Zobrazuje se 10–18 z 42 výsledků

Typ R1, nástroje pro ohýbání panelů
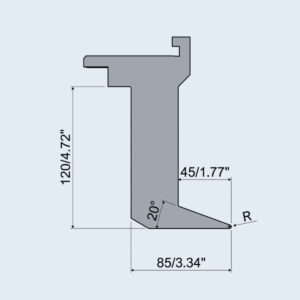
Typ R2, nástroje pro ohýbání panelů
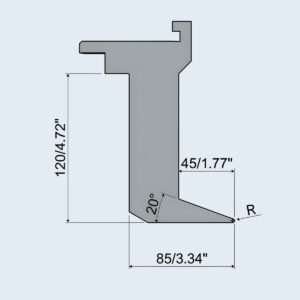
Typ R2, nástroje pro ohýbání panelů

Typ R2, nástroje pro ohýbání panelů

Typ R2, nástroje pro ohýbání panelů

Typ R2, nástroje pro ohýbání panelů

Typ R2, nástroje pro ohýbání panelů

Typ R2, nástroje pro ohýbání panelů

Typ R2, nástroje pro ohýbání panelů
Sledujte zkušeného operátora, jak na konvenčním ohraňovacím lisu vytváří kryt z nerezové oceli o tloušťce 16 gauge. Samotné ohnutí trvá možná dvanáct sekund. Beran sjede dolů, kov se poddá a díl je hotový. Vypadá to jako vrchol efektivity.
Ale postavte se na dílnu se stopkami a započítejte pětačtyřicet minut, které tomuto ohnutí předcházely – hledání správných segmentovaných razníků, zkušební ohyby, podkládání, vyřazené polotovary – a neefektivita se stane zřejmou.
Těchto neviditelných pětačtyřicet minut představuje daň, která je uvalena na každou krátkou sérii, kterou vyrobíte. Právě proto je vaše dílna neustále vytížená, zatímco vaše marže odmítají růst. Abyste se skutečně osvobodili, pochopení a optimalizace vašeho Nástroje pro ohraňovací lisy je prvním zásadním krokem.
Nepříjemná realita je tato: vaše dílna není omezena tím, jak rychle váš tým dokáže ohnout lem. Je omezena vším, co se děje mezi ohyby. Čas ruční přípravy, zmetkovitost a únava obsluhy fungují jako složená daň. Pokaždé, když někdo vezme imbusový klíč, aby doladil doraz, vzniká náklad. Pokaždé, když je třeba, aby dva pracovníci otočili těžký díl, vzniká další. Nakonec se efektivní daňová sazba stává neudržitelnou – a ruční Standardní nástroje pro ohraňovací lis prostě přestává dávat finanční smysl.

Představte si zkušeného operátora, jak manipuluje s tabulí hliníku o rozměrech 4×8 stop a tloušťce 14 gauge v náročné sekvenci pozitivních a negativních ohybů. Po dvou hodinách směny jsou pohyby přesné a kontrolované. Po šesti hodinách ramena klesají. Plechu se zdá být těžší. Úhel zasunutí se odchýlí o půl stupně – a najednou míří polotovar $40 do odpadu.
Máme tendenci studovat datové listy strojů – limity tonáže, rychlosti zdvihu – v domnění, že zařízení určuje hranici možností. Ale teoretická kapacita znamená málo, pokud jsou lidské obsluhy, které stroj krmí, vyčerpané. Únava přináší jemné nekonzistence. Unavený operátor zpochybní polohu dorazu, provede další testovací kus, nebo zpomalí přibližování beranu. Skutečné úzké místo není v hydraulickém systému; je jím fyzická námaha při manipulaci s plechem, která se tiše projevuje jako přepracování a zmetky.

Zvažte typické úterý s vysokou variabilitou: padesát konzol, dvanáct elektrických skříní a pět zakázkových panelů pro HVAC. V běžném nastavení může výměna segmentovaných nástrojů pro tyto tři zakázky snadno zabrat hodinu. Při sazbě dílny $120 za hodinu je to $120 strávených bez jediného ohnutého kusu kovu.
To je nástrojová daň v její nejtvrdší podobě. Ve velkosériové výrobě se hodina přípravy rozložená mezi deset tisíc dílů téměř nepozná. V zakázkové, malosériové práci může ta samá hodina vymazat celou marži zakázky. Mnoho majitelů dílen nazývá přestavby “jednoduchými”, protože výměna razníku technicky není složitá. Ale skutečné náklady sahají daleko za samotnou fyzickou výměnu. Zahrnují zkušební ohyby, dolazování a narušení pracovního toku. Každá minuta, kdy stroj stojí, zatímco operátor posouvá matrici do polohy pomocí mosazného kladiva, tiše financuje neefektivitu.
Standardní hydraulický ohraňovací lis dokáže dokončit cyklus beranu za méně než tři sekundy – závratně rychle. Přesto při bližším pohledu na celou směnu často zjistíte, že stroj skutečně ohýbá kov méně než 20% času. Rychlost ohýbání nic neznamená, pokud výsledný úhel není přesný.
Opakovatelnost je jediná metrika, která skutečně chrání průchodnost výroby. U ručního nástrojování závisí opakovatelnost výhradně na schopnosti operátora umisťovat díl proti dorazům naprosto stejně – stokrát po sobě – navzdory rozdílům v pružnosti materiálu. Pokud první díl trvá deset sekund, ale další patnáct, protože se operátor na chvilku zastaví, aby zkontroloval lem, pak váš cyklus netrvá deset sekund. Je proměnlivý – a proměnlivost ničí efektivitu.
Kontrola omezení: Pokud váš nejzkušenější operátor zítra onemocní, klesne váš výkon o 50%, nebo zůstane proces na stejné úrovni?

Dejte operátorovi prázdný kus z nerezové oceli o rozměrech 36×36 palců a tloušťce 16 gauge a požádejte o jednopalcový zpětný ohyb na všech čtyřech stranách. U tradičního ohýbacího lisu logika stroje vyžaduje, aby operátor přemisťoval plech k nástroji. Zvedne prázdný kus, zarovná jej proti dorazu, spustí beran, a pak fyzicky otočí celé neforemné čtvercové dílo o devadesát stupňů. Čtyři ohyby znamenají čtyři zvednutí, čtyři otočení a čtyřikrát šanci, že plech klesne jen o půl stupně mimo doraz.
Nepříjemná skutečnost je tato: ohýbací lis se stává zátěží ve chvíli, kdy hmotnost dílu a jeho plocha začnou určovat dobu cyklu místo rychlosti beranu. Máme tendenci studovat technické listy strojů — kapacitu tonáže, délku zdvihu, rychlost přiblížení — a předpokládat, že stroje jsou úzkým místem. Ve skutečnosti při tváření velkých panelů se z ohýbacího lisu stává systém primární manipulace s materiálem, kdy lidské úsilí — nikoli schopnosti stroje — určuje tempo.
Panelový ohýbač tento poměr zcela obrací. Namísto toho, aby operátor musel přemisťovat plech skrz nástroje, drží plech rovně a pohybuje nástroji kolem plechu. Díl je jednou zarovnán, sevřen podél středové linie, a ohýbací nože se pohybují dle potřeby. Výsledkem je stejný čtyřstranný tác — ale změna logiky eliminuje fyzickou námahu operátora a zkracuje to, co býval tříminutový zápas, na třicetisekundový automatizovaný cyklus. Tak kdy se z ohýbacího lisu stává zátěž? Ve chvíli, kdy díl vyžaduje více energie k udržení než k ohýbání.
Zvažte základní Z-ohyb nebo složitější odstupňovaný profil. U ohýbacího lisu výroba pozitivního ohybu následovaného negativním vyžaduje vyjmutí plechu z matrice, jeho kompletní otočení, opětovné zarovnání proti zadnímu dorazu a opětovné spuštění. Pokud je díl šesti stopový architektonický panel, toto otočení vyžaduje dva operátory a dostatek místa na podlaze. A pokaždé, když plech opustí zadní doraz, platíte „nástrojovou daň“: ztrátu původního referenčního bodu.
Panelové ohýbače eliminují tuto daň díky své kinematice. Protože plech zůstává sevřený rovně v manipulátoru, horní a dolní ohýbací nože si jednoduše mění role. Potřebujete pozitivní ohyb? Dolní nůž zamete vzhůru. Potřebujete negativní ohyb? Horní nůž zamete dolů. Plech se nikdy neotáčí — a co je zásadní, nikdy neztrácí referenci na středovou osu.
Zde začíná precision růst. Moderní panelové ohýbače nabízejí přesnost ohybu-od-ohybu ±0,008 palce a opakovatelnost ±0,004 palce nejen proto, že jejich servosystémy jsou vysoce propracované, ale také proto, že měří tloušťku a deformaci materiálu v reálném čase. Stroj automaticky kompenzuje variace, které by operátor ohýbacího lisu jinak řešil podložkami a zkušebními ohyby. Manipulací s okrajem místo otáčení plechu zcela odstraňujete lidskou proměnnou z geometrické rovnice. Pro složité ohyby jako velké poloměry, specializované Nástroje s rádiusem pro ohraňovací lis mohou být nezbytné, i u tradičních lisů.
Kontrolní otázka: Pokud váš současný proces vyžaduje dva operátory jen k otočení dílu mezi pozitivním a negativním ohybem, platíte za kovovýrobu — nebo za synchronizované zvedání závaží?
| Oddíl | Obsah |
|---|---|
| Téma | Pozitivní a negativní ohýbání: Proč manipulace s okrajem vítězí nad otočením plechu |
| Scénář | U Z-ohybu nebo odstupňovaného profilu na ohýbacím lisu výroba pozitivního ohybu následovaného negativním vyžaduje vyjmutí plechu, jeho otočení, opětovné zarovnání proti zadnímu dorazu a opětovné spuštění. Velké díly (např. 6stopé panely) vyžadují dva operátory a značnou podlahovou plochu. Každé vyjmutí z dorazu znamená ztrátu původního referenčního bodu (“nástrojová daň”). |
| Výhoda panelového ohýbače | Panelové ohýbače udržují plech sevřený rovně v manipulátoru. Horní a dolní ohýbací nože si střídají role: dolní nůž zamete vzhůru pro pozitivní ohyby, horní nůž zamete dolů pro negativní ohyby. Plech zůstává na místě a zachovává svou referenci středové linie. |
| Výhody přesnosti | Moderní panelové ohýbače dosahují přesnosti ohybu-od-ohybu ±0,008 palce a opakovatelnosti ±0,004 palce. Měří tloušťku a deformaci materiálu v reálném čase a automaticky kompenzují variace, čímž eliminují potřebu podložek a zkušebních ohybů. |
| Klíčový poznatek | Manipulace s okrajem místo otáčení plechu odstraňuje lidské proměnné z geometrické rovnice a zvyšuje přesnost. |
| Kontrolní otázka | Pokud jsou potřeba dva operátory jen k otočení dílu mezi ohyby, platíte za kovovýrobu — nebo za synchronizované zvedání závaží? |
Vstupte do dílny, která se snaží uzavřít mezeru v automatizaci s omezeným rozpočtem, a často najdete poloautomatickou CNC skládací mašinu. Prodejní argument je lákavý: získáte kinematiku skládacího nosníku panelového ohýbače bez investice v sedmimístných částkách. Operátor vloží plech, nosník vytvoří okraj a stroj automaticky upraví úhel ohybu.
Ale teoretická kapacita znamená málo, pokud proces stále pohání lidská síla. Poloautomatické skládací mašiny vyžadují, aby operátor ručně otočil díl pro každou novou stranu. Získáte pohyb skládání, ale zachováte stejnou zátěž manipulace, která zpomaluje ohýbací lis.
Ještě horší je, že složky obvykle postrádají tunáž ohýbacího lisu a rychlost upínání v ose u pravého panelového ohýbače. Výsledkem je stroj, který má potíže s těžkým materiálem, a přitom se stále spoléhá na operátora, aby ručně manipuloval s panely v široké škále. Místo aby se ocitly někde uprostřed, často zdědíte omezení obou: omezenou kapacitu tloušťky od složky a ruční manipulaci u lisu. Ve skutečné vysoce variabilní výrobě – kde složité geometrie určují tempo – částečná automatizace odstraní jen část úzkého místa.
Podívejte se, jak operátor přepne ze standardního 90stupňového lemu na lem ve tvaru slzy na konvenčním ohýbacím lisu. Musí uvolnit razník, odvézt vozík s nástroji, nainstalovat pěchovací matrici, vyrovnat ji a spustit zkušební kus, aby ověřil drcení. To je 15 minut čistého prostojového času na nastavení. Opakujte to čtyřikrát za směnu a obětovali jste hodinu produktivního času vřetene „daň z nástrojů“.
Tvrdá pravda ve vysoce variabilních plechových výrobnách je tato: vaše marže není určena tím, jak rychle stroj ohýbá – ale tím, jak rychle dokáže změnit směr. Automatické panelové ohýbače to řeší vícefunkční kinematikou. Namísto ručního výměny těžkých bloků nástrojů používá CNC panelový ohýbač integrovaný měnič nástrojů nebo univerzální systém ohýbacích čepelí, který se v reálném čase přestavuje. Pokud další profil vyžaduje odsazený ohyb následovaný velkým rádiusem, horní a dolní čepele upraví své otočné body a hloubku zdvihu během milisekund. Plech zůstává upnutý. Nástroje se přizpůsobují kolem něj. Lem, rádius a odsazené ohyby jsou dokončeny v jednom nastavení – bez nutnosti ručního zásahu. U tradičních ohýbacích lisů dosažení podobné všestrannosti pro složité profily často vyžaduje investice do Speciální nástroje pro ohraňovací lis.
Když dílny analyzují vícenásové CNC operace, často odhalí tvrdou realitu: zpřísnění tolerancí u složitých geometrických tvarů může snadno zdvojnásobit náklady na kus. Pokus udržet toleranci ±0,005 palce na složeném lemu s ručním nastavením znamená zkušební ohyby, odpad a nekonečné podkládání. Je lákavé zkoumat technické listy strojů – limity tonáže, rychlosti zdvihu – a předpokládat, že hardware určuje strop. Ale teoretická kapacita je irelevantní, pokud je operátor unavený nebo nucen odhadovat pružnost materiálu jen podle citu.
Když se složité lemy zkříží s přesností řízenou softwarem, zaměření se přesouvá od hrubé síly k prediktivnímu řízení. Moderní panelové ohýbače měří pevnost v tahu a variaci tloušťky konkrétního 16g plechu upnutého na místě před provedením finálního ohybu. Software vypočítá přesný požadovaný přeohyb a v reálném čase upraví kinematiku stroje.
Je však třeba říci, že automatizace v jednom nastavení přináší vlastní riziko. Přesnost softwaru závisí zcela na správně nastaveném postprocesoru. Pokud kinematický model v systému CAM neodpovídá fyzickým omezením stroje – například limitům pojezdu os nebo směru rotace – výsledkem není dokonalý lem, ale rýhování, ztracený čas cyklu nebo dokonce vícenásová kolize. Automatizace v jednom nastavení znásobuje programátorské chyby stejně účinně jako násobí propustnost. Ale když je postprocesor správně naladěn, stroj automaticky kompenzuje variabilitu materiálu, která by jinak vyžadovala neustálé mikrometrické kontroly od vysoce kvalifikovaného operátora.
Postavte konvenční ohýbací lis vedle automatického panelového ohýbače a zpracujte 5 000 identických elektrických rozvaděčů. S přesně nastaveným strojem a stabilním operátorem může ohýbací lis dokonce vyhrát soutěž ve zdvizích za minutu. Na papíře to vypadá jako špičková efektivita. Ale co se stane, když se plán změní na pět rozvaděčů, pak dvanáct držáků HVAC a pak tři zakázkové nerezové fasády? Ohýbací lis klesne na nulu zdvizů za minutu, zatímco operátor bojuje se třemi samostatnými výměnami nástrojů.
Ve vysoce variabilní nízkoobjemové výrobě je hrubý výkon marná metrika. Všestrannost je to, co skutečně řídí ziskovost. CNC panelový ohýbač internalizuje „daň z nástrojů“. Jeho vícefunkční kinematika může přepnout z ostrého 90stupňového nástroje na velkorádiusový profil ve stejném okamžiku, kdy manipulátor otočí díl – efektivně sníží čas nastavení na nulu. Už nejste nuceni dávkovat zakázky jen proto, abyste ospravedlnili výměny; můžete vyrábět díly přesně v pořadí, které požaduje montážní oddělení. Výsledkem je méně rozpracované zásoby a přeměna vysoce variabilní volatility z plánovacího rizika na konkurenční výhodu.
Kontrola omezení: Měříte kapacitu vaší dílny podle rychlosti cyklu stroje – nebo podle počtu odlišných, hotových dílů, které skutečně dorazí na nakládací rampu na konci směny?
Vstupte do dílny zpracovávající 16g nerez 304 se čtyřmi ručními výměnami na ohýbacím lisu za směnu. Sledujte operátora, jak vyřadí první dva polotovary při každém nastavení jen kvůli jemnému doladění pružnosti. Při $45 za polotovar, plus 20 minut nastavení na každou výměnu, tato operace tiše ztrácí více než $500 denně, než se na paletu dostane jediný shodný díl. Toto je „daň z nástrojů“ v nejčistší podobě – složená penalizace uvalená na každou vysoce variabilní dávku, která postupně eroduje marže, zatímco stroje vypadají zaneprázdněně. Práh automatizace jen zřídka souvisí s výrobou milionu identických dílů. Jde o rozpoznání přesného okamžiku, kdy tento denní odliv překročí cenu měsíční splátky zařízení.
Dvacetiletý veterán cítí mez kluzu hliníku 5052 skrze podrážky bot a upravuje ruční zadní doraz jen podle instinktu. Ale ten veterán odešel do důchodu loni a nový zaměstnanec má problém manipulovat se 40librovým plechem při pohledu na pásmo obráceně. Nepříjemná realita je taková: ruční ovládání je nákladově efektivní jen tehdy, když člověk, který ho provádí, je výjimečný. Když je kvalifikovaná pracovní síla nedostatková, závislost na operátorovi vnáší do vašeho výrobního plánu nákladnou variabilitu. Nezkušený operátor nejen pracuje pomaleji – váhá, přeohýbá a dusí celý montážní tok zpožděním kvůli přepracování.
Máme tendenci studovat technické listy strojů – limity tonáže, rychlosti zdvihu – a předpokládat, že vybavení určuje náš strop. Ale teoretická kapacita je bezvýznamná, pokud jsou lidské svaly nakládající stroj vyčerpané.
Automatizované CNC panelové ohýbače tuto závislost řeší přímo. Přenesením manipulace s materiálem a polohování nástrojů na servopoháněné manipulátory, a jejich spárováním s intuitivním CNC ovládáním, mohou snížit závislost na operátorovi až o 40 procent. Stroj měří plech, vypočítá přídavek na ohyb a provede sekvenci s přesností. Finanční argument pro ruční ovládání se rozpadá v okamžiku, kdy platíte kvalifikovanou mzdu za výrobu nekvalifikovaného odpadu. Proč nadále dotovat ruční proces, když skutečná cena za díl kolísá podle úrovně energie operátora ve 3:00 odpoledne?
Představte si, že jste nacenili sérii 150 složitých elektrických rozvaděčů. Obecně se má za to, že CNC se vyplatí až při vysokých objemech, zatímco ruční ohraňovací lisy vítězí u krátkých sérií. Tato logika se však rozpadá v prostředí výroby z plechu s vysokou variabilitou. Na ručním lisu udržet toleranci ±0,005 palce na složené přírubě vyžaduje zkušební ohyby. Při seřizování práce na 150 kusech vyhodíte tři díly a už jste spálili 2 procenta materiálového rozpočtu. Násobte to deseti různými rodinami dílů během jediného týdne a ztráty rostou exponenciálně.
Automatizovaný ohýbací stroj na panely má impozantní pořizovací cenu – často dvojnásobnou oproti špičkovému ohraňovacímu lisu. Jeho univerzální ohýbací čepel a kompenzace tloušťky v reálném čase však úplně eliminují potřebu zkušebních ohybů. První kus z výroby je okamžitě připravený k dodání. Když porovnáte kapitálovou investici $400 000 s trvalou 3 % zmetkovitostí u drahých materiálů – spolu s nevratným časem stráveným dolaďováním tolerancí – návratnost se smrští z desítek let na pouhé roky. Neinvestujete do rychlejších ohybů, ale do trvalého odstranění odpadů při nastavování. Kde jinde na dílně si můžete v podstatě koupit garanci nulového zmetku?
Vystavení objednávky na automatizované ohýbací centrum přináší okamžitý kapitálový šok. Implementace často vyžaduje modernizaci zastaralých CAM systémů, přeškolení programátorů a překonání prvotního odporu operátorů, kteří více důvěřují masivnímu ocelovému nářadí než přesnosti řízené softwarem. Tento přechodný odpor může oddálit první přínosy, takže cenovka se v prvních dvou čtvrtletích zavádění může zdát jako zátěž pro celou firmu.
Skutečná návratnost investice se však projeví ve stabilitě zakázek. Jakmile zmizí daň z nástrojů, průchodnost se stane matematicky předvídatelnou. Přesně víte, jak dlouho potrvá dávka 50 kusů zakázkových panelů, protože doba nastavení odpadá a zmetkovitost je prakticky nulová. Tato úroveň jistoty vám umožňuje ucházet se o náročné zakázky typu just‑in‑time pro OEM výrobce, které ruční provozy těžko garantují bez udržování nákladných zásob rozpracované výroby. Automatizace vstřebává vysokou variabilitu, proměňuje chaos v plánování v spolehlivé příjmy.
Kontrolní otázka: Pokud vaše výroba průměrně zvládne více než čtyři přestavby za směnu se zmetkovitostí přesahující tři procenta, je automatizovaný ohýbač panelů opravdu nákladným luxusem – nebo jediným životaschopným způsobem, jak ochránit marže v éře nedostatku kvalifikované pracovní síly? Pro podrobnou analýzu přizpůsobenou vaší konkrétní provozovně je rozumné Kontaktujte nás požádat o konzultaci.
Představte si, že umístíte dokonale čistý, klimatizovaný CNC ohýbač panelů doprostřed bahnitého stavebního areálu. Na leštěné betonové podlaze, obklopený čistými plechy z tloušťky 16 gauge, představuje vrchol efektivity. Ale v reálném světě – tváří v tvář zásobě půlpalcových architektonických desek, které musí dokonale kopírovat odlité betonové opěrné zdi – se tento půlmilionový klenot rychle promění v předražené těžítko. Automatizace exceluje v kontrolovaných podmínkách. Ty však stavba málokdy nabízí. Tolik času trávíme výpočtem návratnosti ohýbání bez nastavení, že přehlížíme fyzické limity stroje. Nastane moment, kdy jsou náklady na nástroje irelevantní – protože automatizovaný systém prostě úkol nezvládne.
Sklon máme zkoumat technické specifikace – tonáž, rychlost zdvihu – jako by právě stroj určoval hranici. Někdy však skutečným omezením není machine, ale poštovní směrovací číslo. Architektonická výroba často znamená přizpůsobování kovů strukturám odlitým, zarámovaným či svařeným v takzvaných “stavebních tolerancích” – jinak řečeno, nic není dokonale pravé. Při ohýbání těžkých konstrukčních panelů nebo zakázkových schodišťových nosníků si jen zřídka můžete dovolit změřit situaci na místě, upravit CAD soubory, protáhnout díl velkým CNC centrem a poslat zpět – abyste zjistili, že beton mezitím klesl o eighth palce.
Terén vyžaduje úpravy v reálném čase. Tradiční hydraulické ohraňovací lisy nebo robustní přenosné ohýbačky lze dopravit na stavbu, napojit na dieselagregát a ovládat pracovníkem, který měří skutečnou mezeru – nikoli teoretický CAD model. Obětujete přesnost úrovně továrny výměnou za geografickou realitu. CNC ohýbač panelů je pevně ukotvený ve vaší provozovně a závisí na bezchybných vstupech, aby poskytl bezchybné výstupy. Když se samotné staveniště stane proměnnou, průmyslová automatizace ustupuje zručnému operátorovi s metrem, odolnou přenosnou ohýbačkou a instinktem ohnout podle situace.
Nepohodlná pravda je, že ohýbače panelů jsou navrženy pro plech – ne pro pancíř. Jejich mechanická výhoda závisí na servo‑řízených čepelích, které ohýbají materiál kolem středového upínacího nosníku. Přesuňte se z 14g nerezového lemování na půlpalcovou ocel A514 s ultra‑vysokou pevností pro architektonické prvky a fyzikální podmínky se dramaticky změní.
Půlpalcový ocelový plech prostě neohnete stejnými jemně seřízenými mechanismy, které jsou určeny k přehýbání lehkého elektrického krytu.
Silné plechy vyžadují obrovské, vysoce soustředěné tonáže a speciální V‑matrice schopné donutit materiál k plasticitě, aniž by porušily strukturu vláken. Když ohýbač panelů zatlačíte do této oblasti, stane se jeho geometrie slabinou. Automatizované čepele buď nemají dost síly k řádné deformaci plechu, nebo extrémní zatížení ohrožuje poškozením jemné vnitřní mechanismy stroje. Výkonné ohraňovací lisy zde vítězí, protože jejich svislý beran je principiálně jednoduchý a neskutečně účinný. Žádné složité sklopné ramena – jen kalený ocelový razník tlačící do kalené matrice stovkami tun surové hydraulické síly.
I když vaše díly technicky spadají do zpracovatelských limitů automatizovaného ohýbače, vaše provozovna jej může sama vyloučit. Plně automatizovaná ohýbací buňka s integrovanými zásobníky materiálu zabírá značnou plochu. Často vyžaduje zesílené betonové základy, aby se zabránilo sedání, vyhrazené napájení 480 V třífázové sítě s vysokou kapacitní rezervou a klimatizované prostředí chránící citlivé servosystémy před prachy a nečistotami.
Naproti tomu tradiční ohraňovací lisy jsou mimořádně tolerantní ke svému okolí. Můžete umístit 150tunový lis do tmavého rohu dílny, připojit standardní průmyslové napájení a očekávat, že bude spolehlivě tvarovat silné plechy po desetiletí s minimální údržbou. Pokud váš provozní prostor je omezený, elektrická přípojka již využita na maximum nebo kapitálové výdaje přísně omezeny, teoretická propustnost CNC buňky se stává irelevantní. Účinnost prostě nelze nakoupit prostorem a energií, které nemáte.
Kontrolní otázka: Vyrábíte jemné, vysoce variabilní geometrie, které skutečně ospravedlňují přepracování celé výrobní infrastruktury – nebo se snažíte vyřešit problém s těžkým architektonickým plechem pomocí křehkého automatizovaného systému?
Tvrdá realita je taková: katalogy zařízení jsou navrženy tak, aby vám prodaly špičkovou teoretickou kapacitu, zatímco váš výrobní provoz žije a umírá podle minimálního reálného výkonu. Je lákavé pročítat technické listy — počítat limity tonáže a rychlost zdvihu, jako by samotný stroj byl úzkým hrdlem. Ale stroj je jen nástroj. Skutečné omezení představuje váš konkrétní mix materiálů, tvarů dílů a pracovní síly.
Plně automatizovaný ohýbací stroj na panely může dosáhnout 17 ohybů za minutu bez jakýchkoli ručních výměn nástrojů a tvářit se jako dokonalý zvyšovač ziskovosti. Pokud ho však zásobujete špatnými díly, pouze jste investovali do vysoce efektivního generátoru odpadu. Chcete-li odstranit „daň z nástrojů“ bez instalace půlmilionového úzkého hrdla, přestaňte se ptát, co stroj dokáže izolovaně. Začněte se ptát, co dnes na vaší výrobní ploše skutečně ničí vaše marže.
Automatizace má pevný strop – a ten se často měří v tisícinách palce.
Ohýbačky panelů vynikají při ohýbání hliníku nebo nerezové oceli tloušťky 14 gauge do složitých dílů až 10 stop dlouhých. Pokud se však vaše jádrová výroba posouvá směrem k materiálům 10 gauge nebo deskám 1/4 palce, jemné servem řízené nože CNC ohýbačky prostě materiálem nepohnou. Začněte mapováním rozsahu tloušťky materiálů. Samotné fyzikální zákony mohou ohýbačku panelů vyřadit z výběru dřív, než vůbec pohlédnete na cenovku.
Poté prozkoumejte geometrii svých dílů. Ohýbačky panelů mají poměrně mělkou hloubku hrdla ve srovnání s velkým otevřením tradičního lisovacího brzdového stroje. Pokud vytváříte hluboké elektrické rozvaděče nebo vysoké příruby, fyzická konstrukce stroje může zabránit tomu, aby se díl během sekvence ohybů otáčel.
Dokonce i standardní Z-ohyby mají na automatické ohýbačce přísná omezení. Aby se zabránilo kolizím nástrojů, obvykle je nutná minimální celková výška alespoň 2,5× tloušťka materiálu a délky přírub 1,5× tloušťka. Pokud se váš průměrný výrobní los skládá z 15 vysoce variabilních dílů s hlubokými skříňovými geometrickými tvary, výhoda “nulového nastavování” mizí — protože díl se zkrátka uvnitř stroje neotočí.
Kontrola omezení: Jsou vaše díly skutečně dost tenké a ploché, aby se mohly otáčet v hrdle ohýbačky panelů, nebo se pokoušíte protlačit hluboké, silnostěnné boxy strojem určeným pro mělké dokončovací práce?
Jakmile dávají fyzikální parametry smysl, musíte přesně určit provozní brzdu. Vyjděte na ohýbací stanoviště a hodinu pozorujte obsluhu. Pokud zkušený pracovník spálí 40 minut demontáží a opětovným sestavováním složitého vícestupňového nástrojového vybavení pro sérii 20 dílů, vaše úzké hrdlo je doba nastavování. To je skutečná „daň z nástrojů“ – a přesně tam se CNC ohýbačka panelů vyplatí, protože přenastavuje své nástroje během několika sekund.
Ale co když je nastavování rychlé a odpadní nádoba se přitom pořád plní díly ohnutými špatným směrem nebo ve špatném sledu?
Pak čelíte nedostatku dovedností a geometrické složitosti. Lisovací brzda zcela závisí na prostorovém úsudku obsluhy, která musí obrobek správně otáčet a překlápět. Automatizovaná ohýbačka vyřazuje lidské ruce ze sekvence — sevře díl jednou a provede všechny pozitivní i negativní ohyby s přesností. Avšak teoretický výkon stroje nic neznamená, pokud jsou lidé, kteří ho obsluhují, vyčerpaní. Pokud vaše zpomalení pramení z přesouvání těžkých, jednoduchých dílů přes standardní V-matrici v úhlu 90°, automatizace to nespraví. Pomůže jeřábová dráha a chytřejší rozvržení manipulace s materiálem.
Výrobní provozy málokdy zkrachují kvůli nedostatku práce; krachují proto, že přijmou zakázky, které nezvládnou zpracovat. Když pořídíte stroj, abyste vyřešili dnešní konkrétní problém, uzamknete své schopnosti do současnosti. Pokud váš současný provoz s vysokou variabilitou a výrobou z 16 gauge materiálu ospravedlňuje panelovou ohýbačku, investice dává smysl. Ale i ty nejchytřejší a nejflexibilnější ohýbačky panelů zvládnou vysokou variabilitu pouze v rámci svých fyzických limitů. Nepřekonají základní omezení tonáže.
 English
English
 العربية
العربية
 বাংলা
বাংলা
 Български
Български
 Dansk
Dansk
 Nederlands
Nederlands
 Suomi
Suomi
 Français
Français
 Deutsch
Deutsch
 Ελληνικά
Ελληνικά
 עִבְרִית
עִבְרִית
 हिन्दी
हिन्दी
 Magyar
Magyar
 Bahasa Indonesia
Bahasa Indonesia
 Italiano
Italiano
 日本語
日本語
 Қазақ тілі
Қазақ тілі
 한국어
한국어
 Bahasa Melayu
Bahasa Melayu
 Norsk bokmål
Norsk bokmål
 فارسی
فارسی
 Polski
Polski
 Português
Português
 Română
Română
 Русский
Русский
 Српски језик
Српски језик
 Slovenčina
Slovenčina
 Español de México
Español de México
 Español
Español
 Kiswahili
Kiswahili
 Svenska
Svenska
 Tagalog
Tagalog
 தமிழ்
தமிழ்
 ไทย
ไทย
 Türkçe
Türkçe
 Українська
Українська
 اردو
اردو
 Tiếng Việt
Tiếng Việt
 简体中文
简体中文
 香港中文
香港中文
 繁體中文
繁體中文
