podem exigir avaliações de perigo completamente diferentes se um disparar em pulsos agressivos e concentrados, enquanto o outro operar continuamente. O acrílico transparente pode absorver o feixe contínuo de forma segura, mas falhar sob o choque térmico rápido de uma variante pulsada. É necessário verificar se o perfil do feixe da sua máquina específica está em conformidade com a classificação de absorção do compartimento. Se os plásticos padrão conseguem travar um feixe de CO2, o que acontece quando passamos para um comprimento de onda que trata o acrílico transparente e o tecido humano com igual indiferença?
Um feixe de laser de fibra de 1064 nm é totalmente invisível ao olho humano. Quando se dispara um laser de fibra de 50W sobre uma chapa de alumínio polido, o metal atua como um espelho. O feixe vaporiza a camada superior do metal, mas uma parte significativa dessa energia infravermelha invisível reflete-se na superfície num determinado ângulo.
Sem um absorvedor de feixe — um anteparo altamente absorvente e resistente ao calor colocado atrás da área de trabalho — essa reflexão invisível viaja até atingir uma parede, uma janela ou o operador. Uma vez que o comprimento de onda de 1064 nm passa pela córnea e se foca diretamente na retina, o reflexo de pestanejo natural do olho não serve de nada. Não se pode reagir ao que não se vê. O projeto pode ser arruinado por um feixe desfocado ou por um movimento súbito, mas o verdadeiro custo mede-se em cicatrizes na retina.
Investir num absorvedor de feixe adequado e num compartimento classificado para 1064 nm não é uma atualização — é uma exigência básica para ligar a máquina.
As trocas de lentes seguem a mesma lógica rigorosa. Os lasers de fibra utilizam lentes F-Theta para focar o feixe num plano plano. Substituir uma lente de 110 mm por uma de 300 mm aumenta a área de trabalho, mas diminui exponencialmente a intensidade concentrada do feixe, alterando a trajetória de dispersão e os parâmetros de segurança necessários. Cada alteração no caminho ótico reescreve as regras da máquina. Depois de a geometria básica de segurança e funcionamento estar definida, a tentação muda para adicionar mais potência e mais velocidade. O que acontece quando começa a juntar melhorias que o seu motor nunca foi concebido para suportar?
Imagine prender um escape diesel maciço a um pequeno motor híbrido. Gasta uma fortuna nas peças, passa um fim de semana a lutar com a instalação e afasta-se para admirar o seu trabalho. Mas quando vira a chave, o carro não anda mais rápido. O motor luta para manter a contrapressão, os sensores lançam códigos de erro e a eficiência do combustível despenca. Não melhorou o carro. Estragou o sistema.
Construir um conjunto de laser fiável requer tratar o módulo laser — o seu comprimento de onda específico e potência — como o bloco do motor.
Cada acessório deve ser precisamente afinado para corresponder a esse núcleo. No entanto, a internet está inundada de promessas pós-venda com 8 estrelas e milhares de avaliações. Estamos condicionados a acreditar que padrão de fábrica significa “mínimo indispensável” e que atirar dinheiro a complementos de terceiros resulta automaticamente em desempenho profissional. Esta é a armadilha do upgrade. Um laser é um equilíbrio delicado de ótica, dinâmica térmica e protocolos de segurança. Ao introduzir um componente incompatível, não só desperdiça dinheiro. Introduz pontos de falha desnecessários. Como saber quando deixar o conjunto de fábrica intacto?
Uma compra comum na primeira semana é um sistema de câmara suspensa. A proposta é convincente: prender uma lente à tampa da sua caixa, calibrar o software e arrastar e largar os seus designs perfeitamente sobre o material. Promete pôr fim ao processo tedioso de enquadrar e disparar de teste.
Mas uma câmara introduz uma nova camada de tradução mecânica.
O software tem de calcular constantemente a distância entre a distorção da lente olho de peixe e a posição física da cabeça do laser. Se a tampa da sua caixa se deslocar um único milímetro ao fechá-la, a calibração da câmara é instantaneamente anulada. O projeto pode ser arruinado por um gráfico desalinhado, mas o verdadeiro custo mede-se em horas de resolução interminável de problemas de software. O seu design vai gravar ligeiramente descentrado, destruindo a peça de trabalho cara que comprou para proteger com a câmara.
Os protocolos físicos de alinhamento de fábrica não sofrem de deriva digital.
Usar o apontador de ponto vermelho de fábrica da máquina ou executar uma passagem de enquadramento de baixa potência baseia-se no caminho físico real do feixe laser. É a verdade absoluta. Se o seu fluxo de trabalho envolve processar em série porta-copos de madeira idênticos usando um gabarito físico fixo, uma câmara suspensa não acrescenta valor nenhum. Apenas acrescenta mais um passo de calibração à sua rotina matinal. Porque digitalizar um processo que a geometria física já resolve na perfeição?
O calor é o inimigo de qualquer tubo laser, mas a forma como elimina esse calor deve escalar de acordo com a quantidade gerada. Para um sistema de corte comercial de 400W, a gestão térmica precisa é indispensável. Estes conjuntos usam frequentemente sistemas de refrigeração direta por compressão de vapor e refrigerante, consumindo poucos watts para lidar com enormes cargas térmicas com eficiência incrível. Mas se está a operar um laser CO2 de 40W ou 50W numa cave que se mantém a frescos 68°F (20°C), a sua carga térmica é fundamentalmente diferente.
Colocar um chiller industrial maciço num conjunto de secretária de baixa potência não faz com que o laser corte mais rápido.
Apenas desperdiça eletricidade e introduz complexidade desnecessária. Chillers personalizados com múltiplas zonas prometem poupança de energia dramática para fábricas industriais, mas requerem controlos de temperatura precisos que são completamente irrelevantes para um entusiasta que faz gravação intermitente. Para um laser de baixa potência num ambiente fresco, a refrigeração básica dependente do ambiente — muitas vezes incluída na própria caixa — lida perfeitamente com a carga térmica. Não precisa de um chiller ativo $400 para arrefecer um sistema que só gera calor suficiente para aquecer uma chávena de café. E quando o upgrade não é um acessório, mas o próprio núcleo do motor?
A suposição mais perigosa no trabalho com laser é acreditar que segurança é uma caixa estática para assinalar. Não é. Imagine que decide que o seu laser de diodo de 10W é demasiado lento, então desaperta-o e instala um módulo de 40W no mesmo carro. Acabou de mudar o bloco do motor. A caixa de acrílico que continha com segurança a dispersão de um feixe de 10W pode agora derreter sob uma reflexão direta de um feixe de 40W. O ventilador de exaustão que removia o fumo de gravações leves pode agora sufocar com os densos fumos de corte profundo de contraplacado, deixando partículas tóxicas suspensas no seu espaço de trabalho.
Cada acessório deve servir a necessidade específica do sistema.
Se substituir um tubo CO2 de 40W por um de 80W, a sua antiga bomba de água ambiente já não é suficiente; a potência mais alta exige refrigeração ativa para evitar que o tubo de vidro estale. Se trocar a lente de um laser de fibra para aumentar a área de trabalho, a trajetória de dispersão do feixe muda, podendo contornar o seu absorvedor de feixe existente. Não pode melhorar o núcleo sem reavaliar o perímetro. Quando muda o laser, muda as regras de todo o ecossistema. Esta visão holística é crítica para qualquer ferramenta de precisão. Por exemplo, melhorar uma prensa dobradora pode exigir reavaliar todo o conjunto de ferramentas, desde o Suporte de matriz para quinadeira até especializado Ferramentas para quinadeira de raio ou Ferramentas especiais para quinadeira.
Já vimos como mudar um tubo reescreve as regras de segurança, mas a mudança de mentalidade necessária vai mais fundo do que comprar novos óculos. Quando prende uma nova peça à sua máquina, não está a acrescentar uma funcionalidade. Está a alterar um ecossistema. Pense no motor personalizado. Não se limita a colocar um turbo num bloco; afina a injeção de combustível e melhora o escape para lidar com a nova pressão. A mesma física aplica-se aqui. Mas um laser não é um periférico de computador. Não pode simplesmente ligar uma nova lente ou um divisor de feixe e esperar que funcione de forma independente do todo. Cada peça de vidro, cada ventilador de refrigeração e cada parede de caixa faz parte de uma única cadeia ótica e térmica contínua. E se o próprio ambiente comprometer estas adições perfeitas?
A internet prospera vendendo soluções independentes. As plataformas de comércio electrónico estão inundadas com promessas aftermarket com classificações de 8 estrelas e milhares de avaliações. Apresentam componentes como lentes anti-reflexo ou isoladores ópticos — dispositivos concebidos para estabilizar sistemas bloqueando reflexos de retorno — como atualizações universais plug-and-play. Esta abordagem é fundamentalmente falha. Um revestimento anti-reflexo não é um escudo genérico. É projetado para uma faixa de comprimento de onda exata e estreita, como de 1050 a 1080 nanómetros. Se o seu laser operar fora dessa janela específica, o revestimento não apenas falha em proteger o seu equipamento como também amplifica ativamente os reflexos.
Considere a realidade térmica do espaço onde trabalha. O comprimento de onda de um laser DFB padrão deriva cerca de 0,1 nanómetros por cada grau Celsius que a temperatura aumenta. Se o seu espaço de trabalho não tiver um controlo térmico rigoroso, o comprimento de onda do seu laser estende-se à medida que a máquina aquece durante um longo trabalho de gravação. De repente, aquele isolador óptico perfeitamente ajustado fica fora de sintonia com o feixe. Introduz perda por inserção, cortando a potência transmitida e exigindo um realinhamento constante apenas para manter um corte limpo. O acessório não falhou. O sistema saiu da janela de funcionamento do acessório. Como navegar por esta sensibilidade extrema sem um diploma de engenharia?
Pare de fazer compras pelas funcionalidades e comece a auditar o sistema. Passe cada novo componente por quatro filtros consecutivos antes de abrir a carteira.
Primeiro, defina o núcleo. Identifique o comprimento de onda exato e a potência máxima do seu módulo laser.
Segundo, verifique a tolerância da sub-faixa. Uma lente anunciada de forma ampla para “lasers de fibra” é um risco; precisa de óticas ajustadas precisamente à sua saída específica, porque pequenas diferenças na correspondência do comprimento de onda criam reflexos perigosos.
Terceiro, analise a cadeia térmica. Se o seu laser deriva 0,1nm por grau Celsius, óticas de precisão falharão sem um refrigerador ativo que mantenha a temperatura estável. Não pode comprar um isolador de alta qualidade sem primeiro garantir estabilidade térmica.
Quarto, recalcule o perímetro de segurança. Se uma nova lente prolonga o comprimento focal, para onde vai agora a luz dispersa? O projeto pode ser arruinado por um feixe desfocado ou um sobressalto súbito, mas o verdadeiro custo mede-se em cicatrizes retinianas. Se um componente passar estes quatro filtros, merece estar no seu conjunto. Se falhar mesmo num, porque iria arriscar instalá-lo?
O objetivo final não é possuir a máquina mais modificada. É construir um processo fiável e previsível. Quando vê os acessórios como atualizações isoladas, está constantemente a perseguir a próxima solução. Compra um tubo mais potente, que exige um refrigerador maior, que requer novas óticas, que de repente requer uma classe completamente diferente de compartimento de segurança. Torna-se um consumidor preso num ciclo de remendar incompatibilidades.
Quando vê o conjunto como um único organismo interdependente, os seus hábitos de compra mudam. Deixa de procurar soluções rápidas. Percebe que uma máquina de origem a funcionar em perfeita harmonia térmica e óptica superará sempre um equipamento fortemente modificado a lutar contra a sua própria física interna. Já não está a aparafusar peças a um chassis, mas sim a afinar um motor. A questão deixe de ser o que pode acrescentar ao seu laser e passa a ser o que o seu laser realmente precisa para completar o circuito. Para uma visão abrangente de componentes compatíveis, quer para sistemas laser ou outras necessidades de fabrico como Ferramentas para dobragem de painéis, Lâminas de guilhotina, consultar detalhadas Brochuras e especialistas é fundamental. Se não tiver a certeza sobre a compatibilidade para a sua máquina específica, de Ferramentas para quinadeira Wila para Ferramentas para quinadeira Euro ou Acessórios para Laser, é sempre melhor Contacte-nos para aconselhamento personalizado a fim de garantir que todo o seu fluxo de trabalho é seguro e otimizado.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
