Visualizzazione di 1-9 di 87 risultati

Anello in ceramica per laser, accessori per laser
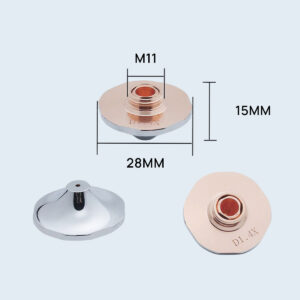
Ugello laser, accessori per laser

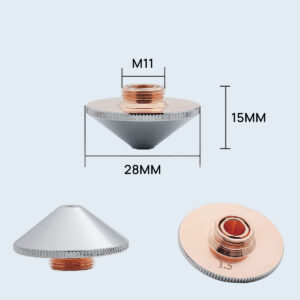
Ugello laser, accessori per laser
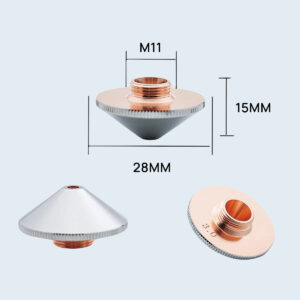
Ugello laser, accessori per laser
Ugello laser, accessori per laser

Ugello laser, accessori per laser

Anello in ceramica per laser, accessori per laser

Anello in ceramica per laser, accessori per laser

Ugello laser, accessori per laser
Digita “occhiali laser” in qualsiasi grande marketplace online. Troverai immediatamente un paio di occhiali di plastica verde $15 con una valutazione di 4,8 stelle e migliaia di recensioni. L’annuncio promette che funzionano in modo universale—per la depilazione estetica, l’incisione su legno e il taglio industriale di metalli.
Siamo abituati, grazie all’elettronica di consumo, a trattare la tecnologia come plug-and-play. Un cavo USB-C standard carica un telefono, un laptop o una custodia per cuffie senza pensarci. Ma un laser non è una periferica per computer. Trattare l’equipaggiamento di sicurezza per laser come un accessorio generico non è un errore innocuo da principiante. È una scommessa con la tua vista. Per soluzioni davvero compatibili e sicure, è essenziale rifornirsi presso specialisti come Jeelix, che comprendono che la precisione degli strumenti è imprescindibile.
Pensa all’equipaggiamento di sicurezza per laser non come a una custodia protettiva per telefono, ma come a una prescrizione medica altamente specifica. Non compreresti mai “occhiali da prescrizione universali” da un banco degli sconti aspettandoti che correggano un grave astigmatismo. La lunghezza d’onda e la potenza di emissione di un laser agiscono come una diagnosi immodificabile.
L’ecosistema dell’e-commerce è costruito per vendere comodità. Gli algoritmi danno priorità ai prodotti con il massimo appeal possibile, premiando i venditori che riempiono i titoli di parole chiave. Questo crea un’illusione pericolosa per i principianti che si avvicinano al mondo dei laser. Quando un marketplace raggruppa un incisore a diodi da 5 watt su scrivania nella stessa categoria di una stampante a getto d’inchiostro standard, elimina il contesto industriale dello strumento. L’utente presume che, se la macchina è venduta insieme a materiali per hobby, gli accessori venduti accanto siano altrettanto sicuri. Non lo sono.
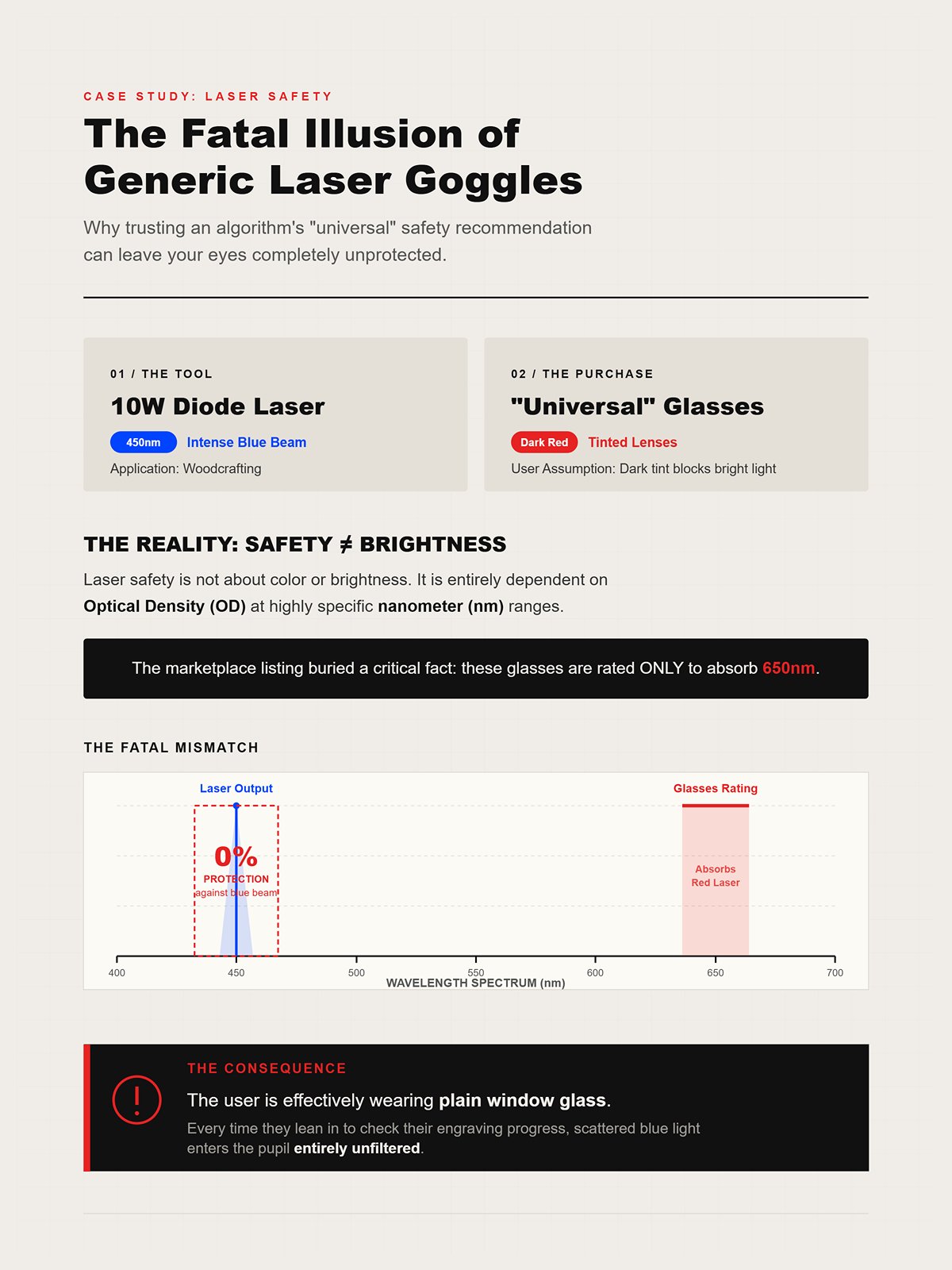
Un hobbista acquista un laser a diodi da 10W per lavorare il legno e prende il paio di occhiali di sicurezza “universali” con la valutazione più alta raccomandati dall’algoritmo del sito. Gli occhiali arrivano con una tinta rosso scuro. L’utente presume che la tinta scura agisca come occhiali da sole, bloccando la intensa luce blu del laser.
Ma la sicurezza laser non riguarda colore o luminosità. Si tratta di Densità Ottica (OD) su gamme di nanometri altamente specifiche. L’annuncio del marketplace nascondeva il fatto che questi particolari occhiali rossi sono classificati solo per assorbire lunghezze d’onda di 650nm—lo spettro di un puntatore laser rosso. Offrono esattamente zero resistenza ottica al fascio blu da 450nm che rimbalza sul legno. L’utente sta di fatto indossando vetro trasparente. Ogni volta che si china per controllare i progressi dell’incisione, la luce blu diffusa entra nella pupilla completamente non filtrata.
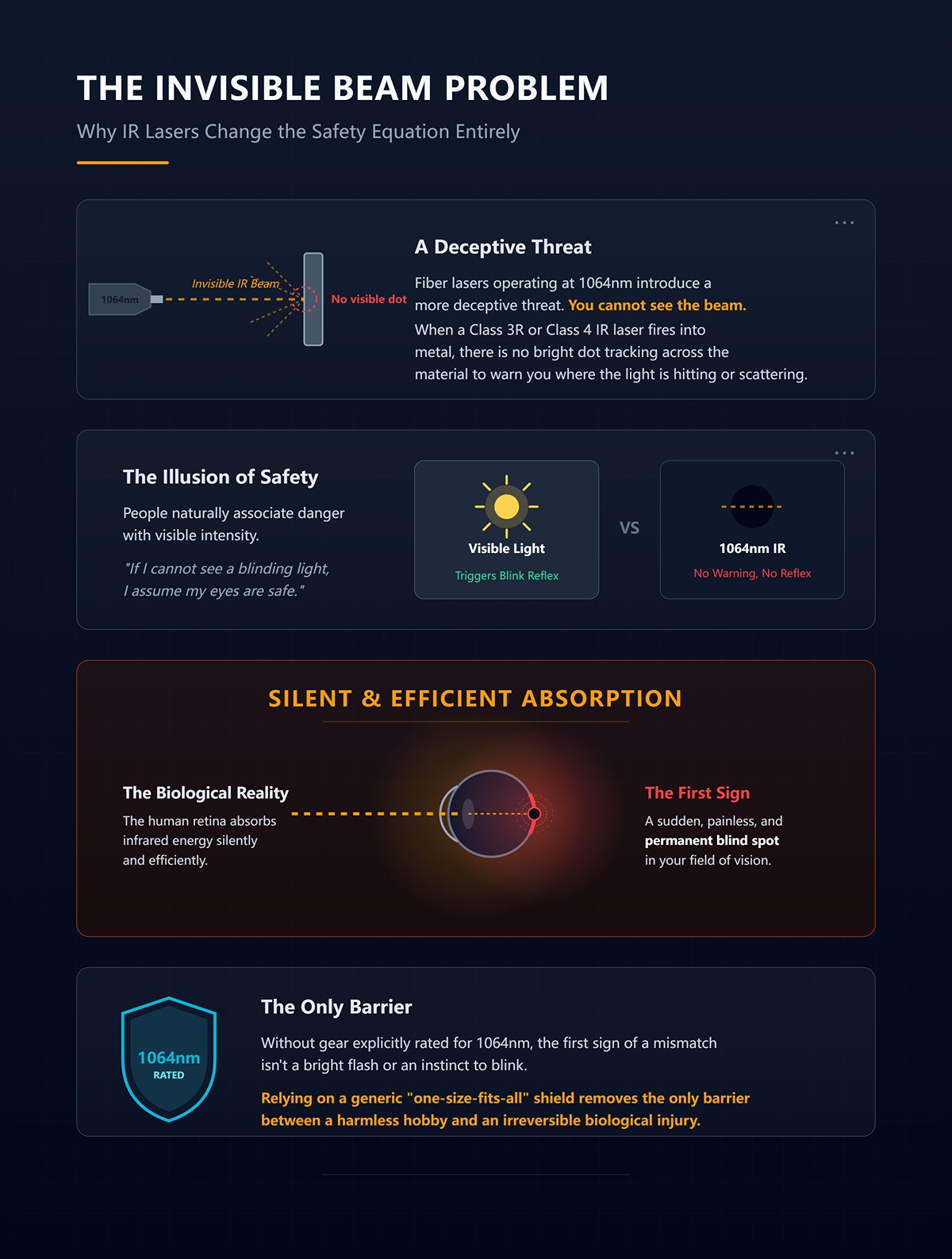
I laser a fibra operanti a 1064nm introducono una minaccia più ingannevole. Non puoi vedere il fascio. Quando un laser a infrarossi (IR) di Classe 3R o Classe 4 colpisce il metallo, non c’è alcun punto luminoso che scorre sul materiale a segnalarti dove la luce sta colpendo o si sta diffondendo.
Le persone associano naturalmente il pericolo all’intensità visibile. Se non vedono una luce accecante, pensano che gli occhi siano al sicuro. Ma la retina umana assorbe l’energia infrarossa in modo silenzioso ed efficiente. Senza equipaggiamento esplicitamente classificato per 1064nm, il primo segno di una mancata corrispondenza non è un lampo luminoso o un riflesso istintivo di chiudere gli occhi. È un punto cieco improvviso, indolore e permanente nel campo visivo. Fare affidamento su uno scudo “taglia unica” quando si lavora con spettri invisibili rimuove l’unica barriera tra un hobby innocuo e un danno biologico irreversibile.

L’equipaggiamento non corrispondente crea una falsa sensazione di sicurezza che modifica attivamente il comportamento dell’utente. Un maker che indossa occhiali generici si sente protetto, quindi salta i protocolli di sicurezza standard. Ignora il carter della macchina. Avvicina il volto a pochi centimetri dal piano di taglio per ispezionare un percorso vettoriale complesso, mettendo gli occhi direttamente nella zona di riflessione speculare—il luogo esatto in cui un fascio vagante rimbalzerà se colpisce una superficie lucida.
Il progetto potrebbe essere rovinato da un fascio non focalizzato o da un sobbalzo improvviso, ma il vero costo si misura in cicatrici retiniche. Dobbiamo smettere di trattare gli accessori laser come beni di consumo intercambiabili. Il divario tra marketing generico e realtà fisica è completamente implacabile. Per attraversarlo in sicurezza, dobbiamo abbandonare la ricerca di soluzioni “universali” e comprendere le esatte variabili scientifiche che determinano se un equipaggiamento salverà davvero la tua vista.
Trattare un setup laser come un motore d’auto personalizzato cambia il modo in cui si vede ogni componente. Non monteresti mai un enorme scarico diesel su un piccolo motore ibrido aspettandoti che corra più veloce. I pezzi devono parlare lo stesso linguaggio meccanico. Eppure i principianti fissano regolarmente equipaggiamento di sicurezza non corrispondente su laser ad alta potenza. Ogni accessorio—dai filtri ottici alla refrigerazione e ventilazione—deve essere regolato precisamente sul “blocco motore” della tua macchina: la sua specifica lunghezza d’onda e potenza. Ignorando questa compatibilità, non stai solo costruendo un sistema subottimale. Stai costruendo una trappola. Questo principio di compatibilità precisa è fondamentale in tutta la fabbricazione di precisione, sia che tu lavori con laser o con presse piegatrici, dove usare Utensili standard per presse piegatrici progettati per la tua macchina specifica è fondamentale.
La norma europea di sicurezza laser EN207 richiede che gli occhiali protettivi resistano a un colpo diretto di laser per 10 secondi continui o 100 impulsi senza fondersi. Si tratta di un test della soglia di danno fisico. Dimostra che gli occhiali per laser non sono semplici occhiali da sole scuri; sono scudi strutturali progettati per assorbire l'impatto cinetico di fotoni concentrati.
La maggior parte dei principianti ignora questa realtà fisica, acquistando occhiali basati esclusivamente su un numero di Densità Ottica (OD) pubblicizzato come “OD4+”. Ma l’OD non è una misura lineare di resistenza. È un calcolo logaritmico: Log(Potenza Massima in Densità / Esposizione Massima Permessa). Poiché scala in modo non lineare, l’OD effettivo necessario dipende interamente dalla concentrazione del fascio (watt per centimetro quadrato), non solo dalla potenza totale dichiarata sulla scatola. Un diodo da 20W focalizzato su un punto microscopico richiede una soglia difensiva enormemente diversa rispetto a un fascio da 20W distribuito su un’area più ampia.
Il pericolo si moltiplica quando si tratta di laser a impulsi, sempre più comuni nei incisori da tavolo. Nei test clinici, occhiali specificati e venduti come OD5+ sono stati misurati scendendo a un mero OD0.5 a certe lunghezze d’onda. Questo accade perché i laser a impulsi generano un contenuto spettrale a banda larga—picchi di luce al di fuori della lunghezza d’onda principale. Se il produttore ha testato la lente solo contro un fascio continuo e stretto, i tuoi occhiali “certificati” potrebbero avere un enorme e invisibile gap proprio dove l’energia di banda laterale del tuo diodo raggiunge il massimo.
Non stai comprando plastica colorata. Stai acquistando un materiale progettato per arrestare una frequenza specifica di radiazione prima che raggiunga la retina. Se la tua valutazione OD non tiene conto della larghezza d’impulso, della frequenza di ripetizione e dell’ampiezza spettrale esatta del tuo laser, stai indossando un placebo. Quanta potenza grezza ci vuole realmente per superare queste difese e trasformare una minaccia ottica in una fisica?
Secondo le linee guida ANSI Z136.1, un laser Classe 3R che opera sotto i 5 milliwatt è generalmente considerato sicuro per la visione diffusa. Un moderno diodo da tavolo da 20W è 4.000 volte più potente.
A questo livello di potenza, non stai più solo gestendo luce diffusa. Stai gestendo l’innesco. Un fascio da 20W focalizzato su un punto da 0,08 mm genera abbastanza calore localizzato da vaporizzare istantaneamente compensato, acrilico e pelle. I principianti spesso trattano un involucro come una copertura antipolvere—un accessorio opzionale che mantiene ordinato lo spazio di lavoro. Ma tornando alla metafora del motore personalizzato, far funzionare un laser da 20W senza un involucro ignifugo è come far funzionare un motore ad alte prestazioni senza radiatore. Il sistema inevitabilmente surriscalderà il suo ambiente.
Considera la meccanica di un normale lavoro di incisione. La testa del laser si muove rapidamente sul carrello, distribuendo la sua energia termica. Ma cosa succede se il software si blocca? Cosa succede se il motore passo-passo salta un dente della cinghia e la testa del laser smette di muoversi mentre il fascio rimane attivo? In tre secondi, la vaporizzazione si trasforma in combustione.
Una tenda acrilica generica e sottile si scioglierà semplicemente sul fuoco, aggiungendo combustibile plastico. Un vero involucro di sicurezza agisce come un contenitore termico e fisico. Richiede policarbonato ignifugo o un involucro metallico, spesso abbinato a rilevamento attivo di fiamma che interrompe l’alimentazione del laser nel millisecondo in cui viene rilevata un’accensione. Un involucro non è un accessorio di lusso per mantenere pulita la scrivania; è l’ultima barriera fisica che impedisce a un guasto meccanico di incendiare il tuo spazio di lavoro. Ma cosa succede al materiale che sfugge all’incendio, vaporizzandosi invece nell’aria che respiri?
Tagliare un pannello di fibra a media densità (MDF) da 3 mm non produce fumo di legno. Vaporizza la resina di urea-formaldeide utilizzata per incollare le fibre di legno.
Quando gli utenti vedono il fumo accumularsi sotto il laser, il loro primo istinto è comprare una ventola in linea economica e un tratto di tubo da asciugatrice, espellendo i gas di scarico da una finestra vicina. Trattano il laser come il tubo di scarico di un camion diesel, presumendo che se il fumo viene spinto fuori, il problema sia risolto. Ma un laser non taglia il materiale; distrugge la materia. Quando un fascio ad alta potenza colpisce materiali sintetici, genera composti organici volatili (VOC) e particolato sub-micronico.
Un filtro HEPA standard cattura particelle fisiche fino a 0,3 micron, ma è completamente cieco al gas. Formaldeide e benzene passano direttamente attraverso le pieghe di carta, entrando nei polmoni. Per catturare realmente i VOC, un sistema di estrazione richiede un letto profondo di carbone attivo. Ancora più importante, il flusso d’aria (misurato in Piedi Cubici al Minuto, o CFM) deve essere regolato con precisione. Se la ventola è troppo potente, tira il gas tossico attraverso il letto di carbone troppo velocemente, impedendo il processo di legame chimico noto come adsorbimento.
Ventilare il fumo è una soluzione cosmetica. Estrarre gas tossico è una necessità chimica. Se il tuo sistema di estrazione non è abbinato alla specifica scomposizione chimica del materiale target e al CFM esatto richiesto per il tempo di permanenza del filtro, stai solo costruendo un sistema silenzioso di distribuzione tossica. La stessa logica di compatibilità che ti tiene fuori dall’ospedale è ciò che determina se i tuoi upgrade di prestazioni miglioreranno realmente i tagli o rovineranno semplicemente i materiali.
Se monti un enorme turbocompressore diesel su una piccola auto ibrida da città, non la rendi più veloce. Rompi il collettore di aspirazione. La stessa realtà meccanica si applica agli incisori laser. I principianti spesso trattano gli upgrade come un albero delle abilità di un videogioco—comprando la pompa d’aria a pressione più alta, il letto a nido d’ape più spesso e l’accessorio rotativo più pesante, supponendo che “più attrezzatura” equivalga automaticamente a “migliori risultati.” Ma un laser non è una periferica informatica dove il plug-and-play garantisce prestazioni.
Ogni accessorio deve essere regolato con precisione al materiale che stai lavorando. Se abbini male l’aspirazione (l’air assist) o il telaio (il letto) al blocco motore (la lunghezza d’onda e il funzionamento specifico del laser), non solo sprechi soldi. Saboti attivamente la combustione. Come si trasforma questo fraintendimento nell’upgrade laser più popolare in un rischio?
Un letto a nido d’ape può vantare 8 stelle e migliaia di recensioni online, universalmente pubblicizzato come il primo upgrade obbligatorio per qualsiasi laser da tavolo. La logica sembra solida: elevare il materiale su una griglia di alluminio permette al fumo di ventilare sotto, prevenendo segni di bruciatura sul retro del pezzo. Per il taglio di compensato da 3 mm, questo flusso d’aria è essenziale. Le celle aperte agiscono come un collettore di scarico, eliminando le resine vaporizzate dalla linea di taglio. Ma cosa succede quando si passa dal taglio del legno all’incisione di una fotografia delicata su cartoncino sottile o pelle?
La griglia a nido d’ape è per lo più vuoto. Quando posi un materiale flessibile su di essa, il materiale affonda nelle celle di frazioni di millimetro. Il punto focale di un fascio laser è incredibilmente stretto, richiedendo spesso una tolleranza di 0,1 mm per mantenere un punto nitido. Quel microscopico cedimento porta il materiale fuori fuoco, trasformando pixel nitidi in macchie sfocate.
Peggio ancora, se stai incidendo un materiale denso come ardesia o vetro rivestito, il raggio ad alta potenza può attraversare il supporto trasparente o riflettente del materiale, colpire la griglia a nido d'ape in alluminio e rimbalzare. Questo “flashback” incide un’immagine fantasma del motivo a nido d’ape direttamente sul lato inferiore del tuo progetto. Il piano che avevi comprato per migliorare il lavoro lo ha danneggiato in modo permanente. Se sollevare il materiale non è sempre la risposta, cosa determina come gestiamo il fumo generato sulla superficie?
Guarda un tutorial su YouTube sul taglio laser e inevitabilmente vedrai un creatore collegare un compressore da officina da 30 PSI alla testa del laser. Il getto ad alta pressione agisce come un piede di porco fisico, espellendo il carbonio vaporizzato dal kerf (la larghezza del taglio) e permettendo al raggio di tagliare nettamente legno spesso senza bruciare i bordi. Questo porta a una pericolosa supposizione: se l’alta pressione rende i tagli più puliti, allora deve rendere le incisioni perfette.
Quando stai incidendo, non stai cercando di attraversare il materiale; stai cercando di vaporizzare solo lo strato superficiale per creare contrasto. Se colpisci quella superficie poco profonda e fumante con un getto d’aria a 30 PSI, non rimuovi i detriti.
Li disperdi violentemente.
L’aria ad alta pressione spinge le resine vaporizzate e appiccicose nuovamente nel grano del legno circostante, trasformando un logo nitido in un’ombra sbavata e a basso contrasto. Al contrario, un air assist a basso flusso—che spinge solo il volume necessario a tenere il fumo lontano dalla costosa lente focale—permette ai detriti dell’incisione di uscire naturalmente. L’alta pressione eccelle nel taglio di materiali spessi stabilizzando il percorso del raggio, mentre il flusso a basso volume privilegia la protezione della lente rispetto a un’escavazione aggressiva. Spingere la massima pressione d’aria mentre si incide una foto delicata è come usare un idrante per annaffiare un bonsai. Quindi se la pressione dell’aria richiede precisione meccanica, come gestiamo invece materiali che si muovono fisicamente?
Immagina di posizionare un pesante bicchiere in acciaio inox su un set di rulli di gomma motorizzati. Quando il laser si attiva, i rulli girano, facendo ruotare il bicchiere così che il raggio possa avvolgere un disegno attorno alla sua circonferenza. Questo è un roller rotary, e si affida interamente a gravità e attrito. Per oggetti perfettamente cilindrici e leggeri funziona alla perfezione. Ma la maggior parte della moderna borraccia o bicchieri termici è svasata—più larga in alto che in basso.
Quando un oggetto svasato ruota su rulli piatti, tende naturalmente a “camminare” lateralmente. Mentre il bicchiere si sposta, il laser continua a incidere in linea retta, causando un’incisione storta e a spirale che rovina un costoso cilindro $30 in pochi secondi. Un chuck rotary risolve questo problema eliminando del tutto l’attrito. Invece di appoggiare l’oggetto sulle ruote, un chuck utilizza ganasce meccaniche per stringere fisicamente il bordo interno o esterno del bicchiere, tenendolo in una presa rigida e sospesa. Il motore passo-passo fa girare le ganasce, e il bicchiere ruota esattamente in sincronia, indipendentemente dalla distribuzione del peso o dall’angolo di svasatura.
Il progetto può essere rovinato da un raggio non a fuoco o da un improvviso sobbalzo, ma il vero costo si misura nei tassi di guasto imprevedibili degli strumenti basati sull’attrito. Non puoi mettere a punto un motore personalizzato se il telaio continua a slittare fuori marcia. Capendo quando bloccare, quando sollevare e quando limitare il flusso d’aria, smetti di combattere i tuoi accessori e inizi a controllarli. Come si combinano queste singole scelte in una macchina coesa e affidabile?
| Aspetto | Roller rotary | Chuck rotary |
|---|---|---|
| Meccanismo principale | Utilizza rulli di gomma motorizzati; si affida a gravità e attrito per ruotare l’oggetto | Utilizza ganasce meccaniche per bloccare il bordo dell’oggetto; la rotazione è guidata direttamente da un motore passo-passo |
| Come tiene il tumbler | L’oggetto poggia liberamente su rulli rotanti | L’oggetto è fisicamente bloccato e sospeso in una presa rigida |
| Ideale per | Oggetti perfettamente cilindrici e leggeri | Bicchieri o borracce svasati, pesanti o con peso distribuito in modo irregolare |
| Comportamento con tumbler svasati | Tende a “camminare” lateralmente a causa del diametro irregolare | Rimane fisso e centrato indipendentemente dall'angolo di rastrematura |
| Rischio di scivolamento | Alto—dipende interamente dall'attrito superficiale e dall'equilibrio | Minimo—la presa meccanica impedisce il movimento laterale |
| Precisione dell'incisione | Può produrre disegni inclinati o a spirale se il bicchiere si sposta | Mantiene una sincronizzazione precisa tra il motore e la rotazione dell'oggetto |
| Tasso di guasto | Imprevedibile; gli strumenti basati sull'attrito sono sensibili a variazioni di peso ed equilibrio | Altamente affidabile; la rotazione è controllata meccanicamente |
| Controllo e stabilità | Controllo limitato; fattori esterni influenzano le prestazioni | Controllo rotazionale completo indipendente dalla gravità o dall'attrito |
| Risultato pratico | Rischio di rovinare i pezzi grezzi a causa di deviazioni durante l'incisione | Incisione costante e precisa anche in condizioni difficili |
| Affidabilità complessiva | Adatto per oggetti semplici e uniformi ma meno affidabile per bicchieri moderni rastremati | Garantisce un funzionamento coerente e stabile per flussi di lavoro di incisione professionali |
Non si monta un enorme scarico diesel su un piccolo motore ibrido. Costruire una configurazione laser affidabile richiede di trattare il modulo laser—la sua specifica lunghezza d’onda e potenza—come il blocco motore.
Ogni accessorio deve essere regolato con precisione per abbinarsi a quel nucleo. Eppure, internet è invaso da promesse di prodotti aftermarket con 8 stelle e migliaia di recensioni. Siamo condizionati a credere che lo standard di fabbrica significhi “minimo indispensabile” e che spendere soldi per accessori di terze parti porti automaticamente a risultati professionali. Questa è la trappola degli upgrade. Un laser è un delicato equilibrio tra ottica, dinamica termica e protocolli di sicurezza. Quando introduci un componente non compatibile, non solo sprechi denaro. Introduci punti di guasto inutili. Come sapere quando lasciare intatta la configurazione originale di fabbrica? Questo principio di rispetto delle specifiche dell’equipaggiamento originale è altrettanto vitale in altri settori di fabbricazione, come assicurarsi di usare componenti originali Utensili per pressa piegatrice Amada oppure Utensili per pressa piegatrice Trumpf per prestazioni e sicurezza ottimali su quelle rispettive macchine.
Un puntatore laser blu standard funziona a 5 milliwatt. Anche a questo limite legalmente imposto, la Distanza Nominale di Pericolo Oculare (NOHD)—il raggio entro il quale il fascio può causare danni permanenti agli occhi—si estende per centinaia di piedi a causa della sensibilità non lineare dell’occhio umano alla luce blu. I moderni laser a diodo da scrivania operano a 10, 20 o persino 40 watt. Sono migliaia di volte più potenti di un puntatore, e si trovano su una scrivania in una stanza di casa.
Quando i nuovi proprietari estraggono dalla scatola un laser a diodo, il primo istinto è acquistare una pompa air assist o un piano a nido d’ape per migliorare la qualità di taglio. Ma un laser non è una periferica del computer. È un pericolo ottico aperto. Un fascio da 20W che colpisce un nodo denso in un pezzo di pino non si ferma semplicemente; si disperde, riflettendo luce blu ad alta intensità a 445nm in tutta la stanza.
I primi $100 devono essere destinati a una robusta custodia ottica specifica per la lunghezza d’onda.
Affidarsi solo agli economici occhiali verdi inclusi nella confezione è una scommessa. Le norme di sicurezza richiedono che i Dispositivi di Protezione Individuale (DPI) abbiano una Densità Ottica (OD) precisamente tarata sui parametri esatti del laser, poiché accessori non compatibili annullano ogni misura di sicurezza. Un involucro trattiene la dispersione alla fonte, agendo come il telaio che rende sicuro il funzionamento del motore. Se la luce blu richiede una schermatura pesante e specifica per la lunghezza d’onda per contenerne la dispersione, come gestiamo un fascio che trasporta una quantità di potenza esponenzialmente maggiore ma opera in uno spettro completamente diverso?
I laser CO2 operano a 10,6 micrometri (10.600 nm), nella profonda gamma dell'infrarosso. A questa lunghezza d’onda, l’acrilico trasparente standard (PMMA) è completamente opaco al fascio. Se spari con un laser CO2 da 60W su un foglio di acrilico colato trasparente spesso 1/4 di pollice, la plastica assorbe l’energia infrarossa, fondendo e vaporizzando piuttosto che lasciar passare la luce.
Questa realtà fisica rompe l’intuizione del principiante secondo cui un vetro più scuro equivalga a una protezione migliore. Un acquirente potrebbe pensare che un paio di occhiali da saldatura pesantemente oscurati offrano una sicurezza superiore rispetto a una finestra trasparente. Non è così. Occhiali scuri generici possono lasciare passare la luce a 10,6 µm direttamente sulla cornea, mentre un coperchio in acrilico trasparente agisce come un vero e proprio muro contro il fascio. Per questo motivo i laser CO2 commerciali hanno grandi finestre di osservazione perfettamente trasparenti.
Eppure, la lunghezza d’onda è solo metà dell’equazione.
Le misure di sicurezza laser si basano su caratteristiche combinate di spettro, tempo e radiometria. Due laser CO2 a 10,6 µm della stessa potenza possono richiedere valutazioni del pericolo completamente diverse se uno spara impulsi aggressivi e concentrati mentre l’altro opera in continuo. L’acrilico chiaro può assorbire in sicurezza un fascio continuo ma cedere sotto lo shock termico rapido di una variante a impulsi. Devi verificare che il profilo del fascio della tua macchina sia compatibile con il coefficiente di assorbimento dell’involucro. Se le plastiche standard possono bloccare completamente un fascio CO2, cosa succede quando passiamo a una lunghezza d’onda che tratta allo stesso modo l’acrilico trasparente e il tessuto umano?
Un raggio laser a fibra a 1064 nm è completamente invisibile all’occhio umano. Quando spari con un laser a fibra da 50W su una targhetta in alluminio lucido, il metallo agisce come uno specchio. Il raggio vaporizza lo strato superiore del metallo, ma una parte significativa di quell’energia infrarossa invisibile si riflette sulla superficie con un angolo.
Senza un beam dump—un fermo fascio altamente assorbente e resistente al calore posizionato dietro l’area di lavoro—quella riflessione invisibile viaggia fino a colpire una parete, una finestra o l’operatore. Poiché la lunghezza d’onda a 1064 nm bypassa la cornea e si focalizza direttamente sulla retina, il riflesso naturale di chiudere gli occhi è inutile. Non puoi reagire a ciò che non puoi vedere. Il progetto può essere rovinato da un fascio fuori fuoco o da un movimento improvviso, ma il vero costo si misura nelle cicatrici retiniche.
Investire in un beam dump adeguato e in un involucro con protezione certificata per 1064 nm non è un upgrade: è un requisito minimo per accendere la macchina.
Il cambio lenti segue la stessa logica rigorosa. I laser a fibra utilizzano lenti F-Theta per focalizzare il fascio su un piano piatto. Sostituire una lente da 110mm con una da 300mm aumenta l’area di lavoro, ma riduce esponenzialmente l’intensità concentrata del fascio, modificando la traiettoria della dispersione e i parametri di sicurezza richiesti. Ogni modifica al percorso ottico riscrive le regole della macchina. Una volta fissata la sicurezza di base e la geometria operativa, la tentazione si sposta verso l’aggiunta di più potenza e più velocità. Cosa succede quando inizi ad aggiungere potenziamenti per cui il tuo motore non è mai stato progettato?
Immagina di avvitare un enorme scarico diesel su un piccolo motore ibrido. Spendi una fortuna per i pezzi, passi un weekend a lottare con l’installazione, e poi ti fermi ad ammirare il tuo lavoro. Ma quando giri la chiave, l’auto non va più veloce. Il motore fatica a mantenere la contropressione, i sensori segnalano codici di errore e la tua efficienza del carburante crolla. Non hai migliorato l’auto. Hai rotto il sistema.
Costruire un setup laser affidabile richiede di trattare il modulo laser—la sua specifica lunghezza d’onda e potenza—come il blocco motore.
Ogni accessorio deve essere calibrato con precisione per corrispondere a quel nucleo. Eppure, internet è pieno di promesse aftermarket con 8 stelle e migliaia di recensioni. Siamo condizionati a credere che lo standard di fabbrica significhi “il minimo indispensabile” e che spendere soldi in componenti di terze parti produca automaticamente risultati professionali. Questa è la trappola dell’upgrade. Un laser è un delicato equilibrio di ottica, dinamica termica e protocolli di sicurezza. Quando introduci un componente non corrispondente, non sprechi solo denaro. Introduci punti di guasto non necessari. Come si fa a sapere quando lasciare il setup di fabbrica intatto?
Un acquisto comune nella prima settimana è un sistema di telecamera dall’alto. L’offerta è allettante: attacca una lente al coperchio della tua protezione, calibra il software, e trascina e rilascia i tuoi progetti perfettamente sul materiale. Si promette di porre fine al tedioso processo di inquadratura e di prova a fuoco.
Ma una fotocamera introduce un nuovo livello di traduzione meccanica.
Il software deve calcolare costantemente la distanza tra la distorsione della lente “fisheye” e la posizione fisica della testa del laser. Se il coperchio del tuo involucro si sposta di un solo millimetro quando lo chiudi, la calibrazione della fotocamera è immediatamente annullata. Il lavoro potrebbe essere rovinato da una grafica mal allineata, ma il vero costo si misura in ore di infinite prove di troubleshooting del software. Il tuo progetto si inciderà leggermente fuori centro, distruggendo il costoso pezzo che avevi acquistato la fotocamera per proteggere.
I protocolli di allineamento fisico di serie non soffrono di deriva digitale.
Usare il puntatore a luce rossa di fabbrica della macchina o eseguire un passaggio di inquadratura a bassa potenza si basa sull’effettivo percorso fisico del raggio laser. È verità assoluta. Se il tuo flusso di lavoro prevede il batch-processing di sottobicchieri di legno identici usando una dima fisica fissa, una telecamera dall’alto non aggiunge alcun valore. Aggiunge solo un altro passo di calibrazione alla tua routine del mattino. Perché digitalizzare un processo che la geometria fisica già risolve perfettamente?
Il calore è il nemico di qualsiasi tubo laser, ma il modo in cui lo si rimuove deve essere proporzionato a quanto se ne genera. Per un sistema di taglio industriale da 400 W, la gestione termica precisa è imprescindibile. Questi setup spesso utilizzano sistemi di raffreddamento a refrigerante diretto con compressione a vapore, che consumano pochissima energia per gestire enormi carichi termici con incredibile efficienza. Ma se stai usando un laser CO2 da 40 W o 50 W in un seminterrato che rimane a una fresca temperatura di 20°C, il tuo carico termico è fondamentalmente diverso.
Montare un enorme chiller industriale su un setup desktop a bassa potenza non farà tagliare il laser più velocemente.
Spreca solo elettricità e introduce complessità non necessaria. I chiller personalizzati multi-zona promettono risparmi energetici drastici per impianti industriali, ma richiedono controlli di temperatura precisi che sono del tutto irrilevanti per un hobbista che incide sporadicamente. Per un laser a bassa potenza in un ambiente fresco, un semplice raffreddamento ad acqua dipendente dall’ambiente—spesso incluso direttamente nella confezione—gestisce perfettamente il carico termico. Non hai bisogno di un chiller attivo $400 per raffreddare un sistema che genera solo abbastanza calore da scaldare una tazza di caffè. Cosa succede quando l’upgrade non è un accessorio, ma il nucleo stesso del motore?
L’assunzione più pericolosa nella lavorazione laser è pensare che la sicurezza sia un requisito statico. Non lo è. Supponiamo che tu ritenga il tuo laser a diodi da 10 W troppo lento, quindi lo smonti e installi un modulo da 40 W sullo stesso portale. Hai appena cambiato il blocco motore. L’involucro in acrilico che conteneva in sicurezza la dispersione di un fascio da 10 W potrebbe ora sciogliersi sotto un riflesso diretto di un fascio da 40 W. Il ventilatore di scarico che eliminava il fumo della leggera incisione potrebbe ora soffocare con i densi fumi del taglio profondo di compensato, lasciando particelle tossiche sospese nel tuo spazio di lavoro.
Ogni accessorio deve servire il bisogno specifico del sistema.
Se aggiorni un tubo CO2 da 40 W a 80 W, la tua vecchia pompa ad acqua ambientale non è più sufficiente; l’aumento di potenza richiede refrigerazione attiva per evitare che il tubo di vetro si frantumi. Se cambi la lente di un laser a fibra per aumentare l’area di lavoro, la traiettoria di dispersione del fascio cambia, potenzialmente bypassando il tuo attuale assorbitore di fascio. Non puoi aggiornare il nucleo senza rivalutare il perimetro. Quando cambi il laser, cambi le regole dell’intero ecosistema. Questa visione olistica è fondamentale per qualsiasi strumento di precisione. Ad esempio, aggiornare una pressa piegatrice può rendere necessario rivalutare l’intero setup degli utensili, dal Porta-matrice per pressa piegatrice ai Utensili per piegatrice a raggio oppure Utensili speciali per pressa piegatrice.
Abbiamo visto come cambiare un tubo riscrive le regole di sicurezza, ma il cambiamento di mentalità necessario va oltre l’acquisto di nuovi occhiali protettivi. Quando avviti un nuovo pezzo alla tua macchina, non stai aggiungendo una funzione. Stai alterando un ecosistema. Ricorda il motore personalizzato. Non monti semplicemente un turbo su un blocco; regoli l’iniezione di carburante e aggiorni lo scarico per gestire la nuova pressione. Le stesse leggi fisiche si applicano qui. Ma un laser non è una periferica per computer. Non puoi semplicemente collegare una nuova lente o un divisore di fascio e aspettarti che funzioni indipendentemente dal resto. Ogni pezzo di vetro, ogni ventola di raffreddamento, e ogni parete dell’involucro fanno parte di una singola catena ottica e termica continua. Cosa succede quando l’ambiente stesso mina queste aggiunte perfette?
Internet prospera vendendo soluzioni autonome. Le piattaforme di e-commerce sono inondate di promesse aftermarket che vantano 8 stelle e migliaia di recensioni. Propongono componenti come lenti antiriflesso o isolatori ottici—dispositivi progettati per stabilizzare i sistemi bloccando i riflessi retrogradi—come aggiornamenti universali, plug-and-play. Questa impostazione è fondamentalmente errata. Un rivestimento antiriflesso non è uno scudo generico. È progettato per una banda di lunghezza d’onda esatta e ristretta, come 1050–1080 nanometri. Se il tuo laser opera al di fuori di quella finestra specifica, il rivestimento non solo non protegge la tua attrezzatura. Amplifica attivamente i riflessi.
Considera la realtà termica della stanza in cui lavori. La lunghezza d’onda di un laser DFB standard varia di circa 0,1 nanometri per ogni grado Celsius di aumento della temperatura. Se il tuo spazio di lavoro non dispone di una gestione termica rigorosa, la lunghezza d’onda del laser si allunga man mano che la macchina si riscalda durante un lungo lavoro di incisione. Improvvisamente, quell’isolatore ottico perfettamente abbinato non è più sincronizzato con il fascio. Introduce perdita di inserzione, riducendo la potenza trasmessa e richiedendo riallineamenti costanti solo per mantenere un taglio pulito. L’accessorio non ha fallito. Il sistema è uscito dalla finestra operativa dell’accessorio. Come gestire questa sensibilità estrema senza una laurea in ingegneria?
Smetti di fare acquisti in base alle caratteristiche e inizia ad esaminare il sistema. Passa ogni nuovo componente attraverso quattro filtri consecutivi prima di aprire il portafoglio.
Primo, definisci il nucleo. Identifica la lunghezza d’onda esatta e la potenza massima del tuo modulo laser.
Secondo, verifica la tolleranza della sotto-banda. Una lente commercializzata genericamente per “laser a fibra” è un rischio; hai bisogno di ottiche accordate con precisione al tuo specifico output, perché leggere discrepanze nella corrispondenza della lunghezza d’onda creano riflessi pericolosi.
Terzo, analizza la catena termica. Se il tuo laser varia di 0,1 nm per grado Celsius, le ottiche di precisione falliranno senza un refrigeratore attivo che mantenga la temperatura costante. Non puoi acquistare un isolatore ad alte prestazioni senza prima garantire la stabilità termica.
Quarto, ricalcola il perimetro di sicurezza. Se una nuova lente estende la lunghezza focale, dove finisce ora la luce diffusa? Il progetto può essere compromesso da un raggio fuori fuoco o da un improvviso movimento, ma il vero costo si misura in danni retinici. Se un componente supera questi quattro filtri, appartiene al tuo setup. Se ne fallisce anche solo uno, perché rischiare di installarlo?
L’obiettivo finale non è possedere la macchina più pesantemente modificata. È costruire un processo affidabile e prevedibile. Quando consideri gli accessori come aggiornamenti isolati, insegui costantemente la prossima soluzione. Acquisti un tubo più potente, che richiede un refrigeratore più grande, che a sua volta richiede nuove ottiche, che improvvisamente impongono una classe di involucro di sicurezza completamente diversa. Diventi un consumatore intrappolato in un ciclo di incompatibilità da colmare.
Quando consideri il setup come un unico organismo interdipendente, le tue abitudini di acquisto cambiano. Smetti di cercare soluzioni rapide. Ti rendi conto che una macchina di serie che funziona in perfetta armonia termica e ottica supererà sempre un impianto pesantemente modificato che combatte contro la propria fisica interna. Non stai più avvitando parti su un telaio. Stai tarando un motore. La domanda non è più cosa puoi aggiungere al tuo laser, ma di cosa ha realmente bisogno il tuo laser per completare il circuito. Per una panoramica completa dei componenti compatibili, sia per sistemi laser che per altre esigenze di fabbricazione come Utensili per piegatura di pannelli, Lame per cesoie, consultare guide dettagliate Brochure ed esperti è fondamentale. Se non sei sicuro della compatibilità con la tua macchina specifica, da Utensili per pressa piegatrice Wila ai Utensili per pressa piegatrice Euro o Accessori per Laser, è sempre meglio Contattaci chiedere consigli personalizzati per garantire che l’intero flusso di lavoro sia sicuro e ottimizzato.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
