10–18 میں سے 42 نتائج دکھا رہا ہے

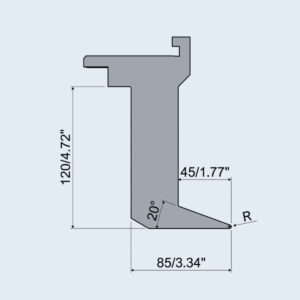
آر1 قسم، پینل موڑنے کے اوزار
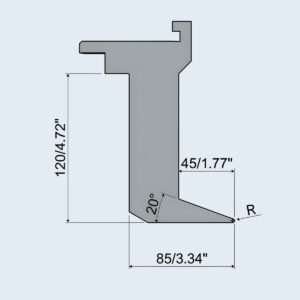
آر2 قسم، پینل موڑنے کے اوزار
آر2 قسم، پینل موڑنے کے اوزار

آر2 قسم، پینل موڑنے کے اوزار

آر2 قسم، پینل موڑنے کے اوزار

آر2 قسم، پینل موڑنے کے اوزار

آر2 قسم، پینل موڑنے کے اوزار

آر2 قسم، پینل موڑنے کے اوزار

آر2 قسم، پینل موڑنے کے اوزار
ایک تجربہ کار آپریٹر کو دیکھیں جو روایتی پریس بریک پر 16 گیج اسٹینلیس اسٹیل کا انکلوزر بنا رہا ہے۔ اصل بینڈ تقریباً بارہ سیکنڈ میں مکمل ہو جاتی ہے۔ ریم نیچے آتی ہے، دھات جھک جاتی ہے، اور پرزہ مکمل ہو جاتا ہے۔ یہ زیادہ سے زیادہ کارکردگی جیسا لگتا ہے۔.
لیکن فیکٹری کے فرش پر اسٹاپ واچ کے ساتھ کھڑے ہو کر اس بینڈ سے پہلے کے پینتالیس منٹ کا حساب کریں — صحیح سیگمنٹڈ پنچز کی تلاش، آزمائشی بینڈز، شیمنگ، ضائع شدہ بلینکس — اور غیر مؤثریت واضح ہو جاتی ہے۔.
یہ نظر نہ آنے والے پینتالیس منٹ ہر شارٹ رن بیچ پر ایک ٹیکس کی طرح عائد ہوتے ہیں۔ یہی وجہ ہے کہ آپ کی فیکٹری ہمیشہ مصروف محسوس ہوتی ہے لیکن آپ کی مارجنز بڑھ نہیں پاتیں۔ واقعی آزادی حاصل کرنے کے لیے، آپ کے پریس بریک ٹولنگز کو سمجھنا اور بہتر بنانا پہلا اہم قدم ہے۔.
ناگوار حقیقت یہ ہے: آپ کی فیکٹری اس پر محدود نہیں کہ آپ کی ٹیم کتنی جلدی فلینج بینڈ کر سکتی ہے۔ یہ اس پر محدود ہے کہ بینڈز کے بیچ میں کیا ہوتا ہے۔ دستی سیٹ اپ ٹائم، ضائع شدہ مواد، اور آپریٹر کی تھکن ایک مرکب ٹیکس کی طرح کام کرتی ہیں۔ ہر بار جب کوئی بیک گیج کو ایڈجسٹ کرنے کے لیے ایلن رینچ پکڑتا ہے، آپ پر ایک لاگت عائد ہوتی ہے۔ ہر بار جب کوئی بھاری جزو کو پلٹانے کے لیے دو آپریٹر چاہتا ہے، ایک اور لاگت لگتی ہے۔ آخرکار مؤثر ٹیکس کی شرح ناقابل برداشت ہو جاتی ہے—اور دستی معیاری پریس بریک ٹولنگ بالآخر مالی لحاظ سے بے معنی ہو جاتی ہے۔.

تصور کریں ایک ماہر آپریٹر 4×8 شیٹ 14 گیج ایلومینیم کو مثبت اور منفی بینڈز کے مشکل سلسلے میں لے جا رہا ہے۔ شفٹ کے دو گھنٹے بعد حرکات تیز اور قابو میں ہیں۔ چھٹے گھنٹے تک کندھے جھکنے لگتے ہیں۔ شیٹ بھاری لگتی ہے۔ داخل کرنے کا زاویہ آدھا ڈگری ہٹ جاتا ہے اور اچانک ایک $40 بلینک ضائع ہونے کی طرف بڑھ رہا ہوتا ہے۔.
ہم مشین کے اسپیس شیٹس کا مطالعہ کرنے کی عادت رکھتے ہیں—ٹونج کی حدیں، اسٹروک کی رفتار—یہ سمجھتے ہوئے کہ سامان ہی حد کو طے کرتا ہے۔ لیکن نظریاتی صلاحیت کا کوئی مطلب نہیں اگر انسانی آپریٹر جو مشین کو فیڈ کرتا ہے تھکا ہوا ہو۔ تھکن باریک عدم مطابقتیں پیدا کرتی ہے۔ ایک تھکا ہوا آپریٹر بیک گیج پر شک کرتا ہے، ایک اضافی ٹیسٹ پیس چلاتا ہے، یا ریم کی حرکت کو سست کر دیتا ہے۔ اصل رکاوٹ ہائیڈرولک نظام نہیں ہے؛ یہ شیٹ میٹل سنبھالنے کی جسمانی مشقت ہے، جو خاموشی سے دوبارہ کام اور ضائع شدہ مواد کی شکل میں ظاہر ہوتی ہے۔.

ایک عام ہائی مکس منگل کے شیڈول پر غور کریں: پچاس بریکٹس، بارہ الیکٹریکل انکلوزرز، اور پانچ کسٹم ایچ وی اے سی پینلز۔ روایتی سیٹ اپ میں، ان تین کاموں کے لیے سیگمنٹڈ ٹولنگ بدلنا آسانی سے ایک گھنٹہ لے سکتا ہے۔ ایک فیکٹری ریٹ $120 فی گھنٹہ پر، یہ $120 ہے جو ایک بھی دھات کا ٹکڑا بینڈ کیے بغیر ضائع ہو جاتا ہے۔.
یہ ٹولنگ ٹیکس کی سب سے سخت شکل ہے۔ ہائی والیم پروڈکشن میں، دس ہزار پرزوں میں ایک گھنٹے کا سیٹ اپ پھیلانا تقریباً غیر محسوس ہوتا ہے۔ ہائی مکس، شارٹ رن کام میں، یہی ایک گھنٹہ پورے کام کی مارجن کو مٹا سکتا ہے۔ بہت سے فیکٹری مالکان چینج اوورز کو “سادہ” قرار دیتے ہیں کیونکہ پنچ بدلنا تکنیکی لحاظ سے مشکل نہیں۔ لیکن اصل لاگت جسمانی تبدیلی سے کہیں زیادہ ہے۔ اس میں آزمائشی بینڈز، باریک ایڈجسٹمنٹ، اور ورک فلو کی رکاوٹ شامل ہے۔ ہر منٹ جو مشین غیر فعال رہتی ہے جبکہ آپریٹر ایک ڈائی کو پیلی ہتھوڑے سے سیدھ میں کرتا ہے، غیر مؤثریت خاموشی سے فنڈ کی جا رہی ہوتی ہے۔.
ایک معیاری ہائیڈرولک پریس بریک تین سیکنڈ سے کم وقت میں ریم سائیکل مکمل کر سکتی ہے—انتہائی تیز رفتار۔ پھر بھی پورے شفٹ پر قریب سے نظر ڈالنے سے اکثر پتہ چلتا ہے کہ مشین فعال طور پر دھات کو 20% سے کم وقت میں بینڈ کر رہی ہے۔ بینڈ کی رفتار کا کوئی مطلب نہیں اگر نتیجہ خیز زاویہ ہدف سے ہٹ جائے۔.
ریپیٹیبیلیٹی ہی واحد میٹرک ہے جو واقعی تھروپٹ کی حفاظت کرتا ہے۔ دستی ٹولنگ کے ساتھ، ریپیٹیبیلیٹی مکمل طور پر اس بات پر منحصر ہے کہ آپریٹر حصہ کو اسٹاپس کے خلاف ایک جیسے پوزیشن میں رکھ سکے—سیکڑوں بار لگاتار—مواد کی اسپرنگ بیک کی تبدیلیوں کے باوجود۔ اگر پہلا حصہ دس سیکنڈ لیتا ہے، لیکن اگلا پندرہ کیونکہ آپریٹر فلینج کو دو بار چیک کرنے کے لیے رک جاتا ہے، تو آپ کا سائیکل ٹائم دس سیکنڈ نہیں ہے۔ یہ متغیر ہے—اور تغیر غیر مؤثریت کو ختم کر دیتا ہے۔.
رکاوٹ کی جانچ: اگر آپ کا سب سے تجربہ کار آپریٹر کل بیمار ہو کر نہیں آتا، تو کیا آپ کا تھروپٹ 50% کم ہو جاتا ہے، یا آپ کا عمل صحیح رہتا ہے؟

آپریٹر کو 16 گیج اسٹینلیس اسٹیل کی 36 بائے 36 انچ کی چادر دیں اور چاروں طرف ایک انچ کا ریٹرن فلینج بنانے کو کہیں۔ روایتی پریس بریک پر، مشین کی منطق کے مطابق آپریٹر کو شیٹ کو ٹول تک لے جانا پڑتا ہے۔ وہ چادر اٹھاتے ہیں، اسے بیک گیج کے ساتھ سیدھ میں رکھتے ہیں، ریم کو سائیکل کرتے ہیں، پھر پوری بھاری چوڑائی کو نوے ڈگری گھما دیتے ہیں۔ چار موڑ کے لیے چار اٹھان، چار گھماؤ اور چار مواقع ہوتے ہیں کہ شیٹ بیک گیج سے صرف آدھے ڈگری کے فرق سے جھک جائے۔.
ناگوار حقیقت یہ ہے: پریس بریک اس لمحے ایک ذمہ داری بن جاتی ہے جب پرزے کا وزن اور سطح کا رقبہ سائیکل وقت کا تعین کرنے لگتا ہے، ریم کی رفتار کے بجائے۔ ہم مشین کے اسپیس شیٹس—ٹنّیج کی صلاحیت، اسٹروک کی لمبائی، اپروچ اسپیڈ—کا مطالعہ کرتے ہیں اور فرض کر لیتے ہیں کہ یہ آلات ہی رکاوٹ ہیں۔ عملی طور پر، جب بڑے پینلز بناتے ہیں، پریس بریک آپریٹر کو بنیادی میٹریل ہینڈلنگ نظام میں بدل دیتی ہے، اور انسانی کوشش—مشین کی صلاحیت نہیں—رفتار کا تعین کرتی ہے۔.
پینل بینڈر اس مساوات کو مکمل طور پر الٹ دیتا ہے۔ آپریٹر کو شیٹ ٹولنگ کے ذریعے حرکت دینے پر مجبور کرنے کے بجائے، یہ شیٹ کو سیدھا رکھتا ہے اور ٹولنگ کو شیٹ کے ارد گرد حرکت دیتا ہے۔ پرزہ ایک بار ریفرنس کیا جاتا ہے، اسے اس کے سینٹر لائن کے ساتھ کلیمپ کیا جاتا ہے، اور بینڈنگ بلیڈز ضرورت کے مطابق حرکت کرتے ہیں۔ نتیجہ وہی چار طرفہ پین ہے—لیکن منطق میں تبدیلی سے آپریٹر کی جسمانی محنت ختم ہو جاتی ہے، جس سے سابقہ تین منٹ کی جدوجہد ایک تیس سیکنڈ کے خودکار سائیکل میں بدل جاتی ہے۔ تو پریس بریک کب ایک ذمہ داری بن جاتی ہے؟ اس وقت جب کسی پرزے کو موڑنے سے زیادہ اسے پکڑنے میں توانائی لگتی ہے۔.
ایک عام زی-بینڈ یا زیادہ پیچیدہ آفسیٹ پروفائل پر غور کریں۔ پریس بریک پر، مثبت بینڈ کے فوراً بعد منفی بینڈ بنانے کا مطلب ہے کہ شیٹ کو ڈائی سے کھینچ کر مکمل طور پر پلٹا جائے، دوبارہ بیک گیج کے ساتھ سیدھ میں رکھا جائے، اور دوبارہ سائیکل کیا جائے۔ اگر پرزہ ایک چھ فٹ کا فن تعمیراتی پینل ہے، تو یہ پلٹنا دو آپریٹروں اور کافی فرش کی جگہ کا تقاضا کرتا ہے۔ اور ہر بار جب شیٹ بیک گیج سے ہٹتی ہے، آپ ایک ٹولنگ ٹیکس ادا کرتے ہیں: یعنی اپنے اصل ریفرنس پوائنٹ کا نقصان۔.
پینل بینڈرز یہ ٹیکس اپنی کنی میٹکس کے ذریعے ختم کر دیتے ہیں۔ کیونکہ شیٹ ایک منیپولیٹر کے اندر سیدھا کلیمپ رہتی ہے، اوپر اور نیچے کے بینڈنگ بلیڈز بس اپنی جگہیں بدل لیتے ہیں۔ مثبت بینڈ چاہیے؟ نیچے کا بلیڈ اوپر کی طرف جھولتا ہے۔ منفی بینڈ چاہیے؟ اوپر کا بلیڈ نیچے کی طرف جھولتا ہے۔ شیٹ کبھی نہیں پلٹتی—اور سب سے اہم بات، یہ کبھی اپنی سینٹر لائن ریفرنس نہیں کھوتی۔.
یہ وہ جگہ ہے جہاں درستگی میں اضافہ شروع ہوتا ہے۔ جدید پینل بینڈرز بینڈ سے بینڈ کی درستگی ±0.008 انچ اور ریپیٹیبلیٹی ±0.004 انچ فراہم کرتے ہیں نہ صرف اس لیے کہ ان کے سرو سسٹمز انتہائی بہتر ہیں بلکہ اس لیے کہ وہ مواد کی موٹائی اور ڈیفارمیشن کو حقیقی وقت میں ناپتے ہیں۔ مشین خود بخود ان تغیرات کا معاوضہ دیتی ہے جنہیں پریس بریک آپریٹر ورنہ شِمز اور ٹیسٹ بینڈز سے پورا کرتا۔ فلینج کو حرکت دے کر شیٹ کو پلٹنے کے بجائے، آپ جیومیٹری کے مساوات سے انسانی عنصر کو مکمل طور پر نکال دیتے ہیں۔ بڑے ریڈیائی جیسی پیچیدہ موڑ کے لیے خصوصی ردیئس پریس بریک ٹولنگ روایتی بریک پر بھی ضروری ہو سکتے ہیں۔.
پابندی چیک: اگر آپ کی موجودہ پروسیس میں مثبت اور منفی بینڈ کے درمیان صرف پرزہ پلٹنے کے لیے دو آپریٹر درکار ہیں، تو کیا آپ دھات کی تیاری کا خرچ کر رہے ہیں یا ہم آہنگ وزن اٹھانے کا؟
| سیشن | مواد |
|---|---|
| موضوع | مثبت اور منفی بینڈنگ: کیوں فلینج کی حرکت شیٹ کو پلٹنے سے بہتر ہے |
| صورتحال | زی بینڈ یا آفسیٹ پروفائل میں پریس بریک پر مثبت بینڈ کے بعد منفی بینڈ بنانے کے لیے شیٹ کو ہٹانا، پلٹانا، بیک گیج کے ساتھ دوبارہ سیدھ میں رکھنا، اور دوبارہ سائیکل کرنا پڑتا ہے۔ بڑے پرزے (مثلاً چھ فٹ پینل) دو آپریٹروں اور کافی فرش کی جگہ کا تقاضا کرتے ہیں۔ ہر بار بیک گیج سے ہٹانے پر اصل ریفرنس پوائنٹ کا نقصان ہوتا ہے (“ٹولنگ ٹیکس”)۔. |
| پینل بینڈر کا فائدہ | پینل بینڈرز شیٹ کو ایک منیپولیٹر کے اندر سیدھا کلیمپ رکھتے ہیں۔ اوپر اور نیچے کے بینڈنگ بلیڈز اپنی جگہیں بدلتے ہیں: مثبت بینڈ کے لیے نیچے کا بلیڈ اوپر کی طرف جھولتا ہے، اور منفی بینڈ کے لیے اوپر کا بلیڈ نیچے کی طرف جھولتا ہے۔ شیٹ اپنی جگہ پر رہتی ہے اور اپنی سینٹر لائن ریفرنس برقرار رکھتی ہے۔. |
| درستگی کے فوائد | جدید پینل بینڈرز بینڈ سے بینڈ کی درستگی ±0.008 انچ اور ریپیٹیبلیٹی ±0.004 انچ حاصل کرتے ہیں۔ وہ حقیقی وقت میں مواد کی موٹائی اور ڈیفارمیشن ناپتے ہیں اور خودکار طور پر تغیرات کا معاوضہ دیتے ہیں، جس سے شِمز اور ٹیسٹ بینڈز کی ضرورت ختم ہو جاتی ہے۔. |
| اہم نکتہ | فلینج کو حرکت دینا اور شیٹ کو پلٹنے کے بجائے انسانی عنصر کو جیومیٹری کے مساوات سے نکالنا درستگی میں اضافہ کرتا ہے۔. |
| پابندی چیک | اگر دو آپریٹر صرف موڑوں کے درمیان پرزہ پلٹنے کے لیے درکار ہیں، تو کیا آپ دھات کی تیاری کا خرچ کر رہے ہیں یا ہم آہنگ وزن اٹھانے کا؟ |
کسی ورکشاپ میں جائیں جو محدود بجٹ پر آٹومیشن گیپ بند کرنے کی کوشش کر رہی ہو، اور آپ اکثر ایک نیم خودکار CNC فولڈر پائیں گے۔ اس کا سیلز پِچ پرکشش ہے: آپ کو پینل بینڈر کی فولڈنگ بیم کنی میٹکس ملتی ہے بغیر سات ہندسوں کی سرمایہ کاری۔ آپریٹر شیٹ فیڈ کرتا ہے، بیم فلینج بناتی ہے، اور مشین خودکار طور پر بینڈ زاویہ ایڈجسٹ کرتی ہے۔.
لیکن نظریاتی صلاحیت کی کوئی قدر نہیں اگر انسانی طاقت اب بھی عمل چلا رہی ہے۔ نیم خودکار فولڈرز میں آپریٹر کو ہر نئی طرف کے لیے پرزہ دستی طور پر گھمانا پڑتا ہے۔ آپ کو فولڈنگ حرکت ملتی ہے، لیکن آپ وہی ہینڈلنگ بوجھ برقرار رکھتے ہیں جو پریس بریک کو سست کر دیتا ہے۔.
بدتر بات یہ ہے کہ فولڈرز عموماً پریس بریک کے جتنے ٹنیج کی طاقت اور کسی اصل پینل بینڈر کی طرح مرکز لائن کلیمپنگ کی رفتار نہیں رکھتے۔ نتیجتاً ایک ایسی مشین بن جاتی ہے جو بھاری گیج کے مواد کے ساتھ جدوجہد کرتی ہے جبکہ اب بھی آپریٹر پر انحصار کرتی ہے کہ وہ مختلف قسم کے پینلز کو ہاتھ سے موڑ سکے۔ درمیانی حل حاصل کرنے کے بجائے، آپ عموماً دونوں کی محدودیتیں وراثت میں لیتے ہیں: فولڈر کی طرف سے موٹائی کی محدود صلاحیت اور بریک کی طرف سے دستی ہینڈلنگ کا بوجھ۔ حقیقی ہائی-مکس پیداوار میں—جہاں پیچیدہ جیومیٹری رفتار طے کرتی ہے—جزوی آٹومیشن صرف رکاوٹ کا ایک حصہ ہی دور کرتی ہے۔.
دیکھیں کہ ایک آپریٹر کس طرح روایتی پریس بریک پر ایک معیاری 90 ڈگری فلینج سے ٹیئر ڈراپ ہیم میں منتقل ہوتا ہے۔ اسے پنچ کو انکلیمپ کرنا پڑتا ہے، ٹولنگ کارٹ کو رول کر کے لانا ہوتا ہے، ایک فلیٹ بنانے والا ڈائی لگانا ہوتا ہے، سیدھ میں لانا ہوتی ہے، اور کریش کی تصدیق کے لیے ایک فالتو ٹکڑا چلانا پڑتا ہے۔ یہ پندرہ منٹ کا خالص سیٹ اپ ڈاؤن ٹائم ہے۔ اگر یہ ایک شفٹ میں چار بار دہرایا جائے تو آپ نے ایک گھنٹے کی مفید اسپنڈل ٹائم ٹولنگ ٹیکس میں قربان کر دی۔.
ہائی-مکس شیٹ میٹل میں اصل حقیقت یہ ہے: آپ کا منافع اس بات سے طے نہیں ہوتا کہ مشین کتنی تیزی سے موڑ سکتی ہے بلکہ اس بات سے کہ وہ کتنی جلدی سمت بدل سکتی ہے۔ خودکار پینل بینڈرز اس مسئلے کو ملٹی ٹول کینی میٹکس کے ذریعے حل کرتے ہیں۔ بھاری ٹول بلاکس کو ہاتھ سے بدلنے کے بجائے، ایک سی این سی پینل بینڈر ایک مربوط ٹول چینجر یا یونیورسل بینڈنگ بلیڈ سسٹم استعمال کرتا ہے جو حقیقی وقت میں خود کو دوبارہ تشکیل دیتا ہے۔ اگر اگلے پروفائل کو ایک آفسیٹ بینڈ کے بعد ایک بڑے ریڈیئس کی ضرورت ہو تو اوپری اور نچلے بلیڈ اپنے محور کے نقاط اور اسٹروک کی گہرائی ملی سیکنڈز میں ایڈجسٹ کرتے ہیں۔ شیٹ کلیمپ رہتی ہے۔ ٹولنگ اس کے گرد خود کو ڈھالتی ہے۔ ہیم، ریڈیئس، اور آفسیٹ بینڈز ایک ہی سیٹ اپ میں مکمل ہو جاتے ہیں—کسی دستی مداخلت کی ضرورت نہیں۔ روایتی پریس بریک کے لیے، پیچیدہ پروفائلز کے لیے اسی طرح کی لچک حاصل کرنے کے لیے عموماً سرمایہ کاری کی ضرورت ہوتی ہے خصوصی پریس بریک ٹولنگ.
جب ورکشاپس ملٹی ایکسس سی این سی آپریشنز کا تجزیہ کرتی ہیں تو وہ اکثر ایک سخت حقیقت سامنے لاتی ہیں: پیچیدہ جیومیٹریز پر سخت معیار برقرار رکھنا فی پارٹ لاگت کو آسانی سے دوگنا کر سکتا ہے۔ ایک مرکب فلینج پر ±0.005 انچ ٹالرنس کو دستی سیٹ اپ کے ساتھ برقرار رکھنے کی کوشش کا مطلب ہے آزمائشی بینڈز، فالتو مواد، اور بے شمار شیمنگ۔ یہ سوچنا پرکشش لگتا ہے کہ مشین کی اسپیس فکیشنز—ٹنیج لمٹس، اسٹروک اسپیڈز—ہی حدود کا تعین کرتی ہیں۔ لیکن نظریاتی صلاحیت بے معنی ہے اگر آپریٹر تھکا ہوا ہے یا صرف اندازے سے مٹیریل کی بہار واپس آنے کا تخمینہ لگا رہا ہے۔.
جب پیچیدہ فلینجز سافٹ ویئر سے چلنے والی درستگی سے جڑ جاتے ہیں تو توجہ طاقت پر نہیں بلکہ پیش گوئی پر مبنی کنٹرول پر منتقل ہو جاتی ہے۔ جدید پینل بینڈرز آخری بینڈ کرنے سے پہلے اس مخصوص 16-گیج شیٹ کی ٹینسائل اسٹرینتھ اور موٹائی میں تبدیلی کو ماپتے ہیں جو کلیمپ کی گئی ہے۔ سافٹ ویئر درست اوور بینڈ کا حساب لگاتا ہے اور حقیقی وقت میں مشین کی حرکات کو ایڈجسٹ کرتا ہے۔.
یہ کہا جائے تو، سنگل سیٹ اپ آٹومیشن اپنے خطرات بھی لاتی ہے۔ سافٹ ویئر کی درستگی مکمل طور پر درست طریقے سے ترتیب دیے گئے پوسٹ پروسیسر پر منحصر ہوتی ہے۔ اگر کیم سسٹم کا کینی میٹک ماڈل مشین کی جسمانی حدود—جیسے ایکسس ٹریول لمٹس یا روٹیشن کی سمتوں—کے ساتھ مطابقت نہیں رکھتا تو نتیجہ ایک بے عیب فلینج نہیں بلکہ کھرچنا، ضائع شدہ سائیکل ٹائم، یا حتیٰ کہ ملٹی ایکسس کریش ہو سکتا ہے۔ سنگل سیٹ اپ آٹومیشن پروگرامنگ کی غلطیوں کو اتنی ہی مؤثر طریقے سے بڑھاتی ہے جتنی کہ یہ پیداوار کی رفتار کو بڑھاتی ہے۔ لیکن جب پوسٹ پروسیسر صحیح طریقے سے ٹیون ہو تو مشین خود بخود مٹیریل کی تبدیلیوں کے لیے معاوضہ ادا کرتی ہے جو بصورت دیگر ایک ماہر آپریٹر سے مسلسل مائیکرومیٹر چیکس کا مطالبہ کرتی۔.
ایک روایتی پریس بریک کو ایک خودکار پینل بینڈر کے ساتھ رکھیں اور 5,000 یکساں برقی اینکلوژرز چلائیں۔ ایک درست سیٹ اپ اور مستحکم آپریٹر کے ساتھ، پریس بریک شاید اسٹروکس-پر-منٹ کے مقابلے میں جیت بھی جائے۔ کاغذ پر، یہ اعلیٰ کارکردگی دکھائی دیتی ہے۔ لیکن جب شیڈول بدل کر پانچ اینکلوژرز، پھر بارہ ایچ وی اے سی بریکٹس، پھر تین کسٹم اسٹینلیس فیشیاز چلانے لگے تو کیا ہوتا ہے؟ پریس بریک صفر اسٹروکس پر رک جاتی ہے جبکہ آپریٹر تین مختلف ٹولنگ تبدیلیوں میں الجھا ہوتا ہے۔.
ہائی-مکس، لو-والیوم پیداوار میں، خالص رفتار ایک دکھاوے کا پیمانہ ہے۔ اصل منافع لچک سے آتا ہے۔ ایک سی این سی پینل بینڈر ٹولنگ ٹیکس کو اندرونی طور پر جذب کرتا ہے۔ اس کی ملٹی ٹول حرکتیں ایک تیز 90 ڈگری ٹول سے ایک بڑے ریڈیئس پروفائل میں اسی لمحے بدل سکتی ہیں جب منیپولیٹر پارٹ کو گھما رہا ہو—عملی طور پر سیٹ اپ کا وقت صفر کر دیتی ہیں۔ اب آپ کو صرف تبدیلیوں کو جواز فراہم کرنے کے لیے جابز کو بیچ میں منظم کرنے کی ضرورت نہیں؛ آپ پارٹس کو عین اسی ترتیب میں چلا سکتے ہیں جس کی اسمبلی ڈیپارٹمنٹ کو ضرورت ہے۔ نتیجہ کم جاری پروگریس انوینٹری اور ہائی-مکس کی عدم استحکام میں تبدیلی ہے—جو شیڈولنگ کی کمزوری کے بجائے ایک مسابقتی فائدہ بن جاتی ہے۔.
پابندی کی جانچ: کیا آپ اپنی ورکشاپ کی صلاحیت کو مشین کے سائیکل کی رفتار سے ماپتے ہیں—یا ان منفرد تیار شدہ پرزوں کی تعداد سے جو واقعی شفٹ کے اختتام تک شپنگ ڈاک تک پہنچتی ہیں؟
ایک ایسی ورکشاپ میں جائیں جو 16-گیج 304 سٹینلیس پر کام کر رہی ہے اور ہر شفٹ میں چار دستی پریس بریک تبدیلیاں کرتی ہے۔ دیکھیں کہ آپریٹر ہر سیٹ اپ کے آغاز میں سپرنگ بیک ٹھیک کرنے کے لیے پہلے دو بلینک ضائع کر دیتا ہے۔ اگر ہر بلینک کی قیمت $45 ہے، اور ہر تبدیلی پر 20 منٹ لگتے ہیں، تو یہ عمل ایک دن میں $500 سے زیادہ کا نقصان خاموشی سے برداشت کر رہا ہے اس سے پہلے کہ کوئی درست پارٹ شپنگ پیلیٹ تک پہنچے۔ یہ اپنی خالص ترین شکل میں ٹولنگ ٹیکس ہے—ایک مرکب جرمانہ جو ہر ہائی-مکس بیچ پر لگایا جاتا ہے، حاشیے کو مسلسل کم کرتا ہوا جبکہ مشینیں مصروف نظر آتی ہیں۔ آٹومیشن کی حد شاذ ہی ایک لاکھ یکساں پارٹس کے بارے میں ہوتی ہے۔ یہ اس لمحے کی پہچان کے بارے میں ہوتی ہے جب یہ روزانہ کا نقصان ماہانہ آلات کی ادائیگی کے مساوی ہو جائے۔.
ایک 20 سالہ تجربہ کار شخص 5052 ایلومینیم کے ییلڈ پوائنٹ کو اپنے جوتوں کے تلووں سے محسوس کر سکتا ہے اور صرف وجدان پر ایک دستی بیک گیج کو ایڈجسٹ کر سکتا ہے۔ لیکن وہ تجربہ کار پچھلے سال ریٹائر ہو گیا، اور نیا ملازم 40 پاؤنڈ کی شیٹ کو الٹا ٹیپ ماپتے ہوئے سنبھالنے میں دشواری محسوس کر رہا ہے۔ حقیقت یہ ہے کہ: دستی کنٹرول صرف تب لاگت مؤثر ہوتا ہے جب اسے چلانے والا شخص غیر معمولی ہو۔ جب ماہر مزدور کم ہوں، تو آپریٹر پر انحصار آپ کے پیداواری شیڈول میں مہنگا تغیر شامل کر دیتا ہے۔ ایک غیر تربیت یافتہ آپریٹر نہ صرف سست کام کرتا ہے—بلکہ شک کرتا ہے، زیادہ موڑ دیتا ہے، اور دوبارہ کام کی تاخیر سے پوری اسمبلی کے بہاؤ کو روک دیتا ہے۔.
ہم عموماً مشین کے تعارفی شیٹس کا مطالعہ کرتے ہیں—ٹنیج لمٹس، اسٹروک اسپیڈز—اور فرض کرتے ہیں کہ آلات ہماری حدیں طے کرتے ہیں۔ لیکن نظریاتی صلاحیت بے معنی ہے اگر وہ انسانی عضلات جو مشین لوڈ کر رہے ہیں، تھک چکے ہوں۔.
خودکار سی این سی پینل بینڈرز اس انحصار کا براہ راست مقابلہ کرتے ہیں۔ مواد کی ہینڈلنگ اور ٹول پوزیشننگ کو سر وو سے چلنے والے منیپولیٹرز کی طرف منتقل کر کے، اور انہیں بدیہی سی این سی کنٹرولز کے ساتھ جوڑ کر، وہ آپریٹر پر انحصار کو 40 فیصد تک کم کر سکتے ہیں۔ مشین شیٹ کو ناپتی ہے، بینڈ الاؤنس کا حساب لگاتی ہے، اور ترتیب کو درستگی کے ساتھ انجام دیتی ہے۔ دستی کنٹرول کے لیے مالی دلیل اسی لمحے بکھر جاتی ہے جب آپ ماہر مزدوری کی اجرت غیر معیاری فالتو مصنوعات کے لیے ادا کر رہے ہیں۔ جب فی پارٹ کی اصل لاگت آپریٹر کی سہ پہر 3 بجے کی توانائی کے مطابق بدلتی ہے، تو دستی عمل میں کیوں سرمایہ کاری کرتے رہیں؟
تصور کریں کہ آپ نے 150 پیچیدہ برقی انکلوژرز کی ایک رن کوٹ کی ہے۔ عام خیال یہ ہے کہ CNC صرف زیادہ حجم پر اقتصادی بنتا ہے، جبکہ دستی پریس بریکس مختصر رنز میں جیتتے ہیں۔ یہ منطق ایک ہائی مکس شیٹ میٹل ماحول میں ٹوٹ جاتی ہے۔ ایک دستی بریک پر، مرکب فلینج پر ±0.005 انچ کی ٹالرنس کو برقرار رکھنا ٹیسٹ بینڈز کا تقاضا کرتا ہے۔ 150 پیسز کے کام پر سیٹ اپ کے دوران تین پارٹس ضائع کریں، تو آپ پہلے ہی اپنے مواد کے بجٹ کا 2 فیصد خرچ کر چکے ہیں۔ اسے ایک ہفتے میں دس مختلف پارٹ فیملیز پر ضرب دیں، اور نقصانات تیزی سے بڑھتے ہیں۔.
ایک خودکار پینل بینڈر ایک زبردست ابتدائی قیمت کے ساتھ آتا ہے — اکثر اعلی درجے کے پریس بریک کی قیمت سے دوگنا۔ تاہم، اس کا یونیورسل بینڈنگ بلیڈ اور ریئل ٹائم موٹائی کمپنسیشن ٹیسٹ بینڈز کی ضرورت کو مکمل طور پر ختم کر دیتا ہے۔ مشین سے نکلا پہلا پیس ہی پروڈکشن کے لیے تیار ہوتا ہے۔ جب آپ $400,000 کی سرمایہ کاری کا موازنہ اعلی ویلیو مواد پر مستقل 3 فیصد اسکریپ ریٹ سے کرتے ہیں — اور برداشت کو ایڈجسٹ کرنے میں صرف ہونے والے ناقابل واپسی سیٹ اپ وقت کے ساتھ — تو واپسی کی مدت دہائیوں سے سکڑ کر صرف چند سالوں تک آ جاتی ہے۔ آپ تیز بینڈز میں سرمایہ کاری نہیں کر رہے، آپ سیٹ اپ ویسٹ کے مستقل خاتمے میں سرمایہ کاری کر رہے ہیں۔ ورکشاپ کی اور کہاں آپ زیرو اسکریپ کی ضمانت خرید سکتے ہیں؟
ایک خودکار بینڈنگ سیل کے لیے خریداری آرڈر جاری کرنا فوری طور پر سرمائے کے جھٹکے کی خوراک دیتا ہے۔ نفاذ اکثر لیگیسی CAM سسٹمز کو اپ گریڈ کرنے، پروگرامرز کو دوبارہ تربیت دینے، اور ان آپریٹرز کی ابتدائی مزاحمت کو نیویگیٹ کرنے کا تقاضا کرتا ہے جو ٹھوس اسٹیل ٹولنگ پر سافٹ ویئر سے چلنے والی درستگی سے زیادہ اعتماد کرتے ہیں۔ یہ عبوری رگڑ ابتدائی واپسیوں میں تاخیر کر سکتی ہے، جس سے قیمت کا ٹیگ پہلے دو کوارٹرز میں کمپنی کی گردن کے گرد بوجھ محسوس ہوتا ہے۔.
تاہم، اصل سرمایہ کاری پر واپسی معاہدہ کی استحکام میں ظاہر ہوتی ہے۔ جب ایک بار ٹولنگ ٹیکس ختم ہو جاتا ہے، تھروپٹ ریاضیاتی طور پر قابلِ پیش گوئی بن جاتا ہے۔ آپ کو بالکل معلوم ہوتا ہے کہ 50 کسٹم فیسیا کے بیچ کو کتنا وقت درکار ہے کیونکہ سیٹ اپ ٹائم ختم ہو چکا ہے اور اسکریپ تقریباً ناپید ہے۔ یہ یقین کی سطح آپ کو مطالبہ کرنے والے جسٹ ان ٹائم OEM معاہدوں کے لیے مقابلہ کرنے کے قابل بناتی ہے جنہیں دستی آپریشنز مہنگی ورک ان پراگریس انوینٹری بفرز کے بغیر پورا کرنے میں مشکل محسوس کرتے ہیں۔ آٹومیشن اعلیٰ مکس تغیر کو جذب کرتا ہے، شیڈولنگ کے انتشار کو قابلِ اعتماد آمدنی میں تبدیل کرتا ہے۔.
حد کی جانچ: اگر آپ کی آپریشن اوسطاً ہر شفٹ میں چار سے زیادہ چینج اوور رکھتی ہے اور اسکریپ ریٹ تین فیصد سے تجاوز کر جاتا ہے، تو کیا ایک خودکار پینل بینڈر واقعی ایک مہنگی عیاشی ہے — یا یہ ہنر مند مزدوروں کی کمی کے دور میں مارجنز کی حفاظت کا واحد قابلِ عمل طریقہ ہے؟ اپنی مخصوص آپریشن کے لیے تفصیلی تجزیہ کے لیے، یہ دانشمندی ہے کہ ہم سے رابطہ کریں مشاورت کے لیے رابطہ کریں۔.
تصور کریں کہ آپ ایک صاف، درجہ حرارت سے کنٹرول شدہ CNC پینل بینڈر کو ایک کیچڑ بھرے کمرشل تعمیراتی سائٹ کے بیچ میں رکھ دیتے ہیں۔ پالش شدہ کنکریٹ فرش پر، صاف 16 گیج بلینکس سے گھرا ہوا، یہ بہترین کارکردگی کا مظاہرہ کرتا ہے۔ لیکن حقیقی دنیا میں — 1/2 انچ آرکیٹیکچرل پلیٹ کے اسٹیک کو دیکھتے ہوئے جسے پورڈ کنکریٹ ریٹیننگ وال کے مطابق بالکل درست ہونا چاہیے — وہ نیم ملین ڈالر کا شو پیس جلد ہی ایک بہت مہنگے پیپر ویٹ میں بدل جاتا ہے۔ آٹومیشن کنٹرول شدہ حالات میں بہترین کام کرتا ہے۔ میدان شاذ و نادر ہی وہ حالتیں فراہم کرتا ہے۔ ہم اتنا وقت صفر سیٹ اپ بینڈنگ کی ROI گنتے ہوئے صرف کرتے ہیں کہ مشین کی جسمانی حدود کو نظرانداز کر دیتے ہیں۔ ایک ایسا وقت آتا ہے جب ٹولنگ کے اخراجات غیر متعلق ہو جاتے ہیں — کیونکہ خودکار نظام صرف یہ کام انجام دے ہی نہیں سکتا۔.
ہم عام طور پر اسپیک شیٹس پر غور کرتے ہیں — ٹنیج ریٹنگز، اسٹروک اسپیڈز — جیسے مشین ہی حد کی تعریف کرتی ہو۔ تاہم، بعض اوقات اصل پابندی زپ کوڈ ہوتی ہے۔ آرکیٹیکچرل فیبریکیشن اکثر اس دھات کو فٹ کرنے کا تقاضا کرتی ہے جو “فیلڈ ٹالرنسز” کے ساتھ ڈالی، فریم یا ویلڈ کی گئی ہو — دوسرے الفاظ میں، کچھ بھی مکمل طور پر مربع نہیں ہوتا۔ جب بھاری ساختی فیسیا یا کسٹم سیڑھی کے اسٹرنگرز کو موڑتے ہیں، تو شاذ و نادر ہی موقع ہوتا ہے کہ آن سائٹ پیمائش کریں، CAD فائلیں اپ ڈیٹ کریں، پارٹ کو بڑی CNC سیل سے گزاریں، اور اسے واپس بھیجیں — صرف یہ پتا چلانے کے لیے کہ کنکریٹ ایک آٹھویں انچ بیٹھ گیا ہے۔.
میدان میں حقیقی وقت کی ایڈجسٹمنٹ کی ضرورت ہوتی ہے۔ روایتی ہائیڈرولک پریس بریکس یا ہیوی ڈیوٹی پورٹیبل بینڈرز کو جاب سائٹ پر لے جایا جا سکتا ہے، ڈیزل جنریٹر سے طاقت حاصل کی جا سکتی ہے، اور ایک کاریگر اسے آپریٹ کر سکتا ہے جو حقیقی خلا کی پیمائش کرتا ہے — نہ کہ ایک نظریاتی CAD ماڈل۔ آپ جغرافیائی حقیقت کے لیے فیکٹری سطح کی درستگی قربان کرتے ہیں۔ ایک CNC پینل بینڈر آپ کی ورکشاپ کے فرش سے جڑا ہوتا ہے، بے عیب آؤٹ پٹ فراہم کرنے کے لیے بے عیب ان پٹ پر انحصار کرتا ہے۔ جب جاب سائٹ خود متغیر بن جائے، تو فیکٹری آٹومیشن ایک ماہر آپریٹر کے سامنے جھک جاتی ہے جو ٹیپ ماپنے، سخت پورٹیبل بریک، اور موقع پر موڑنے کے فیصلے کے ساتھ کام کرتا ہے۔.
ناگوار حقیقت یہ ہے کہ پینل بینڈرز شیٹ میٹل کے لیے انجنیئر کیے گئے ہیں — آرمر پلیٹ کے لیے نہیں۔ ان کا مکینیکل فائدہ سروو سے چلنے والے بلیڈز پر منحصر ہے جو مواد کو ایک مرکزی ہولڈ ڈاؤن بیم کے گرد موڑتے ہیں۔ جب آپ 14 گیج سٹینلیس ٹرم سے 1/2 انچ A514 انتہائی طاقتور اسٹیل پلیٹ کی طرف جاتے ہیں آرکیٹیکچرل فیچرز کے لیے، تو بنیادی فزکس ڈرامائی طور پر تبدیل ہو جاتی ہے۔.
آپ آدھا انچ اسٹیل پلیٹ کو اسی باریک میکانکس سے نہیں موڑ سکتے جو ہلکی پھلکی برقی انکلوژر کو کریز کرنے کے لیے ڈیزائن کیے گئے ہیں۔.
ہیوی پلیٹ کو بہت زیادہ، انتہائی مرتکز ٹنیج اور مخصوص V-ڈائیز کی ضرورت ہوتی ہے جو مواد کو اس کے گرین ڈھانچے سے سمجھوتہ کیے بغیر جھکنے پر مجبور کر سکیں۔ اگر آپ ایک پینل بینڈر کو اس دائرے میں دھکیلتے ہیں، تو اس کی اپنی جیومیٹری ایک ذمہ داری بن جاتی ہے۔ خودکار بلیڈ یا تو پلیٹ کو صحیح طریقے سے ڈیفارم کرنے کے لیے طاقت نہیں رکھتے، یا درکار انتہائی بوجھ مشین کے نازک اندرونی میکانزم کو نقصان پہنچانے کا خطرہ بنتے ہیں۔ ہیوی ڈیوٹی پریس بریکس اس میدان میں غالب ہوتے ہیں کیونکہ ان کا عمودی ریم ڈیزائن بنیادی طور پر سیدھا اور انتہائی مؤثر ہوتا ہے۔ یہاں کوئی پیچیدہ فولڈنگ آرمز نہیں — بس سخت اسٹیل پنچ جو سخت اسٹیل ڈائی میں سینکڑوں ٹن ہائیڈرولک طاقت کے ساتھ اترتا ہے۔.
اگرچہ آپ کے پارٹس تکنیکی طور پر خودکار بینڈر کی پروسیسنگ حد کے اندر آتے ہیں، آپ کی سہولت خود اسے خارج کر سکتی ہے۔ ایک مکمل خودکار بینڈنگ سیل جس میں مربوط میٹریل ہینڈلنگ ٹاورز ہوتے ہیں، کافی بڑی جگہ گھیرتا ہے۔ اسے اکثر مضبوط کنکریٹ فاؤنڈیشنز کی ضرورت ہوتی ہے تاکہ زمین بوس ہونے سے بچا جا سکے، وقف شدہ 480V تھری فیز پاور جس میں کافی ایمپیئر گنجائش ہو، اور درجہ حرارت سے کنٹرول شدہ ماحول تاکہ حساس سروو سسٹمز کو دھول اور ملبے سے محفوظ رکھا جا سکے۔.
اس کے برعکس، روایتی پریس بریکس اپنے ماحول کے لحاظ سے غیر معمولی طور پر برداشت دہ ہیں۔ آپ ایک 150-ٹن بریک کو ورکشاپ کے تاریک کونے میں رکھ سکتے ہیں، معیاری صنعتی بجلی سے جوڑ سکتے ہیں، اور توقع رکھ سکتے ہیں کہ یہ دہائیوں تک بھاری پلیٹ کو قابلِ اعتبار طریقے سے تشکیل دے گا، کم سے کم دیکھ بھال کے ساتھ۔ اگر آپ کی سہولت جگہ کی پابند ہے، آپ کی الیکٹریکل سروس پہلے ہی صلاحیت پر ہے، یا آپ کے سرمائے کے اخراجات سختی سے محدود ہیں، تو CNC سیل کی نظریاتی تھروپٹ غیر متعلق ہو جاتی ہے۔ آپ اس جگہ اور طاقت سے کارکردگی نہیں خرید سکتے جو آپ کے پاس موجود ہی نہیں۔.
حد کی جانچ: کیا آپ نازک، ہائی مکس جیومیٹریز تیار کر رہے ہیں جو واقعی آپ کے پورے ورکشاپ کے انفراسٹرکچر کو دوبارہ انجنیئر کرنے کا جواز پیش کرتے ہیں — یا آپ ایک بھاری آرکیٹیکچرل پلیٹ کے چیلنج کو ایک نازک خودکار نظام سے حل کرنے کی کوشش کر رہے ہیں؟
سخت حقیقت یہ ہے: آلات کے کیٹلاگ اس طرح تیار کیے گئے ہیں کہ وہ آپ کو نظریاتی زیادہ سے زیادہ صلاحیت بیچ سکیں، جبکہ آپ کی ورکشاپ کا فرش عملی دنیا کی کم از کم پیداوار پر چلتا اور رک جاتا ہے۔ یہ لالچ میں مبتلا کر دیتا ہے کہ تفصیلات کی شیٹس پر غور کریں—ٹنّاج کی حدیں اور اسٹروک کی رفتاریں حساب کریں جیسے خود مشین ہی رکاوٹ ہو۔ لیکن مشین صرف ایک اوزار ہے۔ حقیقی حد آپ کے مخصوص مواد کے امتزاج، پرزوں کی اشکال، اور افرادی قوت ہے۔.
مکمل طور پر خودکار پینل بینڈر فی منٹ 17 موڑ کی صلاحیت کے ساتھ بغیر کسی دستی ٹولنگ تبدیلی کے کام کر سکتا ہے، اور خود کو بہترین منافع بڑھانے والے کے طور پر پیش کرتا ہے۔ پھر بھی اگر آپ اس میں غلط پرزے ڈالیں تو آپ نے صرف ایک انتہائی کارآمد فضلہ پیدا کرنے والی مشین میں سرمایہ کاری کی ہے۔ آدھے ملین ڈالر کی رکاوٹ لگائے بغیر ٹولنگ کی لاگت ختم کرنے کے لیے، یہ پوچھنا بند کریں کہ مشین تنہا کیا کر سکتی ہے۔ یہ پوچھنا شروع کریں کہ آج آپ کے فلور پر کیا چیز فعال طور پر آپ کے منافع کو کھا رہی ہے۔.
آٹومیشن کی ایک سخت حد ہوتی ہے—اور اکثر یہ انچ کے ہزارویں حصے میں ناپی جاتی ہے۔.
پینل بینڈر 14-گیج ایلومینیم یا سٹینلیس سٹیل کو 10 فٹ لمبے پیچیدہ پرزوں میں فولڈ کرتے وقت بہترین کارکردگی دکھاتے ہیں۔ لیکن اگر آپ کا بنیادی کام 10-گیج یا 1/4 انچ پلیٹ کی طرف منتقل ہو جائے تو CNC فولڈر کے نازک، سر وو سے چلنے والے بلیڈ مواد کو حرکت نہیں دے سکیں گے۔ اپنی مواد کی موٹائی کی حد کا نقشہ بنانے سے شروع کریں۔ صرف طبیعیات کے قوانین ہی پینل بینڈر کو غور کرنے سے باہر کر سکتے ہیں، اس سے پہلے کہ آپ کبھی قیمتوں پر نگاہ ڈالیں۔.
اگلے مرحلے میں، اپنے پرزے کی جیومیٹری کا جائزہ لیں۔ پینل بینڈرز کے گلے کی گہرائی روایتی پریس بریک کے وسیع کھلے اونچائی کے مقابلے میں نسبتاً کم ہوتی ہے۔ اگر آپ گہرے برقی انکلوژرز یا لمبے فلینجز بنا رہے ہیں، تو مشین کی جسمانی ساخت موڑ کے سلسلے کے دوران پرزے کو گھومنے سے روک سکتی ہے۔.
حتیٰ کہ عام Z-بینڈز بھی خودکار فولڈر میں سخت حدود کے ساتھ آتے ہیں۔ ٹولنگ کے ٹکراؤ سے بچنے کے لیے، آپ کو عام طور پر کم از کم مجموعی اونچائی کی ضرورت ہوتی ہے جو مواد کی موٹائی سے 2.5 گنا زیادہ ہو اور فلینج کی لمبائی 1.5 گنا موٹائی ہو۔ اگر آپ کے اوسط بیچ میں 15 انتہائی متغیر پرزے ہوں جن کی باکس جیومیٹری گہری ہو، تو “زیرو سیٹ اپ” کا فائدہ ختم ہو جاتا ہے—کیونکہ پرزہ بس مشین کے اندر گھوم ہی نہیں سکتا۔.
حد کی پڑتال: کیا آپ کے پرزے واقعی اتنے پتلے اور چپٹے ہیں کہ پینل بینڈر کے گلے کے اندر گھوم سکیں، یا آپ ایک ایسی مشین میں گہرے، بھاری گیج باکس دھکیلنے کی کوشش کر رہے ہیں جو ہلکے تراشے والے کام کے لیے تیار کی گئی ہے؟
جب طبیعیات سمجھ آ جائے، تو آپ کو عملی سست روی کا تعین کرنا ہوگا۔ موڑنے والے سیل پر جائیں اور ایک گھنٹہ آپریٹر کو دیکھیں۔ اگر ایک تجربہ کار کاریگر 20 پرزوں کے بیچ کے لیے 40 منٹ پیچیدہ ٹولنگ کو توڑنے اور دوبارہ بنانے میں صرف کر رہا ہے، تو آپ کی رکاوٹ سیٹ اپ کا وقت ہے۔ یہی حقیقی ٹولنگ ٹیکس ہے—اور یہی وہ مقام ہے جہاں CNC پینل بینڈر اپنی قدر دکھاتا ہے، کیونکہ یہ سیکنڈوں میں اپنا ٹولنگ دوبارہ تیار کر لیتا ہے۔.
لیکن اگر سیٹ اپ تیز ہے اور پھر بھی کچرے کا ڈبہ ایسے پرزوں سے بھر رہا ہے جو غلط طریقے سے یا غلط تسلسل میں موڑے گئے ہیں؟
پھر آپ مہارت کی کمی اور جیومیٹری کی پیچیدگی کا سامنا کر رہے ہیں۔ پریس بریک مکمل طور پر آپریٹر کے مکانی اندازے پر منحصر ہے کہ وہ خالی شیٹ کو صحیح طریقے سے پلٹے اور گھمائے۔ خودکار بینڈر انسانی ہاتھوں کو سلسلے سے باہر نکالتا ہے—پرزے کو ایک بار کلیمپ کرتا ہے اور ہر مثبت اور منفی موڑ کو درستگی کے ساتھ انجام دیتا ہے۔ لیکن اگر مشین چلانے والے لوگ تھکے ہوئے ہیں تو مشین کی نظریاتی پیداوار کا کوئی مطلب نہیں۔ اگر آپ کی سستی وجہ یہ ہے کہ بھاری، سیدھے پرزے عام 90 درجے کے وی-ڈائی کے ذریعے لے جائے جا رہے ہیں، تو آٹومیشن اسے درست نہیں کرے گا۔ اس کے لیے جِب کرین اور زیادہ ذہین مٹیریل ہینڈلنگ ترتیب کی ضرورت ہے۔.
ورکشاپیں کام کی کمی سے نہیں ناکام ہوتیں؛ وہ اس لیے ناکام ہوتی ہیں کہ وہ وہ کام لے لیتی ہیں جو وہ ہضم نہیں کر سکتیں۔ جب آپ آج کی مخصوص مسئلہ حل کرنے کے لیے مشین خریدتے ہیں، تو آپ اپنی صلاحیتوں کو حال کے ساتھ منسلک کر لیتے ہیں۔ اگر آپ کی موجودہ زیادہ تنوع والی، 16-گیج پیداوار پینل بینڈر کو درست ٹھہراتی ہے تو سرمایہ کاری معنی رکھتی ہے۔ لیکن حتیٰ کہ سب سے ذہین، لچکدار پینل بینڈرز بھی اپنی جسمانی حدود کے اندر ہی زیادہ تنوع کو سنبھالنے میں بہترین ہیں۔ وہ بنیادی ٹنّاج حدود سے تجاوز نہیں کر سکتے۔.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
