A mostrar 10–18 de 42 resultados

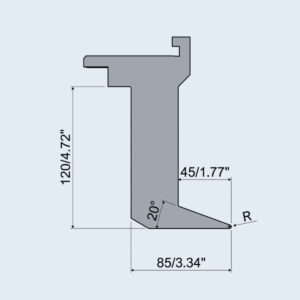
Tipo R1, Ferramentas de Dobragem de Painéis
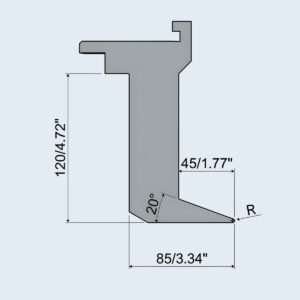
Tipo R2, Ferramentas de Dobragem de Painéis
Tipo R2, Ferramentas de Dobragem de Painéis

Tipo R2, Ferramentas de Dobragem de Painéis

Tipo R2, Ferramentas de Dobragem de Painéis

Tipo R2, Ferramentas de Dobragem de Painéis

Tipo R2, Ferramentas de Dobragem de Painéis

Tipo R2, Ferramentas de Dobragem de Painéis

Tipo R2, Ferramentas de Dobragem de Painéis
Veja um operador experiente formar uma caixa de aço inoxidável de calibre 16 num quinador convencional. A dobra em si demora talvez doze segundos. O êmbolo desce, o metal cede e a peça fica pronta. Parece o auge da eficiência.
Mas fique no chão da oficina com um cronómetro e contabilize os quarenta e cinco minutos que antecederam essa dobra — a procura pelas punções segmentadas corretas, as dobras de teste, o calço, as chapas descartadas — e a ineficiência torna-se óbvia.
Esses quarenta e cinco minutos invisíveis são uma taxa imposta a cada lote de produção de pequena tiragem. É precisamente por isso que a sua oficina parece estar constantemente ocupada enquanto as margens recusam crescer. Para se libertar de verdade, compreender e otimizar o seu Ferramentas para quinadeiras é o primeiro passo crítico.
A realidade incómoda é esta: a sua oficina não está limitada pela rapidez com que a sua equipa consegue dobrar uma aba. Está limitada por tudo o que acontece entre dobras. O tempo de configuração manual, o desperdício e a fadiga do operador funcionam como uma taxa composta. Sempre que alguém pega numa chave Allen para ajustar o batente traseiro, incorre num custo. Sempre que um componente pesado exige dois operadores para o virar, incorre noutro. Eventualmente, a taxa efetiva torna-se insustentável — e a operação manual Ferramentas padrão para quinadeira simplesmente deixa de fazer sentido financeiramente.

Imagine um operador experiente a manobrar uma chapa de alumínio 4×8 de calibre 14 através de uma sequência exigente de dobras positivas e negativas. Duas horas após o início do turno, os movimentos são rápidos e controlados. Ao sexto hora, os ombros caem. A chapa parece mais pesada. O ângulo de inserção desvia-se meio grau e, de repente, uma chapa $40 vai para o caixote do desperdício.
Tendemos a estudar as fichas técnicas das máquinas — limites de tonelagem, velocidades de curso — assumindo que o equipamento define o teto. Mas a capacidade teórica significa pouco se os operadores humanos que alimentam a máquina estão exaustos. A fadiga introduz inconsistências subtis. Um operador cansado hesita perante o batente traseiro, faz mais uma peça de teste ou abranda a aproximação do êmbolo. O verdadeiro estrangulamento não é o sistema hidráulico; é o esforço físico de manusear chapa metálica, manifestando-se silenciosamente como retrabalho e desperdício.

Considere um típico horário de terça-feira de alta variedade: cinquenta suportes, doze caixas elétricas e cinco painéis HVAC personalizados. Numa configuração convencional, trocar a ferramenta segmentada para esses três trabalhos pode facilmente consumir uma hora. A uma taxa de oficina de $120 por hora, isso significa $120 gastos sem dobrar uma única peça de metal.
Esta é a taxa de ferramentas na sua forma mais punitiva. Na produção de alto volume, uma hora de configuração diluída por dez mil peças é quase impercetível. Na produção de alta variedade e pequena tiragem, essa mesma hora pode eliminar toda a margem do trabalho. Muitos proprietários de oficinas rotulam as trocas como “simples” porque trocar uma punção não é tecnicamente difícil. Mas o custo real vai muito além da troca física. Inclui as dobras de teste, os ajustes finos e a interrupção do fluxo de trabalho. Cada minuto que uma máquina permanece parada enquanto um operador ajusta uma matriz com um martelo de latão, a ineficiência está a ser financiada silenciosamente.
Um quinador hidráulico padrão pode completar um ciclo de êmbolo em menos de três segundos — incrivelmente rápido. No entanto, uma análise mais cuidadosa de um turno completo revela frequentemente que a máquina está a dobrar metal ativamente menos de 20% do tempo. A velocidade de dobra não significa nada se o ângulo resultante estiver fora do alvo.
A repetibilidade é o único indicador que realmente protege o rendimento. Com ferramentas manuais, a repetibilidade depende inteiramente da capacidade do operador de posicionar a peça contra os batentes de forma idêntica — centenas de vezes seguidas — apesar das variações no retorno elástico do material. Se a primeira peça demora dez segundos, mas a seguinte demora quinze porque o operador pausa para verificar uma aba, então o seu tempo de ciclo não é de dez segundos. É variável — e a variabilidade destrói a eficiência.
Verificação de Restrição: Se o seu operador mais experiente ligar a dizer que está doente amanhã, a sua produtividade cai 50%, ou o seu processo mantém-se no rumo?

Entregue a um operador uma chapa de 36 por 36 polegadas de aço inoxidável de 16 gauge e peça-lhe uma flange de retorno de uma polegada em todos os quatro lados. Numa quinadeira tradicional, a lógica da máquina exige que o operador mova a chapa até à ferramenta. Ele levanta a peça em bruto, posiciona-a contra o batente traseiro, aciona o êmbolo e depois roda fisicamente todo o quadrado, pesado e difícil de manobrar, noventa graus. Quatro dobras exigem quatro elevações, quatro rotações e quatro oportunidades para que a chapa descaia meio grau fora do batente traseiro.
A realidade desconfortável é esta: uma quinadeira torna-se um passivo no momento em que o peso e a área de superfície da peça começam a ditar o tempo de ciclo em vez da velocidade do êmbolo. Tendemos a analisar as fichas técnicas das máquinas — capacidade de tonelagem, curso do êmbolo, velocidade de avanço — e presumimos que o equipamento é o estrangulamento. Na prática, ao formar painéis grandes, a quinadeira transforma o operador no principal sistema de manuseamento de material, e o esforço humano — não a capacidade da máquina — define o ritmo.
Um curvador de painéis inverte completamente essa equação. Em vez de obrigar o operador a mover a chapa pela ferramenta, mantém a chapa plana e move a ferramenta em redor da chapa. A peça é referenciada uma vez, fixada ao longo da sua linha central, e as lâminas de dobra deslocam-se conforme necessário. O resultado é o mesmo tabuleiro com quatro lados dobrados — mas a mudança de lógica elimina o esforço físico do operador, comprimindo o que costumava ser uma luta de três minutos num ciclo automatizado de trinta segundos. Então, quando é que uma quinadeira se torna um passivo? No momento em que uma peça requer mais energia para ser sustentada do que para ser dobrada.
Considere uma dobra em Z básica ou um perfil de desnível mais intrincado. Numa quinadeira, produzir uma dobra positiva imediatamente seguida de uma negativa significa retirar a chapa da matriz, virá-la completamente, reposicioná-la contra o batente traseiro e acionar novamente. Se a peça for um painel arquitetônico de 1,8 m, essa rotação exige dois operadores e bastante espaço no chão. E cada vez que a chapa sai do batente traseiro, paga-se um “imposto de ferramenta”: a perda do ponto de referência original.
Os curvadores de painéis eliminam esse imposto através da sua cinemática. Como a chapa permanece fixada plana dentro de um manipulador, as lâminas superior e inferior de dobra simplesmente alternam papéis. Precisa de uma dobra positiva? A lâmina inferior move-se para cima. Precisa de uma dobra negativa? A lâmina superior move-se para baixo. A chapa nunca é virada — e, de forma crítica, nunca perde a sua referência da linha central.
É aqui que a precisão começa a acumular-se. Os curvadores de painéis modernos oferecem precisão de dobra a dobra de ±0,008 polegada e repetibilidade de ±0,004 polegada, não apenas porque os seus sistemas servo são altamente refinados, mas porque medem a espessura e a deformação do material em tempo real. A máquina compensa automaticamente variações que um operador de quinadeira teria de corrigir com calços e dobras de teste. Ao manipular a aba em vez de virar a chapa, elimina-se completamente a variável humana da equação geométrica. Para dobras complexas, como grandes raios, ferramentas especializadas Ferramentas para quinadeira de raio podem ser essenciais, mesmo em quinadeiras tradicionais.
Verificação de restrições: se o seu processo atual requer dois operadores apenas para virar uma peça entre uma dobra positiva e uma negativa, está a pagar por fabrico metálico — ou por levantamento de pesos sincronizado?
| Secção | Conteúdo |
|---|---|
| Tópico | Dobragens positiva e negativa: porque é que manipular a aba é melhor do que virar a chapa |
| Cenário | Numa dobra em Z ou perfil de desnível numa quinadeira, produzir uma dobra positiva seguida de uma negativa requer remover a chapa, virá-la, reposicioná-la contra o batente traseiro e acionar novamente. Peças grandes (por exemplo, painéis de 1,8 m) exigem dois operadores e um espaço considerável. Cada remoção do batente traseiro resulta na perda do ponto de referência original (“imposto de ferramenta”). |
| Vantagem do Curvador de Painéis | Os curvadores de painéis mantêm a chapa fixada plana dentro de um manipulador. As lâminas superior e inferior de dobra alternam funções: a lâmina inferior move-se para cima para dobras positivas, e a lâmina superior move-se para baixo para dobras negativas. A chapa permanece no lugar e mantém a sua referência da linha central. |
| Benefícios de Precisão | Os curvadores de painéis modernos alcançam precisão de dobra a dobra de ±0,008 polegada e repetibilidade de ±0,004 polegada. Medem a espessura e a deformação do material em tempo real e compensam automaticamente as variações, eliminando a necessidade de calços e dobras de teste. |
| Perceção Chave | Manipular a aba em vez de virar a chapa remove as variáveis humanas da equação geométrica e multiplica a precisão. |
| Verificação de restrições | Se são necessários dois operadores apenas para virar uma peça entre dobras, está a pagar por fabrico metálico — ou por levantamento de pesos sincronizado? |
Visite uma oficina que tenta reduzir a lacuna de automação com um orçamento apertado e muitas vezes encontrará um quinador CNC semi-automatizado. O argumento de venda é apelativo: obtém a cinemática de viga de dobragem de um curvador de painéis sem o investimento de sete dígitos. O operador insere a chapa, a viga forma a aba e a máquina ajusta automaticamente o ângulo de dobra.
Mas a capacidade teórica significa pouco se o esforço humano ainda conduz o processo. Os quinadores semi-automatizados exigem que o operador rode manualmente a peça para cada novo lado. Ganha-se o movimento de dobragem, mas mantém-se o mesmo fardo de manuseio que abranda uma quinadeira.
Ainda pior, as dobradeiras normalmente não têm o tonnage de uma quinadeira e a velocidade de aperto na linha central de um verdadeiro curvador de painéis. O resultado é uma máquina que luta com material de espessura elevada enquanto ainda depende de um operador para manobrar manualmente painéis de alta diversidade. Em vez de ficar no meio, muitas vezes herda as limitações de ambos: capacidade de espessura restrita da dobradeira e a carga de manuseio manual de uma quinadeira. Em produção genuinamente de alta diversidade — onde geometrias complexas definem o ritmo — a automação parcial apenas remove parte do estrangulamento.
Veja um operador passar de uma aba padrão de 90 graus para uma bainha em lágrima numa quinadeira convencional. Ele tem de desapertar o punção, transportar o carro de ferramentas, instalar uma matriz de achatamento, alinhá-la, e executar uma peça de teste para verificar a compressão. São 15 minutos de puro tempo de inatividade na configuração. Repetir isso quatro vezes num turno significa sacrificar uma hora de tempo produtivo de fuso para a “taxa” das ferramentas.
A dura verdade no trabalho de chapa metálica de alta diversidade é esta: a sua margem não é definida pela rapidez com que a máquina consegue dobrar — é definida pela rapidez com que consegue mudar de direção. Dobradeiras automáticas resolvem isto com cinemática multi-ferramenta. Em vez de trocar manualmente blocos de ferramenta pesados, uma dobradeira CNC usa um trocador de ferramentas integrado ou um sistema universal de lâminas de dobra que se reconfigura em tempo real. Se o próximo perfil exige uma dobra deslocada seguida por um raio grande, as lâminas superior e inferior ajustam os seus pontos de pivô e profundidades de curso em milissegundos. A chapa mantém-se presa. As ferramentas adaptam-se à volta dela. Bainha, raio e dobras deslocadas são completadas numa única configuração — sem intervenção manual. Para quinadeiras tradicionais, conseguir versatilidade semelhante para perfis complexos muitas vezes exige investir em Ferramentas especiais para quinadeira.
Quando as oficinas analisam operações CNC multi-eixo, frequentemente descobrem uma realidade dura: apertar tolerâncias em geometrias complexas pode facilmente duplicar o custo por peça. Tentar manter uma tolerância de ±0,005 polegadas numa aba composta com configuração manual implica dobras de teste, desperdício e ajustes intermináveis com calços. É tentador estudar fichas técnicas da máquina — limites de tonnage, velocidades de curso — e assumir que o hardware define o teto. Mas a capacidade teórica é irrelevante se o operador está fatigado ou obrigado a estimar a recuperação elástica do material pelo toque.
Quando abas complexas se cruzam com precisão controlada por software, a atenção desloca-se da força bruta para o controlo preditivo. Dobradeiras modernas medem a resistência à tração e a variação de espessura da chapa de 16 gauges presa no lugar antes de executar a dobra final. O software calcula a sobre-dobra precisa necessária e ajusta a cinemática da máquina em tempo real.
Dito isto, a automação de configuração única introduz o seu próprio risco. A precisão do software depende inteiramente de um pós-processador corretamente configurado. Se o modelo cinemático do sistema CAM não se alinhar com as restrições físicas da máquina — como limites de curso dos eixos ou direções de rotação — o resultado não é uma aba perfeita. É desgaste, tempo de ciclo desperdiçado ou até uma colisão multi-eixo. A automação de configuração única amplifica erros de programação tão eficazmente como multiplica a produção. Mas quando o pós-processador está devidamente afinado, a máquina compensa automaticamente a variabilidade do material que de outra forma exigiria verificações constantes com micrómetro por um operador altamente qualificado.
Coloque uma quinadeira convencional ao lado de uma dobradeira automática e execute 5.000 caixas elétricas idênticas. Com uma configuração calibrada e um operador constante, a quinadeira pode até vencer no concurso de golpes por minuto. No papel, parece eficiência máxima. Mas o que acontece quando o calendário muda para cinco caixas, depois doze suportes HVAC, e depois três frentes personalizadas em aço inox? A quinadeira cai para zero golpes por minuto enquanto o operador luta através de três mudanças de ferramentas distintas.
Na produção de alta diversidade e baixo volume, a produtividade bruta é uma métrica de vaidade. A versatilidade é o que realmente impulsiona a rentabilidade. Uma dobradeira CNC absorve a “taxa” das ferramentas. A sua cinemática multi-ferramenta pode mudar de uma ferramenta afiada de 90 graus para um perfil de grande raio no mesmo momento em que o manipulador roda a peça — efetivamente reduzindo o tempo de configuração para zero. Já não é forçado a agrupar trabalhos apenas para justificar mudanças; pode executar peças na exata sequência que o departamento de montagem exige. O resultado é menos inventário em processo e uma transformação da volatilidade de alta diversidade de uma responsabilidade de planeamento para uma vantagem competitiva.
Verificação de restrições: Está a medir a capacidade da sua oficina pela velocidade de ciclo da máquina — ou pelo número de peças distintas e acabadas que realmente chegam ao cais de expedição no final do turno?
Entre numa oficina a processar aço inox 304 de 16 gauges com quatro mudanças manuais de quinadeira por turno. Veja o operador desperdiçar as duas primeiras chapas de cada configuração apenas para afinar a recuperação elástica. A $45 por chapa, mais 20 minutos de tempo de configuração por mudança, essa operação perde silenciosamente mais de $500 por dia antes de uma única peça conforme chegar ao palete de expedição. Esta é a “taxa” das ferramentas na sua forma mais pura — uma penalidade cumulativa aplicada a cada lote de alta diversidade, corroendo continuamente as margens enquanto as máquinas parecem ocupadas. O limiar da automação raramente tem a ver com produzir um milhão de peças idênticas. Trata-se de reconhecer o momento preciso em que esta drenagem diária excede o custo de um pagamento mensal de equipamento.
Um veterano com 20 anos de experiência consegue sentir o ponto de cedência do alumínio 5052 através das solas das botas e ajustar um batente manual por instinto. Mas esse veterano reformou-se no ano passado, e o novo contratado está a lutar para manobrar uma chapa de 40 libras enquanto olha para uma fita métrica de cabeça para baixo. A realidade desconfortável é esta: o controlo manual só é rentável quando a pessoa que o opera é excecional. Quando a mão de obra qualificada é escassa, a dependência do operador injeta uma variabilidade dispendiosa no seu calendário de produção. Um operador inexperiente não só trabalha mais lentamente — ele hesita, dobra demais, e sufoca todo o fluxo de montagem com atrasos por retrabalho.
Tendemos a estudar fichas técnicas da máquina — limites de tonnage, velocidades de curso — e assumir que o equipamento define o nosso teto. Mas a capacidade teórica é irrelevante se os músculos humanos que carregam a máquina estão esgotados.
Dobradeiras CNC automatizadas confrontam esta dependência diretamente. Ao transferir o manuseamento de material e o posicionamento das ferramentas para manipuladores acionados por servo e combiná-los com controlos CNC intuitivos, podem reduzir a dependência do operador até 40 por cento. A máquina mede a chapa, calcula a compensação de dobra e executa a sequência com precisão. O argumento financeiro para o controlo manual desfaz-se no momento em que está a pagar salários qualificados para produzir desperdício não qualificado. Porque continuar a financiar um processo manual quando o verdadeiro custo por peça flutua com o nível de energia do operador às 15:00?
Imagine que recebeu um pedido para fabricar 150 invólucros elétricos complexos. É do senso comum que a CNC só se torna económica em grandes volumes, enquanto as quinadoras manuais são preferíveis para pequenas séries. Essa lógica deixa de fazer sentido num ambiente de chapa metálica de alta variedade. Numa quinadora manual, manter uma tolerância de ±0,005 polegadas numa flange composta exige ensaios de dobra. Se descartar três peças durante a preparação de um trabalho de 150 unidades, já consumiu 2% do orçamento de material. Multiplique isso por dez famílias de peças diferentes numa única semana, e as perdas aumentam rapidamente.
Uma quinadora automática de painéis implica um custo inicial considerável—frequentemente o dobro do preço de uma quinadora topo de gama. No entanto, a sua lâmina universal de dobragem e a compensação de espessura em tempo real eliminam completamente a necessidade de ensaios de dobra. A primeira peça que sai da máquina está pronta para produção. Quando compara um investimento de capital de $400,000 com uma taxa constante de desperdício de 3% em materiais de elevado valor—além do tempo irrecuperável gasto a ajustar tolerâncias—o prazo de retorno encurta de décadas para apenas alguns anos. Não está a investir em dobrar mais rápido; está a investir na eliminação permanente do desperdício de preparação. Onde mais na fábrica pode efetivamente comprar uma garantia de desperdício zero?
Emitir uma ordem de compra para uma célula de dobragem automática provoca um choque imediato de capital. A implementação muitas vezes exige atualizar sistemas CAM antigos, requalificar programadores e gerir a resistência inicial de operadores que confiam mais em ferramentas de aço maciço do que na precisão controlada por software. Este atrito de transição pode atrasar os primeiros retornos, tornando o preço uma carga sobre os ombros da empresa durante os dois primeiros trimestres de implementação.
O verdadeiro retorno do investimento, contudo, revela-se na estabilidade dos contratos. Uma vez eliminado o “imposto sobre a ferramenta”, o rendimento torna-se matematicamente previsível. Sabe exatamente quanto tempo será necessário para fabricar um lote de 50 fachadas personalizadas porque o tempo de preparação é eliminado e o desperdício é praticamente inexistente. Esse nível de certeza permite competir por contratos OEM exigentes, just-in-time, que as operações manuais têm dificuldade em garantir sem manter caros buffers de stock em curso de produção. A automação absorve a variabilidade de alta variedade, transformando o caos de programação em receita fiável.
Verificação de Restrição: Se a sua operação tiver em média mais de quatro mudanças por turno com taxas de desperdício superiores a três por cento, será que uma quinadora automática é realmente um luxo caro—ou é o único meio viável de proteger margens numa era de escassez de mão de obra qualificada? Para uma análise detalhada adaptada à sua operação específica, é sensato Contacte-nos para uma consulta.
Imagine colocar uma quinadora CNC automática, impecável e com controlo climático, no meio de um estaleiro lamacento de construção comercial. Num piso de betão polido, rodeada de chapas limpas de 16 gauge, representa a eficiência máxima. Mas no mundo real—perante uma pilha de placas arquitetónicas de 1/2 polegada que devem contornar perfeitamente um muro de contenção de betão—aquele equipamento de meio milhão de dólares rapidamente se transforma num peso morto muito caro. A automação brilha em condições controladas. O campo raramente as oferece. Passamos tanto tempo a calcular o ROI da dobragem sem preparação que ignoramos os limites físicos da máquina. Chega um ponto em que os custos de ferramentas são irrelevantes—porque o sistema automatizado simplesmente não consegue executar a tarefa.
Tendemos a analisar minuciosamente as fichas técnicas—classificações de tonelagem, velocidades de curso—como se a máquina definisse o limite. Por vezes, contudo, a verdadeira restrição é o código postal. A fabricação arquitetónica frequentemente implica ajustar o metal a estruturas moldadas, enquadradas ou soldadas a “tolerâncias de campo”—ou seja, nada é perfeitamente quadrado. Ao dobrar fachadas estruturais pesadas ou cordões de escada personalizados, raramente tem o luxo de medir no local, atualizar ficheiros CAD, passar a peça por uma célula CNC grande e enviá-la de volta—apenas para descobrir que o betão assentou um oitavo de polegada.
O campo exige ajuste em tempo real. Quinadoras hidráulicas tradicionais ou quinadoras portáteis pesadas podem ser transportadas para um estaleiro, alimentadas por um gerador a diesel e operadas por um fabricante que mede a folga real—não um modelo CAD teórico. Sacrifica a precisão de fábrica pela realidade geográfica. Uma quinadora CNC de painéis está fixa ao chão da sua oficina, dependente de entradas impecáveis para fornecer saídas impecáveis. Quando o estaleiro se torna a variável, a automação de fábrica dá lugar a um operador experiente com uma fita métrica, uma quinadora portátil robusta e a capacidade de dobrar em tempo real.
A realidade desconfortável é que as quinadoras de painéis são concebidas para chapa metálica—não para placas blindadas. A sua vantagem mecânica depende de lâminas acionadas por servo a dobrar o material em torno de uma viga central de fixação. Ao passar de molduras de aço inoxidável de 14 gauge para placas de aço A514 de ultra-alta resistência de 1/2 polegada para elementos arquitetónicos, a física subjacente muda drasticamente.
Não se consegue dobrar uma placa de aço de meia polegada utilizando os mesmos mecanismos afinados concebidos para vincar um invólucro elétrico leve.
Placas pesadas exigem imensa tonelagem altamente concentrada e V-dies especialmente concebidos para forçar o material a ceder sem comprometer a sua estrutura granular. Forçar uma quinadora de painéis a trabalhar nesta área torna a sua própria geometria numa desvantagem. As lâminas automáticas ou não têm força suficiente para deformar adequadamente a placa, ou as cargas extremas necessárias arriscam danificar os mecanismos internos intricados da máquina. Quinadoras pesadas prevalecem neste domínio porque o seu design de êmbolo vertical é fundamentalmente simples e extremamente eficaz. Não há braços de dobra complexos—apenas um punção de aço endurecido a pressionar num molde de aço endurecido com centenas de toneladas de pura potência hidráulica.
Mesmo que as suas peças caiam tecnicamente dentro dos limites de processamento de uma quinadora automática, a sua instalação pode excluir essa opção. Uma célula de dobragem totalmente automatizada com torres integradas de manuseamento de material ocupa um espaço substancial. Muitas vezes requer fundações de betão reforçado para evitar assentamentos, alimentação elétrica trifásica dedicada de 480V com capacidade de amperagem significativa e um ambiente com controlo climático para proteger os sistemas servo sensíveis contra poeira e detritos.
Em contraste, as quinadoras tradicionais são notavelmente tolerantes com o ambiente. Pode posicionar uma quinadora de 150 toneladas num canto pouco iluminado da oficina, ligar a energia industrial padrão e esperar que forme placas pesadas de forma fiável durante décadas com manutenção mínima. Se a sua instalação tiver restrições de espaço, se o serviço elétrico já estiver no limite de capacidade ou se as despesas de capital forem estritamente limitadas, o rendimento teórico de uma célula CNC torna-se irrelevante. Não pode comprar eficiência com espaço e energia que simplesmente não possui.
Verificação de Restrição: Está a produzir geometrias delicadas e de alta variedade que realmente justificam uma reengenharia de toda a infraestrutura da sua oficina—ou está a tentar resolver um desafio de placa arquitetónica pesada com um sistema automatizado frágil?
A dura realidade é esta: os catálogos de equipamento são concebidos para lhe vender a capacidade teórica máxima, enquanto o seu chão de fábrica vive e morre pela produção mínima do mundo real. É tentador analisar folhas de especificações — calculando limites de tonelagem e velocidades de curso como se a própria máquina fosse o estrangulamento. Mas uma máquina é apenas uma ferramenta. A verdadeira restrição é a sua combinação específica de materiais, geometrias das peças e força de trabalho.
Um quinador de painéis totalmente automatizado pode alcançar 17 quinagens por minuto sem mudanças manuais de ferramentas, apresentando-se como o derradeiro impulsionador de margens. No entanto, se lhe fornecer as peças erradas, apenas investiu num gerador de sucata altamente eficiente. Para eliminar o custo das ferramentas sem instalar um estrangulamento de meio milhão de dólares, pare de perguntar o que uma máquina pode fazer isoladamente. Comece a perguntar o que está realmente a corroer as suas margens no chão de fábrica hoje.
A automatização tem um limite rígido — e muitas vezes mede-se em milésimos de polegada.
Os quinadores de painéis destacam-se ao dobrar alumínio ou aço inoxidável de 14-gauge em peças complexas até 3 metros de comprimento. Mas se o seu trabalho principal se direcionar para chapas de 10-gauge ou de 1/4 de polegada, as lâminas delicadas e acionadas por servomotor de um quinador CNC simplesmente não moverão o material. Comece por mapear a sua gama de espessuras de material. As leis da física, por si só, podem eliminar um quinador de painéis da consideração antes mesmo de olhar para o preço.
Em seguida, examine a geometria das suas peças. Os quinadores de painéis têm profundidades de garganta relativamente reduzidas em comparação com as amplas alturas de abertura de uma prensa de quinagem tradicional. Se estiver a formar caixas elétricas profundas ou abas altas, a própria arquitetura física da máquina pode impedir a rotação da peça durante a sequência de quinagem.
Mesmo quinagens em Z padrão têm restrições rigorosas num quinador automatizado. Para evitar colisões de ferramentas, normalmente é necessário uma altura total mínima de pelo menos 2,5× a espessura do material e comprimentos de aba de 1,5× a espessura. Se o seu lote médio for composto por 15 peças altamente variáveis com geometrias de caixa profunda, a vantagem de “configuração zero” desaparece — porque a peça simplesmente não consegue rodar dentro da máquina.
Verificação de Restrição: As suas peças são realmente finas e planas o suficiente para rodar dentro da garganta de um quinador de painéis, ou está a tentar forçar caixas profundas e de chapa grossa através de uma máquina concebida para trabalhos de acabamento superficial?
Quando a física faz sentido, tem de identificar o atrito operacional. Vá até à célula de quinagem e observe o operador durante uma hora. Se um fabricante experiente estiver a gastar 40 minutos a desmontar e reconstruir ferramentas complexas para uma série de 20 peças, o seu estrangulamento é o tempo de configuração. Esse é o verdadeiro custo das ferramentas — e é precisamente aí que um quinador de painéis CNC mostra o seu valor, reconfigurando as suas ferramentas em segundos.
Mas e se a configuração for rápida e o contentor de sucata continuar a encher-se com peças dobradas no sentido errado ou na sequência errada?
Nesse caso, está a lidar com escassez de competências e complexidade geométrica. Uma prensa de quinagem depende inteiramente do julgamento espacial do operador para virar e rodar corretamente a peça em bruto. Um quinador automatizado retira as mãos humanas da sequência — prende a peça uma vez e executa cada quinagem positiva e negativa com precisão. Mas a capacidade teórica da máquina nada significa se as pessoas que a alimentam estiverem exaustas. Se o seu abrandamento resultar de movimentar peças pesadas e simples através de uma matriz em V de 90 graus, a automatização não vai resolver. Um guindaste de coluna e um layout de manuseamento de material mais inteligente resolverão.
As oficinas raramente falham por falta de trabalho; falham por aceitar trabalho que não conseguem digerir. Quando compra uma máquina para resolver o problema específico de hoje, fixa as suas capacidades no presente. Se a sua produção atual de 16-gauge e elevada mistura justificar um quinador de painéis, o investimento faz sentido. Mas mesmo os quinadores de painéis mais inteligentes e flexíveis apenas absorvem variabilidade de alta mistura dentro dos seus limites físicos. Eles não conseguem ultrapassar restrições fundamentais de tonelagem.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Čeština
Čeština
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
