Inaonyesha 10–18 kati ya matokeo ya 42

Aina ya R1, Vifaa vya Kupinda Paneli
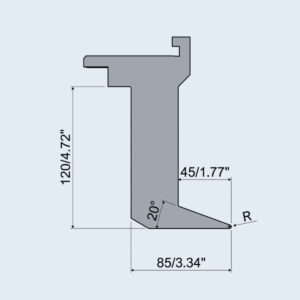
Aina ya R2, Zana za Kupinda Paneli
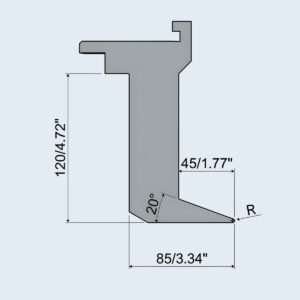
Aina ya R2, Zana za Kupinda Paneli

Aina ya R2, Zana za Kupinda Paneli

Aina ya R2, Zana za Kupinda Paneli

Aina ya R2, Zana za Kupinda Paneli

Aina ya R2, Zana za Kupinda Paneli

Aina ya R2, Zana za Kupinda Paneli

Aina ya R2, Zana za Kupinda Paneli
Tazama mtaalamu mwenye uzoefu akitengeneza sanduku la chuma cha pua lenye unene wa “gauge” 16 kwenye mashine ya kawaida ya kupinda. Kupinda kwa kweli huchukua takribani sekunde kumi na mbili. Ram hushuka, chuma hubonyea, na sehemu hukamilika. Inaonekana kama ufanisi wa hali ya juu.
Lakini simama kwenye sakafu ya warsha ukiwa na kielekezi cha muda na uhesabu dakika arobaini na tano kabla ya kupinda kumoja—kutafuta “punches” sahihi zilizogawanywa, majaribio ya kupinda, kusawazisha, na kubatilisha vipande vilivyoharibika—na kutofaa kunakuwa wazi.
Hizo dakika arobaini na tano ambazo hazionekani ni kodi inayowekwa kwenye kila kundi la uzalishaji wa muda mfupi unalotengeneza. Ndiyo hasa sababu warsha yako inaonekana kuwa na shughuli nyingi kila wakati huku faida zako zikiwa hazikui. Ili kujinasua kweli, kuelewa na kuboresha yako Vifaa vya Press Brake ndiyo hatua muhimu ya kwanza.
Ukweli usiokuwa wa kufurahisha ni huu: warsha yako haizuiliwi na kasi ambayo timu yako inaweza kupinda kingo. Inazuiliwa na kila kitu kinachotokea kati ya mivindo hiyo. Muda wa maandalizi ya mwongozo, taka, na uchovu wa waendeshaji hufanya kazi kama kodi inayoongezeka. Kila wakati mtu anaposhika “Allen wrench” ili kurekebisha “backgauge”, unapata gharama. Kila wakati kipande kizito kinahitaji waendeshaji wawili kukigeuza, unapata nyingine. Hatimaye, kiwango cha kodi kinakuwa kisichoweza kuhimilika—na Zana za Kawaida za Mashine ya Kukunja Chuma mwongozo hauwezi tena kuwa na maana ya kifedha.

Fikiria mtaalamu mwenye uzoefu anayegeuza karatasi ya 4×8 ya alumini yenye unene wa “gauge” 14 kupitia mfuatano mgumu wa mivindo chanya na hasi. Baada ya saa mbili katika zamu, harakati ni makini na thabiti. Kufikia saa ya sita, mabega yamelegea. Karatasi inahisi kuwa nzito zaidi. Pembe ya uingizaji inatoka kwa nusu ya digrii, na ghafla kipande cha $40 kinaenda kwenye taka.
Kwa kawaida tunasoma karatasi za maelezo ya mashine—mipaka ya “tonnage”, kasi ya “stroke”—tukidhani vifaa vinaamua kiwango cha juu. Lakini uwezo wa kinadharia hauna maana ikiwa waendeshaji wa binadamu wanaolisha mashine wamechoka. Uchovu huleta tofauti ndogo zisizoonekana. Mwendeshaji aliyechoka anaweza kuona shaka kwenye “backgauge”, kuendesha kipande cha majaribio cha ziada, au kupunguza kasi ya ram. Kizuizi cha kweli si mfumo wa majimaji; ni mzigo wa kimwili wa kushughulikia chuma cha karatasi, unaojitokeza kimyakimya kama kazi ya marudio na taka.

Fikiria ratiba ya kawaida ya Jumanne iliyo na mchanganyiko mkubwa: mabano hamsini, vifuniko vya umeme kumi na viwili, na mabamba matano ya HVAC yaliyotengenezwa maalum. Katika mpangilio wa kawaida, kubadilisha vifaa vilivyogawanywa kwa kazi hizo tatu kunaweza kutumia saa moja kwa urahisi. Kwa kiwango cha warsha cha $120 kwa saa, hiyo ni $120 iliyotumika bila kupinda hata kipande kimoja cha chuma.
Hii ndiyo kodi ya vifaa katika hali yake ya kuumiza zaidi. Katika uzalishaji wa wingi, saa moja ya maandalizi ikisambazwa kwenye sehemu elfu kumi ni vigumu kuiona. Katika kazi za mchanganyiko mkubwa na muda mfupi, saa hiyo hiyo inaweza kufuta faida yote ya kazi. Wamiliki wengi wa warsha huita mabadiliko “rahisi” kwa sababu kubadilisha “punch” si kazi ngumu kiufundi. Lakini gharama halisi inazidi kubadilisha kimwili. Inajumuisha kupinda kwa majaribio, kurekebisha kwa usahihi, na kuvurugika kwa mtiririko wa kazi. Kila dakika mashine inakaa bila kufanya kazi huku mwendeshaji akipiga “die” ili isawiane kwa nyundo ya shaba, kutofaa kunafadhiliwa kimyakimya.
Mashine ya kawaida ya kupinda kwa majimaji inaweza kukamilisha mzunguko wa ram chini ya sekunde tatu—ikifanya kazi kwa kasi ya ajabu. Lakini uchunguzi wa karibu wa zamu nzima mara nyingi unaonyesha kwamba mashine hupinda chuma kwa chini ya 20% ya muda. Kasi ya kupinda haina maana ikiwa pembe inayotokana si sahihi.
Kurudiwa kwa matokeo ndiyo kipimo pekee kinacholinda kwa kweli kiasi cha uzalishaji. Kwa vifaa vya mwongozo, kurudiwa kunategemea kabisa uwezo wa mwendeshaji kuuweka kipande sawa dhidi ya vizuizi—mara mamia kwa mfuatano—licha ya tofauti katika kurudi kwa nyenzo. Ikiwa sehemu ya kwanza inachukua sekunde kumi, lakini inayofuata inachukua kumi na tano kwa sababu mwendeshaji anasimama kuthibitisha kingo, basi muda wako wa mzunguko si sekunde kumi. Ni tofauti—na tofauti huua ufanisi.
Ukaguzi wa Vikwazo: Ikiwa mwendeshaji wako mwenye uzoefu zaidi atakosa kesho, je, uzalishaji wako utashuka kwa 50%, au mchakato wako utaendelea kwa utaratibu?

Mpe opereta kipande cha chuma cha pua chenye unene wa gauge 16, kikiwa na ukubwa wa inchi 36 kwa 36, na muombe atofe flange ya kurudi ya inchi moja kwenye pande zote nne. Kwenye press brake ya jadi, mantiki ya mashine inahitaji opereta kusogeza kipande kwenda kwenye kifaa cha zana. Wanainua kipande, wanakiweka dhidi ya backgauge, wanaendesha ram, kisha wanageuza mraba mzima mzito kwa nyuzi tisini. Mikunjo minne inahitaji kuinua mara nne, kugeuza mara nne, na fursa nne za kipande kupinda hata kwa nusu ya shahada mbali na backgauge.
Ukweli usio rahisi ni huu: press brake inakuwa mzigo punde ambapo uzito wa sehemu na eneo la uso vinaanza kuamua muda wa mzunguko badala ya kasi ya ram. Tunapenda kuchunguza karatasi za vipimo vya mashine—uwezo wa tonnage, urefu wa stroke, kasi ya kukaribia—na kudhani kwamba kifaa ndicho kikwazo. Kwa vitendo, wakati wa kuunda paneli kubwa, press brake inambadilisha opereta kuwa mfumo mkuu wa kushughulikia nyenzo, na juhudi za binadamu—si uwezo wa mashine—ndizo zinazoamua kasi.
Panel bender hubadilisha hesabu hiyo kabisa. Badala ya kulazimisha opereta kusogeza kipande kupitia zana, mashine hushikilia kipande kikiwa wazi na kusogeza zana kuzunguka kipande hicho. Sehemu huwekwa marejeo mara moja, inashikiliwa katikati, na vile vya kupinda husafiri kadiri inavyohitajika. Matokeo ni sufuria yenye pande nne sawa—lakini mabadiliko ya mantiki yanaondoa mzigo wa kimwili wa opereta, yakibana yale yaliyokuwa mapambano ya dakika tatu kuwa mzunguko wa nusu dakika uliosautomatiwa. Kwa hiyo, lini press brake inakuwa mzigo? Ni wakati ambapo sehemu inahitaji nishati zaidi kushikilia kuliko kupinda.
Fikiria kupinda kwa msingi wa Z au wasifu uliochanganyika zaidi wa offset. Kwenye press brake, kutoa kupinda kwa chanya kunakofuatiwa mara moja na kupinda kwa hasi kunamaanisha kuondoa kipande kutoka kwenye die, kukigeuza kabisa, kukirejelea tena dhidi ya backgauge, na kuendesha tena. Ikiwa sehemu ni paneli ya usanifu yenye urefu wa futi 6, kugeuza huko kunahitaji waendeshaji wawili na nafasi kubwa ya sakafu. Na kila mara kipande kinapoondoka kwenye backgauge, unalipa kodi ya zana: kupoteza nukta ya marejeleo ya awali.
Panel bender huondoa kodi hiyo kupitia mienendo yake ya kinematika. Kwa kuwa kipande kinabaki kimekamatwa wazi ndani ya manipulator, vile vya kupinda vya juu na vya chini hubadilishana majukumu. Unahitaji kupinda chanya? Blade ya chini husogea juu. Unahitaji kupinda hasi? Blade ya juu husogea chini. Kipande hakigeuzwi kamwe—na muhimu, hakipotezi marejeleo yake ya katikati.
Hapa ndipo usahihi unaanza kuongezeka. Panel benders za kisasa hutoa usahihi wa kupinda hadi kupinda wa ±0.008 inchi na urudiaji wa ±0.004 inchi si tu kwa sababu mifumo yao ya servo imeboreshwa sana, bali pia kwa sababu hupima unene wa nyenzo na deformation kwa wakati halisi. Mashine inarekebisha kiotomatiki tofauti ambazo mwendeshaji wa press brake angefuatilia kwa shims na majaribio ya mikunjo. Kwa kudhibiti flange badala ya kugeuza kipande, unaondoa kipengele cha binadamu kutoka kwenye hesabu ya jiometri kabisa. Kwa mikunjo tata kama radii kubwa, zana maalum Zana za Mashine ya Kukunja Chuma za Mraba wa Duara zinaweza kuwa muhimu, hata kwenye press brake za jadi.
Ukaguzi wa Kizuizi: Ikiwa mchakato wako wa sasa unahitaji waendeshaji wawili tu kugeuza sehemu kati ya kupinda chanya na kupinda hasi, je, unalipia utengenezaji wa metali—au kuinua uzito kwa uratibu?
| Sehemu | Yaliyomo |
|---|---|
| Mada | Kupinda kwa chanya na hasi: Kwa nini kudhibiti flange ni bora kuliko kugeuza kipande |
| Hali ya Matumizi | Katika kupinda kwa Z au wasifu wa offset kwenye press brake, kutoa kupinda chanya kunakofuatiwa na kupinda hasi kunahitaji kuondoa kipande, kukigeuza, kukirejelea tena dhidi ya backgauge, na kuendesha tena. Sehemu kubwa (mfano paneli za futi 6) zinahitaji waendeshaji wawili na nafasi kubwa ya sakafu. Kila kuondolewa kutoka backgauge kunasababisha kupoteza nukta ya marejeleo ya awali (“kodi ya zana”). |
| Faida ya Panel Bender | Panel benders hushikilia kipande kikiwa wazi ndani ya manipulator. Vile vya juu na vya chini vya kupinda hubadilishana majukumu: blade ya chini husogea juu kwa mikunjo chanya, na blade ya juu husogea chini kwa mikunjo hasi. Kipande hubaki mahali pake na huhifadhi marejeleo yake ya katikati. |
| Faida za Usahihi | Panel benders za kisasa hufikia usahihi wa kupinda hadi kupinda wa ±0.008 inchi na urudiaji wa ±0.004 inchi. Hupima unene wa nyenzo na deformation kwa wakati halisi na kurekebisha kiotomatiki tofauti, na hivyo kuondoa hitaji la shims na mikunjo ya majaribio. |
| Uelewa Muhimu | Kudhibiti flange badala ya kugeuza kipande huondoa vipengele vya kibinadamu kutoka kwenye hesabu ya jiometri na huongeza usahihi. |
| Ukaguzi wa Kizuizi | Ikiwa waendeshaji wawili wanahitajika tu kugeuza sehemu kati ya mikunjo, je, unalipia utengenezaji wa metali—au kuinua uzito kwa uratibu? |
Ingia kwenye karakana inayojaribu kufunga pengo la uotomatiki kwa bajeti finyu, na mara nyingi utapata folda ya CNC nusu-otomatiki. Maelezo ya mauzo ni ya kuvutia: unapata mienendo ya boriti ya kupinda ya panel bender bila uwekezaji wa milioni saba. Opereta hulingiza kipande, boriti huunda flange, na mashine hubadilisha kiotomatiki pembe ya kupinda.
Lakini uwezo wa kinadharia haumaanishi mengi ikiwa nguvu za binadamu bado zinaendesha mchakato. Folda nusu-otomatiki zinahitaji opereta kugeuza sehemu kwa mkono kwa kila upande mpya. Unapata mwendo wa kupinda, na bado unabaki na mzigo ule ule wa kushughulikia unaopunguza kasi ya press brake.
Mbaya zaidi, folda kwa kawaida hazina tani ya press brake na kasi ya clamping ya katikati ya panel bender ya kweli. Matokeo ni mashine inayohangaika kushughulikia nyenzo zenye unene mkubwa huku ikitegemea bado opereta kuendesha paneli za mchanganyiko wa juu kwa mikono. Badala ya kupata suluhisho la katikati, mara nyingi urithi mapungufu ya zote mbili: uwezo mdogo wa unene kutoka kwa folda na mzigo wa kushughulikia kwa mikono kutoka kwa brake. Katika uzalishaji wa mchanganyiko wa juu wa kweli—ambapo jiometri za tata zinaweka mtempo—automation ya sehemu tu huondoa sehemu ya kizuizi.
Tazama opereta akibadilisha kutoka flange ya kawaida ya digrii 90 hadi hem ya umbo la tone la machozi kwenye press brake ya kawaida. Lazima afungue punch, kukunja gari la zana, kufunga die ya kulainisha, kuipanga, na kukimbia kipande cha taka ili kuthibitisha mkandamizaji. Hii ni dakika 15 za muda wa setup wa kupoteza. Rudia mara nne katika shift, na umetolea saa moja ya muda wa spindle yenye tija kwa kodi ya zana.
Ukweli mgumu katika sheet metal yenye mchanganyiko wa juu ni huu: faida yako haijabainishwa na jinsi mashine inavyoweza kupinda haraka—inabainishwa na jinsi inavyoweza kubadilisha mwelekeo haraka. Panel benders za kiotomatiki hutatua hili kwa kinematiki ya multi-tool. Badala ya kubadilisha vizuizi vizito vya zana kwa mikono, CNC panel bender hutumia kifaa cha kubadilisha zana kilichojumuishwa au mfumo wa blade ya kupinda ya ulimwengu wote ambao hujipanga tena kwa wakati halisi. Ikiwa profaili inayofuata inahitaji offset bend ikifuatiwa na radius kubwa, blades za juu na za chini hubadilisha pointi zao za pivot na kina cha stroke kwa milisekunde. Sheet inabaki imekwama. Zana zinajipanga kuzunguka. Hem, radius, na offset bends hukamilishwa katika setup moja—hakuna uingiliaji wa mikono unaohitajika. Kwa press brakes za kitamaduni, kufikia urahisi kama huo kwa profaili tata mara nyingi kunahitaji kuwekeza katika Zana Maalum za Mashine ya Kukunja Chuma.
Wakati maduka yanachambua shughuli za CNC za multi-axis, mara nyingi hufichua ukweli mkali: kubana tolerances kwenye jiometri tata kunaweza kwa urahisi kuongeza mara mbili gharama kwa kila sehemu. Kujaribu kushikilia tolerance ya ±0.005-inch kwenye flange ya muungano kwa setup ya mikono inamaanisha bends za majaribio, taka, na kuongeza shims bila kikomo. Inavutia kusoma karatasi za vipimo vya mashine—mipaka ya tonnage, kasi za stroke—na kudhani vifaa huweka kiwango cha juu. Lakini uwezo wa kinadharia hauna maana ikiwa opereta amechoka au analazimika kukadiria springback ya nyenzo kwa kuhisi tu.
Wakati flanges tata zinapokutana na usahihi unaoongozwa na programu, mtazamo hubadilika kutoka nguvu ya moja kwa moja hadi udhibiti wa kutabiri. Panel benders za kisasa hupima nguvu ya tensile na mabadiliko ya unene wa sheet maalum ya gauge 16 iliyokwama kabla ya kutekeleza bend ya mwisho. Programu huhesabu overbend sahihi inayohitajika na kurekebisha kinematiki ya mashine kwa wakati halisi.
Hata hivyo, automation ya setup moja inaleta hatari yake yenyewe. Usahihi wa programu unategemea kabisa processor ya post iliyosanifiwa vizuri. Ikiwa mfano wa kinematiki wa mfumo wa CAM hauendani na vikwazo vya kimwili vya mashine—kama vile mipaka ya kusafiri kwa axis au mwelekeo wa mzunguko—matokeo si flange kamili. Ni kugonga, muda wa mzunguko uliopotezwa, au hata ajali ya multi-axis. Automation ya setup moja huongeza makosa ya programu kwa ufanisi sawa kama inavyoongeza throughput. Lakini wakati processor ya post imesanifiwa vizuri, mashine hurekebisha moja kwa moja kwa mabadiliko ya nyenzo ambayo vinginevyo yangehitaji ukaguzi wa kila mara wa micrometer kutoka kwa opereta mwenye ujuzi wa hali ya juu.
Weka press brake ya kawaida kando ya panel bender ya kiotomatiki na kimbia enclosure za umeme 5,000 zinazofanana. Ukiwa na setup iliyowekwa na opereta thabiti, press brake inaweza hata kushinda shindano la strokes kwa dakika. Kwa karatasi, inaonekana kama ufanisi wa juu kabisa. Lakini nini hutokea wakati ratiba inabadilika kuwa enclosure tano, kisha bracket za HVAC kumi na mbili, kisha fascia tatu za chuma cha pua za kawaida? Press brake inashuka hadi sifuri strokes kwa dakika huku opereta akihangaika kupitia mabadiliko ya zana mara tatu tofauti.
Katika uzalishaji wa mchanganyiko wa juu, kiasi kidogo, throughput ya moja kwa moja ni kipimo cha fahari. Ubadilishaji wa urahisi ndio kitu kinachoongeza faida. CNC panel bender inaleta ndani kodi ya zana. Kinematiki yake ya multi-tool inaweza kubadilika kutoka zana kali ya digrii 90 hadi profaili ya radius kubwa katika wakati ule ule manipulator inapogeuza sehemu—kwa ufanisi kupunguza muda wa setup hadi sifuri. Hupaswi tena kulazimishwa kubatch sehemu ili kuhalalisha mabadiliko; unaweza kukimbia sehemu kwa mpangilio unaohitajika na idara ya makusanyo. Matokeo ni hesabu ndogo ya kazi-inayoendelea na mabadiliko ya mchanganyiko wa juu kutoka dhima ya ratiba hadi faida ya ushindani.
Kizuizi cha Ukaguzi: Je, unapima uwezo wa duka lako kwa kasi ya mzunguko wa mashine—au kwa idadi ya sehemu tofauti, zilizokamilika ambazo kweli zinafika kwenye dock ya usafirishaji mwishoni mwa shift?
Ingia kwenye duka linalosindika chuma cha pua gauge 16 304 kwa mabadiliko manne ya press brake ya mikono kwa shift. Tazama opereta akitupa blanks mbili za kwanza za kila setup tu ili kurekebisha springback. Kwa $45 kwa blank, pamoja na dakika 20 za muda wa setup kwa kila mabadiliko, operesheni hiyo inapoteza kimya zaidi ya $500 kwa siku kabla ya sehemu moja inayokubalika kufika kwenye pallet ya usafirishaji. Hii ndiyo kodi ya zana katika umbo lake safi kabisa—adhabu inayoongezeka ikitumika kwa kila batch ya mchanganyiko wa juu, ikipunguza taratibu faida huku mashine zikionekana zenye shughuli. Kizingiti cha automation mara chache kinahusu kutengeneza milioni ya sehemu zinazofanana. Kinahusu kutambua wakati sahihi ambapo upotevu wa kila siku unazidi gharama ya malipo ya vifaa ya kila mwezi.
Mtaalamu mwenye uzoefu wa miaka 20 anaweza kuhisi nyenzo ya 5052 aluminium kupitia nyayo za buti zake na kubadilisha backgauge ya mikono kwa uelewa tu. Lakini mtaalamu huyo alistaafu mwaka jana, na mfanyakazi mpya anahangaika kuendesha sheet yenye uzito wa pauni 40 huku akipepesa macho kwa kipimo cha tepi kilicho chini juu. Ukweli usiofurahisha ni huu: udhibiti wa mikono ni wa gharama nafuu tu wakati mtu anayeuendesha ni wa kipekee. Wakati kazi yenye ujuzi ni chache, utegemezi wa opereta huingiza mabadiliko ya gharama kubwa katika ratiba yako ya uzalishaji. Opereta asiye na uzoefu hafanyi kazi polepole tu—anajiuliza, anapinda kupita kiasi, na kuzuia mtiririko mzima wa makusanyo kwa ucheleweshaji wa kurekebisha.
Tunapenda kusoma karatasi za vipimo vya mashine—mipaka ya tonnage, kasi za stroke—na kudhani vifaa vinaweka kiwango chetu cha juu. Lakini uwezo wa kinadharia hauna maana ikiwa misuli ya binadamu inayopakia mashine imechoka.
CNC panel benders za kiotomatiki hukabiliana na utegemezi huu moja kwa moja. Kwa kuhamisha ushughulikiaji wa nyenzo na uwekaji wa zana kwa manipulators zinazoendeshwa na servo, na kuzichanganya na udhibiti wa CNC wenye uelewa, zinaweza kupunguza utegemezi wa opereta kwa asilimia 40. Mashine hupima sheet, huhesabu bend allowance, na kutekeleza mfululizo kwa usahihi. Sababu ya kifedha ya udhibiti wa mikono huondoka mara unapolipia mshahara wa ujuzi kutengeneza taka isiyo na ujuzi. Kwa nini uendelee kufadhili mchakato wa mikono wakati gharama ya kweli kwa kila sehemu hubadilika kulingana na kiwango cha nguvu ya opereta saa 3:00 jioni?
Fikiria umeweka ofa ya vifuniko 150 vya umeme tata. Maarifa ya kawaida yanasema kuwa CNC huwa na faida kiuchumi tu katika uzalishaji wa kiwango cha juu, ilhali mashine za kuvunja za mikono hushinda katika uzalishaji wa kiasi kidogo. Mantiki hiyo huvunjika katika mazingira ya karatasi ya chuma yenye mchanganyiko mkubwa. Katika breki ya mikono, kushikilia uvumilivu wa ±0.005-inch kwenye flange tata kunahitaji majaribio ya kupinda. Ukiharibu vipande vitatu wakati wa maandalizi ya kazi ya vipande 150, tayari umeharibu asilimia 2 ya bajeti yako ya vifaa. Zidisha hilo kwa familia kumi tofauti za sehemu katika wiki moja, na upotevu unaongezeka haraka.
Kipinda paneli cha kiotomatiki kinakuja na gharama ya awali kubwa—mara nyingi mara mbili ya bei ya breki ya daraja la juu. Hata hivyo, blade yake ya kupinda ya kiulimwenguni na fidia ya unene wa wakati halisi huondoa kabisa hitaji la majaribio ya kupinda. Kifaa cha kwanza kutoka kwenye mashine tayari kiko tayari kwa uzalishaji. Ukilinganisha uwekezaji wa mtaji wa $400,000 na kiwango cha uchakavu endelevu cha asilimia 3 kwenye vifaa vya thamani ya juu—pamoja na muda wa maandalizi usioweza kufidiwa unaotumika kurekebisha uvumilivu—dirisha la kurejesha faida hupungua kutoka miongo kadhaa hadi miaka michache tu. Hauwekezi katika upinde wa haraka zaidi; unawekeza katika kuondoa milele taka za maandalizi. Wapi tena kwenye sakafu ya warsha unaweza kununua dhamana ya “hakuna uchakavu”?
Kutoa oda ya ununuzi kwa seli ya kupinda ya kiotomatiki huleta mshtuko wa mtaji wa papo hapo. Utekelezaji mara nyingi unahitaji kuboresha mifumo ya CAM ya zamani, kuwafundisha upya wapangaji programu, na kukabiliana na upinzani wa awali kutoka kwa waendeshaji wanaoamini zaidi zana za chuma imara kuliko usahihi unaoendeshwa na programu. Msuguano huu wa mpito unaweza kuchelewesha faida za awali, na kufanya bei ionekane kama mzigo shingoni mwa kampuni katika robo mbili za kwanza za utekelezaji.
Faida halisi ya uwekezaji, hata hivyo, hujitokeza katika utulivu wa mikataba. Mara “kodi” ya zana inapoondoka, mtiririko wa kazi huwa unaoweza kutabirika kitaalamu. Unajua kwa usahihi muda ambao kundi la fasia maalum 50 litahitaji kwa kuwa muda wa maandalizi umeondolewa na uchakavu haupo kabisa. Kiwango hicho cha hakika kinakupa uwezo wa kushindania mikataba ya OEM inayohitaji “just-in-time” ambayo shughuli za mikono hushindwa kuihakikishia bila kutumia akiba ghali ya kazi inayoendelea. Uotomatiki unachukua utofauti wa mchanganyiko mkubwa, kubadilisha vurugu za ratiba kuwa mapato yanayotabirika.
Ukaguzi wa Kizuizi: Iwapo operesheni yako inabadilisha zaidi ya kazi nne kwa kila zamu huku kiwango cha uchakavu kikipita asilimia tatu, je, kipinda paneli cha kiotomatiki kweli ni anasa ya gharama—au ndio njia pekee endelevu ya kulinda faida katika kipindi cha uhaba wa wafanyakazi wenye ujuzi? Kwa uchambuzi wa kina ulio tailored kwa operesheni yako mahsusi, ni busara Wasiliana nasi kwa mashauriano.
Fikiria kuweka kipinda paneli cha CNC chenye udhibiti wa hali ya hewa katikati ya tovuti ya ujenzi yenye matope. Katika sakafu ya saruji iliyosafishwa, kikiwa kimezungukwa na vibao safi vya chuma cha unene wa 16-gauge, kinaonyesha ufanisi wa kilele. Lakini katika dunia halisi—ukikabiliana na rundo la sahani za usanifu za unene wa 1/2-inch ambazo zinapaswa kufuata ukuta wa saruji uliochorwa kwa usahihi—kifaa hicho cha gharama ya nusu milioni haraka huwa kipambo cha gharama kubwa. Uotomatiki hufanya vyema chini ya hali zilizodhibitiwa. Uwanja haupatikani mara nyingi. Tunatumia muda mwingi kuhesabu ROI ya kupinda bila maandalizi tukisahau mipaka ya kimwili ya mashine. Hufika wakati ambapo gharama za zana hazihusiki—kwa sababu mfumo wa kiotomatiki hauwezi kutekeleza kazi hiyo.
Tunapenda kuchunguza karatasi za vipimo—viwango vya tonnage, kasi ya kiharusi—kana kwamba mashine ndiyo inaweka mipaka. Wakati mwingine, hata hivyo, kizuizi halisi ni namba ya posta. Uundaji wa usanifu mara nyingi humaanisha kutengeneza chuma kifitiane na miundo iliyomwagwa, kujengwa au kuunganishwa kwa “uvumilivu wa uwanjani”—kwa maneno mengine, hakuna kilicho mraba kabisa. Wakati wa kupinda fasia nzito za kimfumo au vikingo vya ngazi maalum, mara chache unayo nafasi ya kupima kwenye tovuti, kusasisha faili za CAD, kupitisha sehemu kwenye seli kubwa ya CNC, na kuisafirisha tena—kisha kugundua kuwa saruji imeshuka kwa inchi moja-nane.
Uwanja unahitaji marekebisho papo hapo. Breki za hydraulic za kitamaduni au benders za kubeba nzito zinaweza kusafirishwa hadi tovuti ya kazi, kuendeshwa kwa jenereta ya dizeli, na kuendeshwa na fundi anayepima pengo halisi—sio muundo wa CAD wa kinadharia. Unatoa sadaka ya usahihi wa kiwango cha kiwanda kwa uhalisia wa kijiografia. Kipinda paneli cha CNC kimefungwa kwenye sakafu ya warsha yako, kikitegemea pembejeo zisizo na kasoro kutoa matokeo yasiyo na kasoro. Wakati tovuti ya kazi yenyewe inakuwa kipengele kisichotabirika, uotomatiki wa kiwandani unampisha mwendeshaji mwenye ujuzi aliye na kipimo, breki ya kubeba, na uwezo wa kubadilika papo hapo.
Ukweli usiopendeza ni kwamba vipinda paneli vimeundwa kwa ajili ya karatasi za chuma—not vyuma vya silaha. Faida yao ya kimitambo inategemea blade zinazoendeshwa na servo zinazopinda nyenzo kuzunguka boriti kuu ya kushikilia chini. Ukihama kutoka mapambo ya chuma cha pua cha unene wa 14-gauge hadi sahani za chuma za A514 za nusu inchi zenye nguvu ya juu sana kwa ajili ya usanifu, fizikia ya msingi hubadilika kabisa.
Huwezi kupinda sahani ya chuma ya nusu inchi kwa kutumia mitambo iliyo finyangwa kwa usahihi iliyoundwa kupinda kifuniko chepesi cha umeme.
Sahani nzito zinahitaji tonnage kubwa sana na V-dies za muundo maalum zinazoweza kulazimisha nyenzo kukubali mabadiliko bila kuharibu muundo wake wa nafaka. Ukisukuma kipinda paneli katika eneo hili, jiometri yake yenyewe inakuwa tatizo. Blade za kiotomatiki aidha hazina nguvu ya kutosha kupinda sahani ipasavyo, au mizigo mikubwa inayohitajika ina hatari ya kuharibu mifumo ya ndani ya mashine. Breki za mzigo mzito hushinda katika eneo hili kwa kuwa muundo wa ram wima ni wa moja kwa moja na wenye nguvu. Hakuna mikono tata ya kupinda—ni punch ya chuma ngumu inayoingia kwenye die ya chuma ngumu yenye mamia ya tani za nguvu ya hydraulic asilia.
Hata kama sehemu zako ziko ndani ya mipaka ya usindikaji wa kipinda paneli cha kiotomatiki, jengo lako lenyewe linaweza kulikataa. Seli ya kupinda otomatiki yenye minara ya kushughulikia nyenzo iliyo integrishwa inachukua eneo kubwa. Mara nyingi inahitaji msingi wa saruji uliotiwa nanga kuzuia kulegea, nguvu maalum ya awamu tatu ya 480V yenye uwezo wa juu wa amperi, na mazingira yenye udhibiti wa hali ya hewa kulinda mifumo ya servo nyeti dhidi ya vumbi na uchafu.
Kwa upande mwingine, breki za kitamaduni zina uvumilivu mkubwa wa mazingira. Unaweza kuweka breki ya tani 150 kwenye kona yenye giza ya warsha, kuunganisha kwenye umeme wa viwandani wa kawaida, na kutarajia itengeneze sahani nzito kwa uaminifu kwa miongo kadhaa kwa matengenezo madogo. Ikiwa jengo lako lina uhaba wa nafasi, huduma yako ya umeme iko tayari imejaa, au bajeti yako ya mtaji imezuiwa, uwezo wa kinadharia wa seli ya CNC unakuwa hauna maana. Huwezi kununua ufanisi kwa kutumia nafasi na nguvu ambazo hukuwanao.
Ukaguzi wa Kizuizi: Je, unatengeneza jiometry nyeti, za mchanganyiko mkubwa ambazo kweli zinahalalisha kubadilisha upya miundombinu yote ya warsha yako—au unajaribu kutatua changamoto ya sahani nzito za usanifu kwa mfumo wa kiotomatiki dhaifu?
Ukweli mgumu ni huu: orodha za vifaa vimeundwa kukuuzia uwezo wa juu wa kinadharia, ilhali eneo lako la uzalishaji linaishi na kufa kwa kipimo cha chini cha ufanisi wa dunia halisi. Ni jaribu kukaa ukichambua karatasi za vipimo—ukihesabu viwango vya tani na kasi za mwendo kana kwamba mashine yenyewe ndiyo kikwazo. Lakini mashine ni chombo tu. Kizuizi cha kweli ni mchanganyiko wako maalum wa vifaa, maumbo ya sehemu, na wafanyakazi.
Kivunja paneli kinachojiendesha kabisa kinaweza kutoa mikunjo 17 kwa dakika bila mabadiliko yoyote ya mikono katika zana, kikijionyesha kama nyongeza ya faida ya hali ya juu. Lakini ukikilisha sehemu zisizofaa, umewekeza tu katika jenereta yenye ufanisi wa juu wa taka. Ili kuondoa “ada ya zana” bila kufunga kizuizi cha nusu milioni ya dola, acha kujiuliza ni nini mashine inaweza kufanya peke yake. Anza kujiuliza kinachoathiri faida zako sakafuni kwa sasa.
Uendeshaji wa kiotomatiki una dari ngumu—na mara nyingi hupimwa kwa elfu ya inchi.
Vikunja paneli huonyesha uwezo wake bora wakati wa kukunja alumini ya unene wa 14-gauge au chuma cha pua kuwa sehemu tata hadi urefu wa futi 10. Lakini kazi zako kuu zikihamia kwenye chuma cha unene wa 10-gauge au sahani ya robo inchi, vile vya uangalizi vya servo vya kifaa cha kukunja CNC haviwezi kusogeza nyenzo. Anza kwa kuchora ramani ya wigo wa unene wa nyenzo zako. Sheria za fizikia pekee zinaweza kuondoa kifaa cha kukunja paneli katika orodha yako kabla hujaangalia bei.
Kisha, kagua jiometri ya sehemu zako. Vikunja paneli vina kina kifupi zaidi cha koo ikilinganishwa na urefu mkubwa wa wazi wa breki za vyombo vya habari vya kitamaduni. Ikiwa unaunda vifuniko vya umeme virefu au flanges ndefu, usanifu wa mwili wa mashine unaweza kuzuia sehemu kuzunguka wakati wa mfuatano wa kuinama.
Hata mikunjo ya kawaida ya aina ya “Z” ina vizuizi vikali katika kifaa kinachojiendesha. Ili kuepuka migongano ya zana, kawaida unahitaji urefu wa jumla wa chini wa angalau mara 2.5 ya unene wa nyenzo na urefu wa flange wa angalau mara 1.5 ya unene huo. Ikiwa wastani wa kundi lako una sehemu 15 zenye tofauti kubwa na maumbo ya visanduku virefu, faida ya “hakuna maandalizi” inaondoka—kwa sababu sehemu haiwezi kuzunguka ndani ya mashine.
Kagua Kizuizi: Je, sehemu zako ni nyembamba na tambarare vya kutosha kuzunguka ndani ya koo la kifaa cha kukunja paneli, au unajaribu kusukuma visanduku virefu, nzito kupitia mashine iliyobuniwa kwa kazi nyepesi za ukingo?
Mara fizikia inapokuwa wazi, unahitaji kubaini kinachokuzuia katika shughuli. Tembea hadi sehemu ya kukunja na umtazame mwendeshaji kwa saa moja. Ikiwa fundi mwenye uzoefu anapoteza dakika 40 kubomoa na kujenga upya zana tata zilizopangwa kwa ajili ya mfululizo wa sehemu 20, kizuizi chako ni muda wa maandalizi. Hiyo ndiyo “ada halisi ya zana”—na hapo ndipo kifaa cha kukunja paneli cha CNC kinapolipa, kwa kujipanga upya kwa sekunde chache tu.
Lakini vipi kama maandalizi ni ya haraka na bado pipa la taka linajaa sehemu zilizokunjwa vibaya au kwa mfuatano usio sahihi?
Basi unakabiliana na uhaba wa ujuzi na ugumu wa jiometri. Breki ya vyombo vya habari inategemea kabisa uamuzi wa anga wa mwendeshaji ili kugeuza na kuzungusha sahani ipasavyo. Kifaa cha kukunja kinachojiendesha huondoa mikono ya binadamu kwenye mfuatano—kikishikilia sehemu mara moja na kutekeleza kila mkunjo chanya na hasi kwa usahihi. Lakini ufanisi wa kinadharia wa mashine hauna maana kama watu wanaoiendesha wamechoka. Ikiwa ucheleweshaji wako unatokana na kusogeza sehemu nzito, rahisi kupitia die ya kiwango cha nyuzi 90, uendeshaji wa kiotomatiki hautasaidia. Hoist ndogo na mpangilio bora wa kushughulikia nyenzo ndio suluhisho.
Karakana chache sana hushindwa kwa kukosa kazi; hushindwa kwa kuchukua kazi ambayo haziwezi kuishughulikia. Unaponunua mashine kutatua tatizo la leo maalum, unaweka uwezo wako katika hali ya sasa. Ikiwa uzalishaji wako wa sasa wa mchanganyiko mkubwa wa 16-gauge unahalalisha kifaa cha kukunja paneli, basi uwekezaji una mantiki. Lakini hata vikunja paneli vya akili zaidi na vinavyonyumbulika vinaweza kushughulikia utofauti wa juu tu ndani ya mipaka yao ya kimwili. Haviwezi kushinda vizuizi vya msingi vya nguvu.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
