Показано 10–18 из 42 результатов

Тип R1, инструменты для гибки панелей
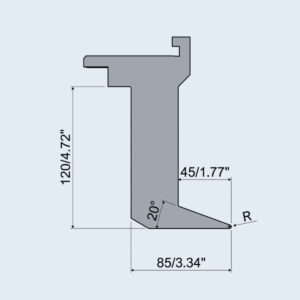
Тип R2, инструменты для гибки панелей
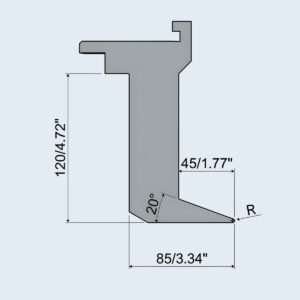
Тип R2, инструменты для гибки панелей

Тип R2, инструменты для гибки панелей

Тип R2, инструменты для гибки панелей

Тип R2, инструменты для гибки панелей

Тип R2, инструменты для гибки панелей

Тип R2, инструменты для гибки панелей

Тип R2, инструменты для гибки панелей
Посмотрите, как опытный оператор формирует корпус из нержавеющей стали толщиной 16 калибров на обычном листогибочном прессе. Сам изгиб занимает примерно двенадцать секунд. Шток опускается, металл поддается, и деталь готова. Это выглядит как пик эффективности.
Но встаньте на производственном участке с секундомером и учтите сорок пять минут, предшествующих этому изгибу — поиск нужных сегментированных пуансонов, пробные изгибы, подкладывание шимов, бракованные заготовки — и неэффективность становится очевидной.
Эти невидимые сорок пять минут — это налог, накладываемый на каждую партию малой серии, которую вы производите. Именно поэтому ваш цех всегда кажется занятым, а прибыль никак не растет. Чтобы по-настоящему освободиться, понимание и оптимизация вашей Инструменты для листогибочного пресса — первый критический шаг.
Неприятная реальность такова: ваш цех ограничен не тем, как быстро команда может согнуть фланец. Он ограничен всем, что происходит между изгибами. Время ручной настройки, отходы и усталость оператора действуют как сложный налог. Каждый раз, когда кто-то берет шестигранный ключ, чтобы подправить задний упор, вы несете затраты. Каждый раз, когда тяжелую деталь нужно перевернуть вдвоем, вы несете новые затраты. В конце концов, эффективная налоговая ставка становится неприемлемой — и ручная Стандартный инструмент для листогиба просто перестает иметь финансовый смысл.

Представьте опытного оператора, который управляет листом алюминия размером 4×8 толщиной 14 калибров в сложной последовательности положительных и отрицательных изгибов. Два часа после начала смены движения четкие и контролируемые. К шестому часу плечи опускаются. Лист кажется тяжелее. Угол подачи отклоняется на полградуса, и внезапно заготовка $40 отправляется в корзину для брака.
Мы склонны изучать технические характеристики машины — пределы по тоннажу, скорости хода — полагая, что оборудование определяет предел. Но теоретическая мощность мало значит, если оператор, подающий материал, устал. Усталость вносит тонкие несогласованности. Уставший оператор сомневается в заднем упоре, делает дополнительную тестовую деталь или замедляет опускание штока. Настоящее узкое место — не гидросистема, а физическое напряжение от работы с листовым металлом, которое тихо проявляется как переделка и отходы.

Рассмотрим обычный вторник с большим ассортиментом: пятьдесят кронштейнов, двенадцать электрических корпусов и пять индивидуальных панелей HVAC. В стандартной настройке замена сегментированной оснастки для этих трех заказов легко может занять час. При ставке цеха $120 в час это значит, что $120 потрачены без изготовления ни одной металлической детали.
Это налог на оснастку в его самой суровой форме. В процессе массового производства час настройки, распределенный на десять тысяч деталей, почти незаметен. В работе с большим ассортиментом и малой серией тот же час может уничтожить всю прибыль заказа. Многие владельцы цехов называют переналадку “простой”, потому что замена пуансона технически несложна. Но реальная стоимость выходит далеко за рамки физической замены. Она включает пробные изгибы, тонкую настройку и нарушение рабочего потока. Каждую минуту, пока машина стоит без дела, а оператор подбивает матрицу латунным молотком для выравнивания, неэффективность тихо финансируется.
Стандартный гидравлический листогиб может завершить цикл опускания штока менее чем за три секунды — невероятно быстро. Однако детальный анализ всей смены часто показывает, что машина реально гнёт металл менее чем 20% времени. Скорость гибки ничего не значит, если получившийся угол не соответствует цели.
Повторяемость — единственный показатель, который действительно защищает производительность. При ручной оснастке она полностью зависит от способности оператора одинаково позиционировать деталь к упорам — сотни раз подряд — несмотря на различия в упругости материала. Если первая деталь занимает десять секунд, а следующая — пятнадцать, потому что оператор приостановился, чтобы перепроверить фланец, то ваше время цикла — не десять секунд. Оно переменное — а переменность убивает эффективность.
Проверка ограничения: если ваш самый опытный оператор завтра заболеет, ваша производительность упадет на 50% или процесс останется на пути?

Передайте оператору заготовку из нержавеющей стали толщиной 16-го калибра размером 36 на 36 дюймов и попросите сделать возвратный фланец шириной один дюйм на всех четырех сторонах. На традиционном листогибочном прессе логика машины требует, чтобы оператор перемещал лист к инструменту. Они поднимают заготовку, упирают её в задний упор, опускают ползун, затем физически поворачивают всю громоздкую квадратную деталь на девяносто градусов. Четыре гиба означают четыре подъема, четыре поворота и четыре случая, когда лист может просесть всего на полградуса относительно заднего упора.
Неприятная реальность заключается в следующем: листогибочный пресс становится обузой в тот момент, когда вес детали и площадь поверхности начинают определять время цикла вместо скорости хода ползуна. Мы склонны изучать технические характеристики машины — грузоподъёмность, длину хода, скорость подхода — и предполагать, что оборудование является узким местом. На практике, при формовке больших панелей, листогиб делает оператора основной системой обработки материала, и именно человеческие усилия, а не возможности машины, задают темп.
Панельный гибочный станок полностью меняет это уравнение. Вместо того чтобы заставлять оператора перемещать лист через инструмент, он удерживает лист плоским и перемещает инструмент вокруг листа. Деталь фиксируется один раз, зажимается вдоль центральной линии, а гибочные ножи перемещаются по необходимости. Результат — тот же четырёхсторонний лоток, но изменение логики устраняет физическое напряжение оператора, сокращая то, что раньше было трёхминутным «борьбой» с деталью, до тридцатисекундного автоматизированного цикла. Так когда же листогиб становится обузой? В тот момент, когда удержание детали требует больше энергии, чем её гиб.
Рассмотрим простой Z-гиб или более сложный сдвинутый профиль. На листогибе выполнение положительного гиба сразу за отрицательным означает, что нужно вынуть лист из матрицы, полностью перевернуть его, снова разместить против заднего упора и снова выполнить цикл. Если деталь — архитектурная панель длиной 6 футов, такой переворот требует двух операторов и достаточного пространства на полу. И всякий раз, когда лист покидает задний упор, вы платите «инструментальный налог»: утрату исходной точки отсчета.
Панельные гибочные станки устраняют этот налог благодаря своей кинематике. Поскольку лист остаётся зажатым плоско в манипуляторе, верхний и нижний гибочные ножи просто меняются ролями. Нужен положительный гиб? Нижний нож поднимается вверх. Нужен отрицательный гиб? Верхний нож опускается вниз. Лист никогда не переворачивается — и, что критично, он никогда не теряет свою центровую линию.
Здесь начинается накопление точности. Современные панельные гибы обеспечивают точность от гиба к гибу ±0,008 дюйма и повторяемость ±0,004 дюйма не только потому, что их сервосистемы высоко отточены, но и потому, что они измеряют толщину материала и его деформацию в режиме реального времени. Машина автоматически компенсирует вариации, которые оператор листогиба иначе бы исправлял с помощью прокладок и пробных гибов. Манипулируя фланцем вместо переворота листа, вы полностью исключаете человеческий фактор из уравнения геометрии. Для сложных гибов, таких как большие радиусы, специализированные Инструмент для листогиба с радиусом могут быть незаменимыми даже на традиционных листогибах.
Проверка ограничений: Если ваш текущий процесс требует двух операторов только для того, чтобы перевернуть деталь между положительным и отрицательным гибом — вы платите за металлообработку или за синхронную тяжёлую атлетику?
| Раздел | Содержание |
|---|---|
| Тема | Положительный и отрицательный гиб: Почему манипуляция фланцем выигрывает у переворота листа |
| Сценарий | При выполнении Z-гиба или сдвинутого профиля на листогибе производство положительного гиба, за которым следует отрицательный, требует снять лист, перевернуть его, снова разместить против заднего упора и снова выполнить цикл. Крупные детали (например, панели длиной 6 футов) требуют двух операторов и значительного пространства. Каждое снятие с заднего упора приводит к утрате исходной точки отсчёта (“инструментального налога”). |
| Преимущество панельного гиба | Панельные гибы удерживают лист зажатым плоско в манипуляторе. Верхний и нижний гибочные ножи меняются ролями: нижний поднимается вверх для положительных гибов, а верхний опускается вниз для отрицательных гибов. Лист остаётся на месте и сохраняет свою центровую линию. |
| Преимущества в точности | Современные панельные гибы достигают точности от гиба к гибу ±0,008 дюйма и повторяемости ±0,004 дюйма. Они измеряют толщину материала и деформацию в режиме реального времени и автоматически компенсируют вариации, устраняя необходимость в прокладках и пробных гибах. |
| Ключевая идея | Манипуляция фланцем вместо переворота листа устраняет человеческий фактор из уравнения геометрии и повышает точность. |
| Проверка ограничений | Если для переворота детали между гибами требуется два оператора — вы платите за металлообработку или за синхронную тяжёлую атлетику? |
Зайдите в мастерскую, которая пытается закрыть разрыв в автоматизации при ограниченном бюджете, и вы часто увидите полуавтоматическую ЧПУ-фальцевальную машину. Торговое предложение звучит привлекательно: вы получаете кинематику гибочной балки панельного гиба без инвестиций в семь цифр. Оператор подаёт лист, балка формирует фланец, и машина автоматически регулирует угол гиба.
Но теоретическая производительность мало что значит, если процесс всё ещё приводится в действие человеческой силой. Полуавтоматические фальцевальные машины требуют, чтобы оператор вручную поворачивал деталь для каждой новой стороны. Вы получаете движение гиба, но сохраняете ту же нагрузку на обработку, которая замедляет работу листогиба.
Хуже того, у фолдинговых станков, как правило, нет такой же тоннажности, как у листогибочного пресса, и скорости зажима по центральной линии, как у настоящего панельного гибочного станка. В результате получается машина, которая с трудом справляется с материалом большой толщины и при этом всё ещё зависит от оператора, вынужденного вручную манипулировать панелями со сложной номенклатурой. Вместо того чтобы оказаться в середине, вы часто получаете ограничения обоих типов оборудования: ограниченную толщину гиба у фолдера и ручное управление у листогиба. В условиях настоящего высоко‑вариативного производства, где сложные геометрии задают темп, частичная автоматизация устраняет лишь часть узкого места.
Посмотрите, как оператор переходит от стандартного фланца на 90 градусов к каплевидному загибу на обычном листогибочном прессе. Ему нужно снять пуансон, подвезти тележку с инструментом, установить матрицу для выравнивания, выровнять её и выполнить пробный гиб на обрезке, чтобы проверить результат. Это 15 минут чистого времени простоев на настройку. Повторите это четыре раза за смену — и вы потеряли час продуктивного времени шпинделя из‑за «налога на оснастку».
Горькая правда в производстве с большим ассортиментом листового металла такова: вашу прибыль определяет не скорость гиба машины, а скорость её переналадки. Автоматизированные панельные гибочные станки решают эту задачу с помощью многоинструментальной кинематики. Вместо того чтобы вручную менять тяжёлые блоки инструмента, панельный гиб с ЧПУ использует интегрированную систему смены инструмента или универсальный гибочный нож, который перенастраивается в реальном времени. Если следующий профиль требует смещённого гиба, за которым следует большой радиус, верхние и нижние ножи регулируют точки поворота и глубины хода за миллисекунды. Лист остаётся зажатым. Инструмент адаптируется вокруг него. Загиб, радиус и смещённые гибы выполняются за одну установку — без ручного вмешательства. Для традиционных прессов достижение подобной универсальности при сложных профилях часто требует инвестиций в Специальный инструмент для листогиба.
Когда цеха анализируют многоосевые операции с ЧПУ, они нередко сталкиваются с жёсткой реальностью: ужесточение допусков при сложных геометриях может легко удвоить себестоимость детали. Попытка удержать допуск ±0,005 дюйма на комбинированном фланце при ручной настройке означает пробные гибы, отходы и бесконечные подкладки. Часто соблазнительно изучать технические характеристики машин — тоннаж, скорость хода — и считать, что именно оборудование определяет предел возможностей. Но теоретическая мощность не имеет значения, если оператор устал или вынужден определять толчок материала «на ощупь».
Когда сложные фланцы пересекаются с программно управляемой точностью, акцент смещается с грубой силы на предсказуемое управление. Современные панельные гибы измеряют прочность на растяжение и разброс толщины конкретного листа 16‑го калибра, зажатого в станке, ещё до выполнения конечного гиба. Программное обеспечение вычисляет точный угол переразгиба и корректирует кинематику машины в реальном времени.
Тем не менее автоматизация с одной установкой несёт и собственные риски. Точность программного обеспечения полностью зависит от правильно настроенного постпроцессора. Если кинематическая модель CAM‑системы не соответствует физическим ограничениям машины — таким как пределы перемещения осей или направления вращения, — результатом будет не идеальный фланец, а задиры, потерянное время цикла или даже многосевая авария. Автоматизация с одной установкой столь же эффективно усиливает ошибки программирования, как и увеличивает производительность. Но когда постпроцессор корректно настроен, машина автоматически компенсирует вариации материала, которые иначе потребовали бы постоянных микрометрических проверок от высококвалифицированного оператора.
Поставьте обычный листогибочный пресс рядом с автоматизированным панельным гибом и запустите 5000 одинаковых корпусов электрощитов. При отлаженной настройке и опытном операторе листогиб может даже выиграть по количеству ударов в минуту. На бумаге это выглядит как вершина эффективности. Но что произойдёт, когда в графике останется пять корпусов, потом двенадцать кронштейнов HVAC, а затем три индивидуальные панели из нержавейки? Листогиб опустится до нуля ударов в минуту, пока оператор борется с тремя сменами оснастки подряд.
В производстве с высокой вариативностью и низкими объёмами чистая производительность — это показатель самолюбования. Подлинную прибыль формирует универсальность. Панельный гиб с ЧПУ устраняет «налог на оснастку». Его многоинструментальная кинематика позволяет перейти от острого угла 90° к профилю с большим радиусом в тот самый момент, когда манипулятор поворачивает деталь — фактически сокращая время на переналадку до нуля. Больше не нужно группировать заказы только ради оправдания перенастроек; теперь можно изготавливать детали в точной последовательности, требуемой сборочным участком. Результат — меньше незавершённого производства и превращение непостоянства ассортимента из проблемы планирования в конкурентное преимущество.
Проверка ограничений: вы оцениваете мощность вашего цеха по скорости цикла машины или по количеству разных готовых деталей, которые реально доходят до отгрузки к концу смены?
Зайдите в цех, обрабатывающий нержавейку 304 толщиной 16‑го калибра, с четырьмя сменами оснастки на листогибочном прессе за смену. Посмотрите, как оператор отправляет в брак первые две заготовки каждой настройки только ради коррекции упругого возврата. При стоимости $45 за заготовку плюс 20 минут на каждую перенастройку предприятие незаметно теряет более $500 в день ещё до того, как первая годная деталь окажется на паллете для отгрузки. Это и есть «налог на оснастку» в чистом виде — нарастающий штраф за каждый разнородный заказ, постепенно размывающий прибыль, пока машины вроде бы заняты. Порог автоматизации редко связан с выпуском миллиона одинаковых деталей. Он связан с осознанием того точного момента, когда ежедневные потери превышают расходы на ежемесячный платёж за оборудование.
Оператор с двадцатилетним стажем чувствует предел текучести алюминия 5052 подошвами ботинок и может корректировать задний упор вручную, руководствуясь одним чутьём. Но этот ветеран ушёл на пенсию в прошлом году, а новый сотрудник с трудом управляет листом весом 18 килограммов, щурясь на рулетку вверх ногами. Неприятная реальность такова: ручное управление оправдано лишь тогда, когда им занимается выдающийся профессионал. Когда квалифицированных кадров не хватает, зависимость от оператора вносит дорогостоящие колебания в производственный график. Неквалифицированный оператор не только работает медленнее — он сомневается, перегибает и останавливает весь поток сборки повторными переделками.
Мы часто изучаем технические характеристики машин — тоннаж, скорость хода — и считаем, что оборудование определяет наш предел. Но теоретическая мощность бессмысленна, если мышцы человека, подающего лист, вымотаны.
Автоматизированные панельные гибы с ЧПУ напрямую решают эту зависимость. Передавая управление подачей материала и позиционированием инструмента сервоприводным манипуляторам и сочетая их с интуитивным управлением ЧПУ, они могут снизить зависимость от оператора до 40 %. Машина измеряет лист, рассчитывает припуск на гиб и выполняет последовательность с высокой точностью. Финансовая логика ручного управления рушится в тот момент, когда вы платите квалифицированную зарплату за производство некачественного лома. Зачем продолжать субсидировать ручной процесс, если истинная себестоимость детали зависит от уровня усталости оператора в три часа дня?
Представьте, что вы получили заказ на 150 сложных электрических корпусов. Общепринятая мудрость гласит, что ЧПУ становится экономичным только на больших объемах, тогда как ручные листогибы выигрывают на коротких партиях. Однако эта логика рушится в условиях высокоразнообразного производства листового металла. На ручном листогибе удержание допуска ±0,005 дюйма на сложном фланце требует пробных гибов. Если при наладке вы испортите три детали в партии из 150 штук, вы уже израсходовали 2 процента вашего материального бюджета. Умножьте это на десять различных семейств деталей за одну неделю — и потери быстро растут.
Автоматизированный панельный листогиб требует значительных первоначальных затрат — зачастую вдвое больше стоимости высококлассного листогиба с ЧПУ. Однако его универсальный гибочный нож и компенсация толщины в реальном времени полностью устраняют необходимость в пробных гибах. Самая первая деталь, вышедшая из машины, готова к производству. Если сравнить инвестицию в $400 000 с постоянным уровнем брака в 3 процента на дорогостоящих материалах — вместе с невосполнимым временем, потраченным на настройку допусков — срок окупаемости сокращается с десятилетий до нескольких лет. Вы инвестируете не в более быстрые гибы, а в полное устранение затрат на настройку. Где еще на производственном участке можно фактически купить гарантию нулевого брака?
Выставление заказа на покупку автоматизированной гибочной ячейки вызывает мгновенный шок от суммы капитальных затрат. Внедрение зачастую требует модернизации устаревших CAM-систем, переподготовки программистов и преодоления первоначального сопротивления операторов, которые больше доверяют массивному стальному инструменту, чем точности, управляемой программным обеспечением. Такое переходное трение может задержать ранние результаты, заставляя ценник казаться тяжким грузом для компании в первые два квартала внедрения.
Истинная отдача от инвестиций, однако, проявляется в стабильности контрактов. Как только налог на оснастку исчезает, производительность становится математически предсказуемой. Вы точно знаете, сколько времени потребуется на партию из 50 нестандартных фасций, потому что время наладки исключено, а брак практически отсутствует. Такой уровень уверенности позволяет конкурировать за сложные OEM-контракты с поставкой точно в срок, которые ручные операции не могут гарантировать без дорогостоящих запасов незавершенного производства. Автоматизация поглощает высокую переменчивость ассортимента, превращая хаос в планировании в стабильную выручку.
Проверка ограничений: если в вашей работе в среднем более четырех переналадок за смену и уровень брака превышает три процента, является ли автоматизированный панельный листогиб действительно дорогим излишеством — или это единственный способ защитить маржу в эпоху дефицита квалифицированных кадров? Для детального анализа, адаптированного к вашей конкретной ситуации, разумно Свяжитесь с нами для консультации.
Представьте, что вы переместили безупречный, климат-контролируемый панельный листогиб ЧПУ прямо в середину грязного коммерческого строительного объекта. На полированном бетонном полу, окружённый чистыми листами 16-го калибра, он воплощает максимальную эффективность. Но в реальных условиях — глядя на стопку архитектурных плит толщиной 1/2 дюйма, которые должны идеально повторять форму залитой бетонной подпорной стены — эта установка стоимостью полмиллиона долларов быстро превращается в очень дорогой пресс-папье. Автоматизация совершенна в контролируемых условиях. Поле редко их предлагает. Мы тратим столько времени на подсчёт ROI от нулевой настройки гибки, что упускаем физические пределы машины. Наступает момент, когда стоимость оснастки становится не важна — потому что автоматизированная система просто не способна выполнить задачу.
Мы склонны тщательно изучать технические характеристики — показатели тоннажа, скорость хода — словно машина определяет границы. Однако иногда реальное ограничение — это почтовый индекс. Архитектурное изготовление часто означает подгонку металла к конструкциям, залитым, смонтированным или сваренным “по строительным допускам” — другими словами, ничто не идеально ровно. При гибке тяжёлых структурных фасций или нестандартных косоуров лестниц вы редко имеете роскошь измерить на месте, обновить CAD-файлы, пропустить деталь через большую ЧПУ-ячейку и отправить обратно — только чтобы выяснить, что бетон осел на одну восьмую дюйма.
На месте требуется корректировка в реальном времени. Традиционные гидравлические листогибы или мощные портативные гибы можно доставить на строительную площадку, подключить к дизель-генератору и использовать мастером, который измеряет фактический зазор, а не теоретическую CAD-модель. Вы жертвуете заводской точностью ради географической реальности. Панельный листогиб ЧПУ закреплён на полу вашей мастерской, зависит от идеальных исходных данных, чтобы давать идеальные результаты. Когда сама строительная площадка становится переменной, заводская автоматизация уступает место мастеру с рулеткой, надёжным портативным листогибом и опытом гибки «на лету».
Неудобная правда заключается в том, что панельные листогибы разработаны для листового металла, а не для бронеплиты. Их механическое преимущество зависит от сервоприводных ножей, складывающих материал вокруг центральной прижимной балки. При переходе от нержавеющей отделки толщиной 14-го калибра к стальной плите A514 сверхвысокой прочности толщиной 1/2 дюйма для архитектурных элементов базовая физика резко меняется.
Невозможно согнуть стальную плиту толщиной полдюйма с использованием тех же точно настроенных механизмов, созданных для сгибания лёгкого электрического корпуса.
Тяжёлая плита требует огромного, сильно концентрированного тоннажа и специально изготовленных V-матриц, способных заставить материал поддаться без нарушения структуры зерна. Попробуйте работать в этой области панельным листогибом, и его собственная геометрия станет помехой. Автоматизированные ножи либо не имеют силы, чтобы правильно деформировать плиту, либо экстремальные нагрузки приводят к риску повреждения сложных внутренних механизмов машины. Мощные листогибы побеждают в этой сфере потому, что их вертикальный ползун имеет фундаментально простой и безжалостно эффективный дизайн. Здесь нет сложных складных рычагов — только закалённый стальной пуансон, врезающийся в закалённую стальную матрицу с сотнями тонн сырой гидравлической мощности.
Даже если ваши детали технически укладываются в диапазон обработки автоматизированного листогиба, само помещение может исключить его использование. Полностью автоматизированная гибочная ячейка с интегрированными башнями для подачи материала занимает значительную площадь. Часто требуется усиленный бетонный фундамент для предотвращения просадки, выделенное трёхфазное питание 480 В с высоким током, а также климат-контролируемая среда для защиты чувствительных сервосистем от пыли и мусора.
Напротив, традиционные листогибы удивительно терпимы к окружающим условиям. Можно расположить 150-тонный листогиб в тёмном углу мастерской, подключить стандартное промышленное питание и ожидать надёжного формирования тяжёлой плиты на протяжении десятилетий с минимальным обслуживанием. Если ваше помещение ограничено по площади, электрические мощности уже на пределе, или капитальные расходы строго ограничены, теоретическая производительность ЧПУ-ячейки теряет смысл. Нельзя купить эффективность за счёт пространства и питания, которых у вас просто нет.
Проверка ограничений: производите ли вы тонкие, разнообразные геометрии, которые действительно оправдывают полную перестройку инфраструктуры вашей мастерской — или пытаетесь решить задачу тяжелой архитектурной плиты с помощью хрупкой автоматизированной системы?
Жесткая реальность такова: каталоги оборудования созданы для продажи вам пиковых теоретических мощностей, тогда как жизнь вашего производственного цеха зависит от минимальной производительности в реальных условиях. Легко поддаться соблазну изучать технические характеристики — вычислять пределы усилия и скорость хода, как будто именно машина является узким местом. Но машина — это всего лишь инструмент. Истинное ограничение заключается в вашем конкретном сочетании материалов, геометрии деталей и квалификации персонала.
Полностью автоматизированный панельный листогиб может выполнять 17 сгибов в минуту без каких-либо ручных смен инструментов, позиционируя себя как идеальный инструмент для повышения рентабельности. Однако если вы подаете в него неподходящие детали, вы всего лишь инвестировали в высокоэффективный генератор брака. Чтобы устранить «налог на инструмент» без установки полумиллионного долларового узкого места, перестаньте спрашивать, что может машина в изоляции. Начните спрашивать, что именно сегодня разрушает вашу маржу на производстве.
У автоматизации есть твердое ограничение — и часто оно измеряется в тысячных долях дюйма.
Панельные листогибы отлично справляются со сгибанием алюминия или нержавеющей стали толщиной 14 AWG в сложные детали длиной до 10 футов. Но если основная работа смещается к листам 10 AWG или 1/4 дюйма, деликатные серводвижимые лезвия станка с ЧПУ просто не смогут согнуть материал. Начните с определения диапазона толщин вашего материала. Одни только законы физики могут исключить панельный листогиб из рассмотрения еще до того, как вы взглянете на ценник.
Затем изучите геометрию ваших деталей. У панельных листогибов относительно небольшая глубина зева по сравнению с большой высотой открытия традиционного гибочного пресса. Если вы формируете глубокие электрощитовые корпуса или высокие отбортовки, физическая конструкция машины может не позволить детали вращаться во время последовательности сгибов.
Даже стандартные Z-образные сгибы имеют строгие ограничения на автоматическом листогибе. Чтобы избежать столкновений инструмента, обычно требуется минимальная общая высота не менее 2,5× толщины материала и длина отбортовки 1,5× толщины. Если средняя партия состоит из 15 сильно различающихся деталей с глубокими коробчатыми геометриями, “нулевая переналадка” теряет смысл — потому что деталь просто не сможет вращаться внутри машины.
Проверка ограничения: действительно ли ваши детали достаточно тонкие и плоские, чтобы вращаться в зеве панельного листогиба, или вы пытаетесь протолкнуть глубокие, толстостенные коробки через машину, рассчитанную на мелкие отделочные операции?
Когда физические параметры понятны, нужно определить, что именно тянет процесс вниз. Выйдите к гибочной ячейке и понаблюдайте за оператором в течение часа. Если опытный специалист тратит 40 минут на демонтаж и сборку сложного ступенчатого инструмента для партии из 20 деталей, вашим узким местом является время переналадки. Это и есть настоящий «налог на инструмент» — именно здесь панельный листогиб с ЧПУ окупает себя, перенастраивая оснастку за секунды.
Но что, если переналадка выполняется быстро, а контейнер для брака всё равно наполняется деталями, согнутыми неправильно или в неверной последовательности?
Тогда вы имеете дело с нехваткой квалификации и геометрической сложностью. Гибочный пресс полностью зависит от пространственного мышления оператора, который должен правильно переворачивать и поворачивать заготовку. Автоматизированный листогиб исключает человеческий фактор — зажимает деталь один раз и выполняет все положительные и отрицательные сгибы с высокой точностью. Но теоретическая производительность машины ничего не значит, если персонал, подающий детали, вымотан. Если торможение происходит из‑за перемещения тяжелых, простых деталей через стандартную V‑матрицу на 90 градусов, автоматизация не поможет. Здесь поможет кран‑укосина и более продуманная организация перемещения материалов.
Цеха редко терпят неудачу из‑за отсутствия заказов; они терпят неудачу, берясь за работу, которую не могут переварить. Когда вы покупаете машину для решения конкретной сегодняшней проблемы, вы закрепляете свои возможности в настоящем. Если ваша текущая высокоразнообразная продукция из листа 16 AWG оправдывает использование панельного листогиба, инвестиция разумна. Но даже самые умные и гибкие панельные листогибы справляются с высокой вариативностью только в пределах своей физической мощности. Они не способны преодолеть фундаментальные ограничения по усилию.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
